со
N5
00
аг.
15
20
25
Изобретение относится к сварочной технике, а именно к горелкам для сварки дву- мя электродами, и может применяться для полуавтоматической сварки трехфазной дугой, расщепленным электродом или двумя дугами в одну, или раздельные ванны.
Целью изобретения является повышение устойчивости горения дуги путем улучшения регулировки расстояния между электродами в зоне горения дуги при одинаковых выле- тах.10
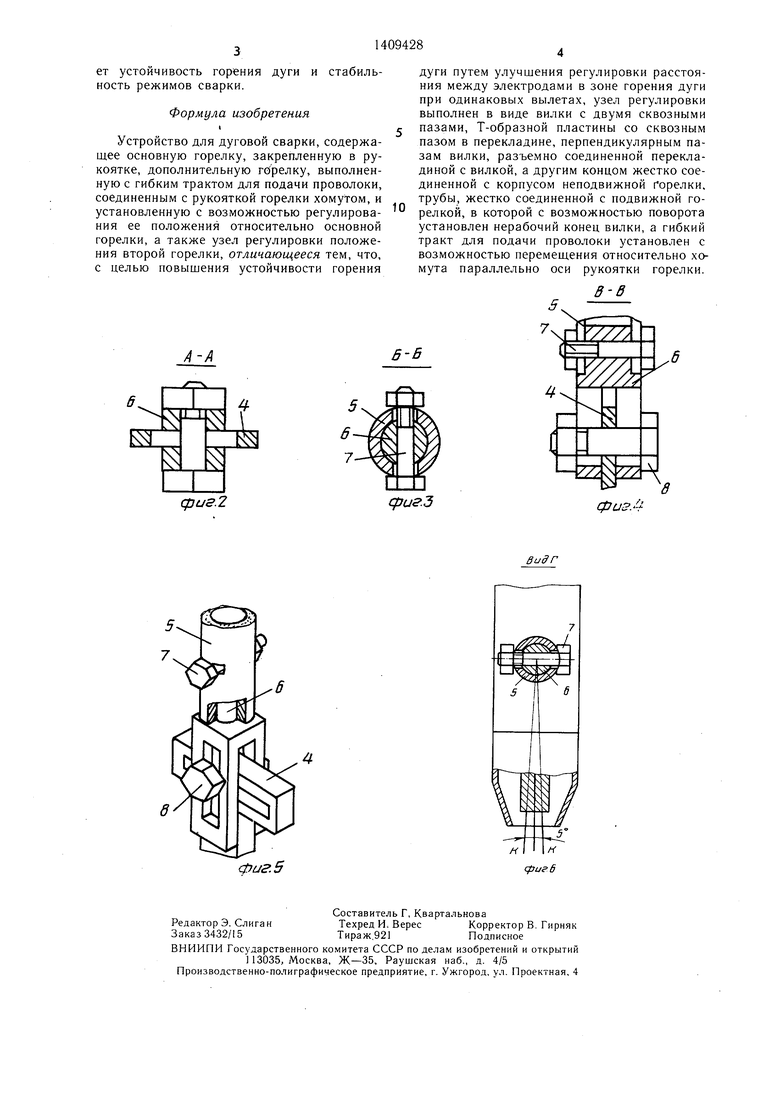
На фиг. I схематически изображено предлагаемое устройство для сварки, обший вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - узел крепления вилки с трубой и пластиной, аксоно.метрия; на фиг. 6 - сечение В-В на фиг. 1.
Устройство и.меет основную горелку 1 с соплом 2 для подачи заи1,итного газа и дополнительную горелку 3 для подачи второй проволоки. К основной горелке 1 за защитным соплом 2 прикреплена Т-образная пластина 4, имеющая сквозной прямоугольный паз в перекладине, параллельной вылету провооки основной горелки 1. К горелке 3 прикреплена труба 5 с двумя прорезями, которые видны в сечении Б-Б. Внутри труСы 5 помещается цилиндрическая часть вилки 6, скрепленная с трубой болтом 7 с гайкой. Дру- гим концом вилка 6 охватывает пластину 4. Пластина 4 и вилка 6 скреплена болтом 8 с гайкой. В месте контактирования с пазами вилки 6 и пластины болт 8 имеет квадратную форму, что исключает поворот вилки 6 относительно пластины 4, если на болте 8 не завинчена гайка.
Горелка 3 накидной гайкой 9 скреплена с .муфтой 10, которая плотно охватывает об- резиненную спираль 11 для подачи проволоки. Обрезиненная спираль может перемещаться по скользящей посадке относительно хомута 12, скрепленного с основной горелкой 1, с ее рукояткой. В хомуте 12 и левее 40 его до изгиба горелки 3 гибкая обрезинен- пая спираль 11 параллельна оси рукоятки горелки. В хомуте 12, который скрепляет рукоятку основной горелки с гибкой обрези- ненной спиралью 11, движение спирали возможно только по горизонтали.
Поворот трубы 5 относительно вилки 6 необходим для установки вылетов в одной плоскости и для пересечения их осей в зоне горения дуги в одной точке. Для диаметров проволок ,2-2 мм необходим поворот в пределах 5°, если считать центр окружности по геометрической оси трубы 5 (см. фиг. 6).
Геометрические оси горелки 3, трубы 5 и основной горелки должны быть в одной плоскости, что является условием для пересечения осей проволок в зоне горения дуги 55 в одной точке.
Точка пересечения геометрической оси трубы 5 с геометрической осью горелки 3
30
35
45
50
5
0
5
0
0
5
0
5
5
0
должна быть в зоне максимального изгиба го релки 3. Это требование исходит из конструктивных соображений. Необходимо иметь минимальную длину трубы 5, вилки 6 и пластины 4. В этом случае изгиб приставки будет минимальным и уменьшится сопротивление проталкиванию проволоки в горелке.
Горелка .3 от выхода проволоки до накидной гайки 9 представляет собой жесткую трубу, внутри которой помещается гибкая спираль для подачи проволоки. На изогнутую трубу наносится электрическая изоляция.
Гибкая спираль 11 жестко соединяется с муфтой 10 и вправо от муфты 10 до хомута 12 обрезинена. Накидная гайка 9 находится на трубе горелки 3 и скреплена с .муфтой 10. После затяжки накидной гайки 9 горелка 3 от вылета проволоки до крайней правой точки муфты 10 представляет жесткий элемент. От муфты 10 до хомута 12 и далее направо Обрезиненная спираль 11 гибкая.
При ослабленной затяжке болта 7 гибкость спирали 11 от муфты 10 до хомута 12 позволяет выполнить незначительный поворот трубы 5 вилке 6 и соответственно поворот горелки 3 относительно основной горелки 1.
Устройство работает следующим, образом.
Устанавливается необходимый вылет проволоки в основной горелке. Далее при ослабленной гайке на болте 8 вилка 6 перемещается вдоль щирокой стороны паза Т-образной пластины 4 для установки необходимого расстояния между проволоками. При этом гибкая Обрезиненная спираль 11 вместе с приставкой перемещается вдоль продольной оси горелки в хомуте 12. Установка вылета электрода - горелки 3 - осуществляется перемещением вилки 6 перпендикулярно пазу пластины 4. При этом гибкость спирали 11 позволяет перемещать ее относительно хомута 12 перпендикулярно продольной оси горелки. Перемещая одновременно вилку 6 в двух перпендикулярных направлениях, устанавливают одинаковые вылеты при необходимом расстоянии между ними в зоне горения дуги, и после затяжки гайки на болте 8 вилка 6 жестко фиксируется на пластине 4.
В случае выхода вылетов электродных проволок в зоне горения дуги из одной плоскости при ослабленной гайке на болте 7 труба 5 в.месте с горелкой 3 поворачивается относительно цилиндрической части вилки 6, чему способствуют прорези в трубе, и после ус тановки вылетов в одной плоскости затяжкой гайки на болте 7 труба 5 жестко фиксируется на вилке 6. Гибкость спирали 11 позволяет поворачивать трубу 5 с горелкой 3 относительно вилки 6.
Предлагаемое устройство позволяет быстро и удобно устанавливать одинаковые вылеты при различных расстояниях между проволоками в одной плоскости, что повыщает устойчивость горения дуги и стабильность режимов сварки.
Формула изобретения I
Устройство для дуговой сварки, содержащее основную горелку, закрепленную в рукоятке, дополнительную го релку, выполненную с гибким трактом для подачи проволоки, соединенным с рукояткой горелки хомутом, и установленную с возможностью регулирования ее положения относительно основной горелки, а также узел регулировки положения второй горелки, отличающееся тем, что, с целью повышения устойчивости горения
0
дуги путем улучшения регулировки расстояния между электродами в зоне горения дуги при одинаковых вылетах, узел регулировки выполнен в виде вилки с двумя сквозными пазами, Т-образной пластины со сквозным пазом в перекладине, перпендикулярным пазам вилки, разъемно соединенной перекладиной с вилкой, а другим концом жестко соединенной с корпусом неподвижной Горелки, трубы, жестко соединенной с подвижной горелкой, в которой с возможностью поворота установлен нерабочий конец вилки, а гибкий тракт для подачи проволоки установлен с возможностью перемешения относительно хомута параллельно оси рукоятки горелки.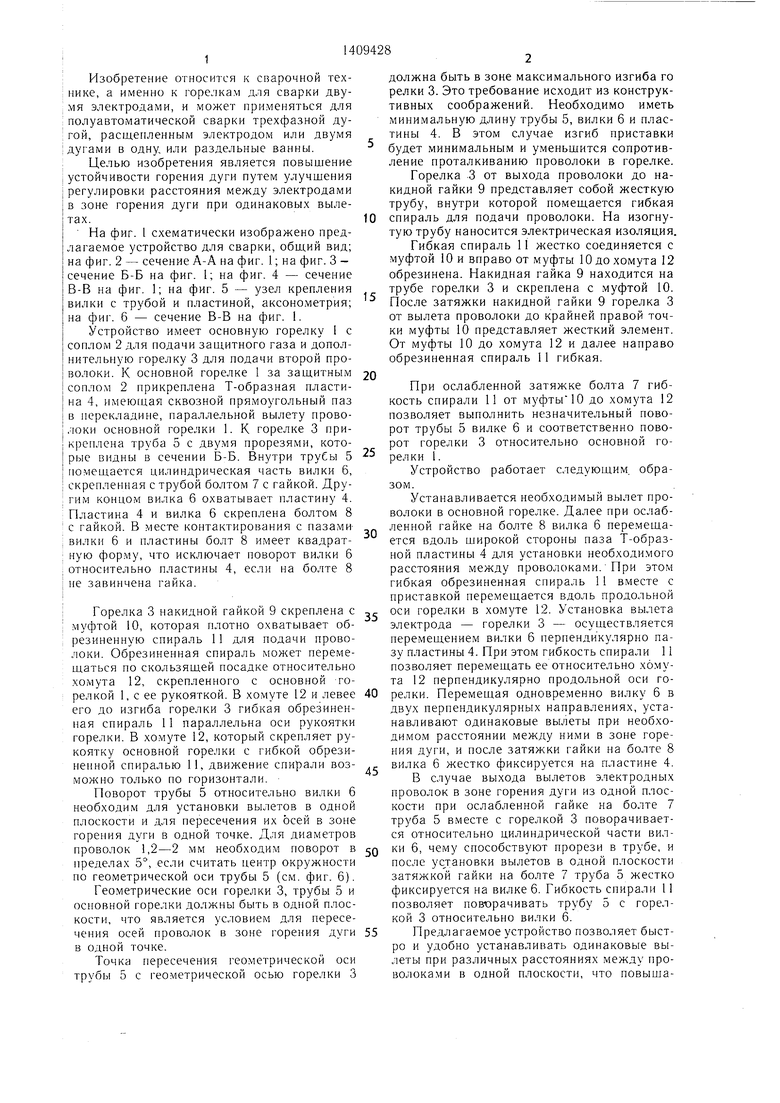
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| КОНТАКТНАЯ ТРУБА ДЛЯ СВАРОЧНОЙ ГОРЕЛКИ | 2009 |
|
RU2465999C2 |
| Устройство для полуавтоматической сварки неплавящимся электродом с подачей присадочной проволоки | 1978 |
|
SU743808A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1175637A1 |
| Горелка для дуговой сварки в защитных газах неплавящимся электродом | 1982 |
|
SU1088899A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Горелка для сварки магнитоуправляемой дугой | 1989 |
|
SU1782702A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Автомат для сварки неповоротных стыков труб | 1984 |
|
SU1227391A2 |
Изобретение относится к сварочной технике, а и.менно к устройствам для сварки дву.мя электродами и может применяться для нолуавтоматичеекой сварки тре.хфазной дугой, расщепленным электродом или двумя дугами в одну или раздельные, ванны. Цель изобретения - повышение устойчивости горения дуги путем улучшения регулировки расстояния между электродами в зоне горения дуги при одинаковых вылетах. Установка вылета электрода горелки 3 осуш,ествля- ется перемеш,ением вилки 6 перпендикулярно пазу пластины 4. Гибкость спирали 11 позволяет перемепдать ее относительно хомута 12 перпендикулярно продольной оси горелки. Пере.мещая одновременно вилку 6 в двух перпендикулярных направлениях, устанавливают одинаковые вылеты при необходимом расстоянии .между ними в зоне горения дуги. После затяжки гайки на- болте 8 вилка 6 жестко фиксируется на пластине 4. 6 ил-.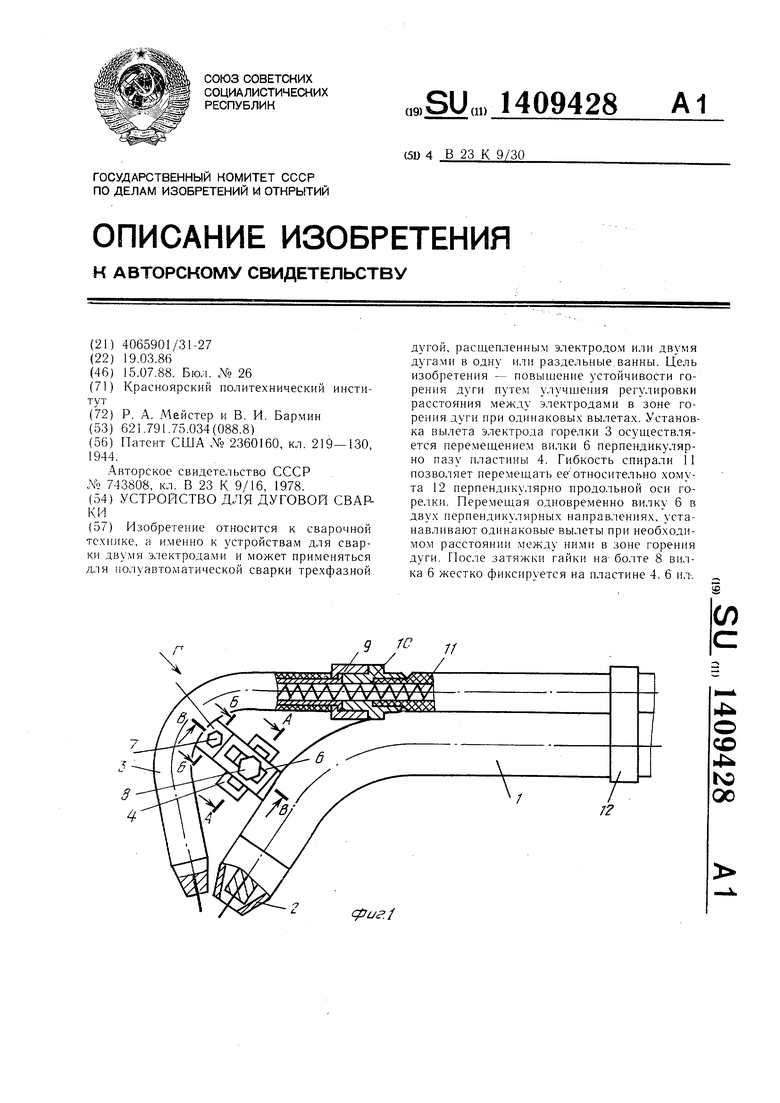
/t-A
фиг. 5
В-Б
сриг.З
фи. -fн
н
сригб
| ЭКСЦЕНТРИКОВАЯ ПЛАНЕТАРНАЯ ПЕРЕДАЧА ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ | 2008 |
|
RU2360160C1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Устройство для полуавтоматической сварки неплавящимся электродом с подачей присадочной проволоки | 1978 |
|
SU743808A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
