1
Известен стан для волочення труб на длинной оправке, содержащий стол загрузки, волокодержатель, волочильные каретки, механизмы обкатки труб и механизм извлечения оправкн из трубы. На этом стане можно осуществлять двукратное волочение трубы на одной оправке.
Недостатками известного стана являются потеря производительности при возврате тележки, а также невозможность первичного волочения во время вторичного.
Цель изобретения - повышение производительности стана путем одновременного протягивания труб на одинаковой по диаметру длинной оправке через различные волоки, совмещения по времени подачи на ось вторичной загрузки труб с первичного волочения и извлеченной оправки на ось первичной загрузки, а также уменьшения количества участвующих в работе оправок и габаритов стана по ширине. Это достигается тем, что стан снабжен механизмом передачи труб и оправок, выполненным в виде наклонных взаимно перекрещивающихся желобов с тянущими роликами, расположенными на разновысоких уровнях.
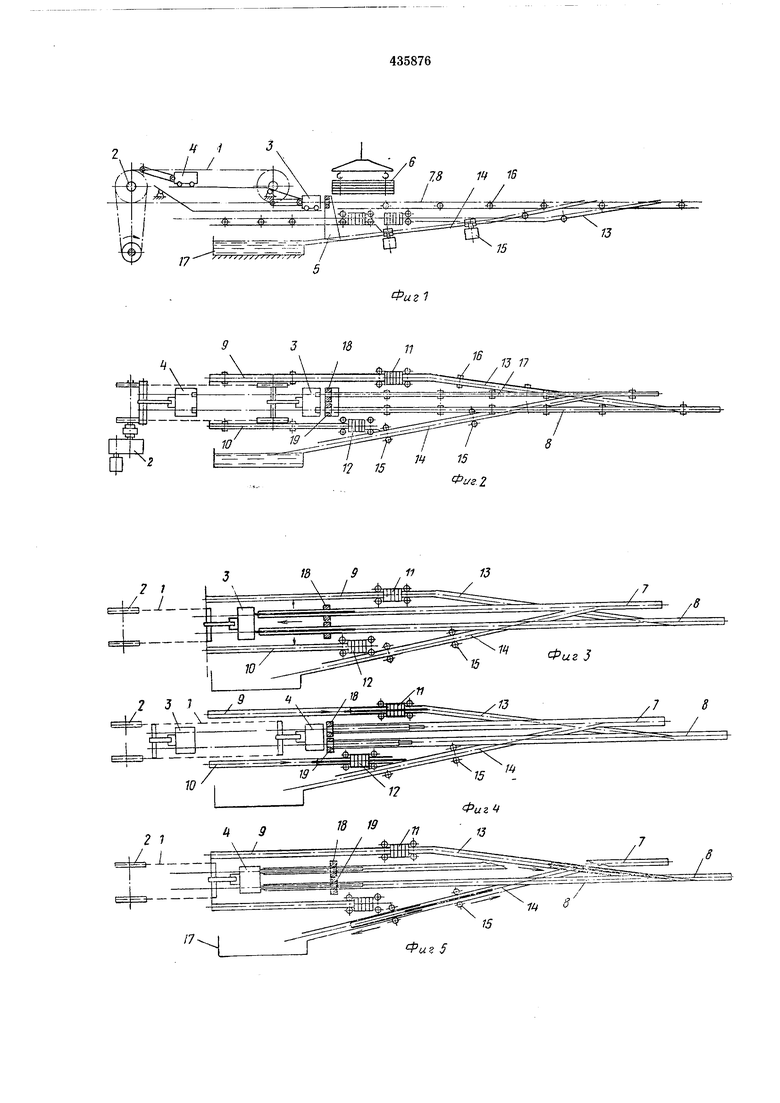
На фиг. 1 показан предлагаемый стан, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - начальный процесс волочения труб на одинаковых по диаметру оправках через
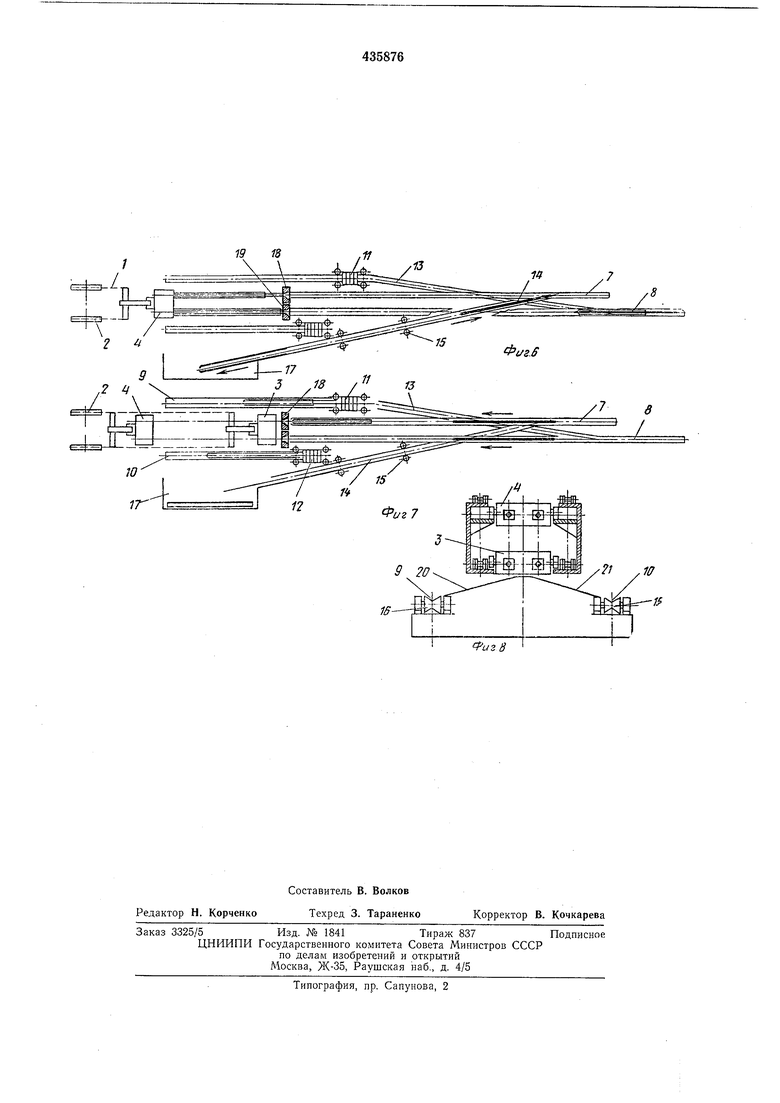
различные фильеры; на фиг. 4 - процесс обкатки труб после первичного и вторичного волочения в различных линиях и начало волочения следующей пары труб; на фиг. 5 - процесс перехода трубы с оправкой после первичного волочения на линию вторичной загрузки и процесс извлечения трубы из оправки после вторичного волочения; на фиг. 6 - процесс перехода оправки после извлечения на линию первичной загрузки, сброс готовой трубы и исходная позиция трубы с оправкой после первичного волочения на линию вторичной загрузки; на фиг. 7 - загрузка очередной трубы на линию первичного волочения, процесс подачи оправки в трубу и
подача труб с оправкой на линию вторичного волочения к волоке; на фиг. 8 - сечение
стана по рабочему столу.
Стан включает две бесконечные цепи 1,
каждая из которых приводится от общего привода 2, две каретки 3 и 4, шарнирно связанные с цепями, волокодержатели 5, стол загрузки 6, линию 7 первичной загрузки, линию 8 вторичной загрузки, линию 9 приема
труб после первичного волочения, линию 10 Г1р.иема труб после вторичного волочения, машину 11 первичной обкатки, мащину 12 вторичной обкатки, наклонный желоб 13 для передачи труб с линии приема после первичного волочения на линию вторичной загрузки,
наклонный желоб 14 для передачи оправок с вторичной ливни приема на линию первичной загрузки, механизм 15 извлечения оправок из трубы, тянущие ролики 16, установленные на всех линиях и желобах, приемный карман 17, волоку 18 первичного волочения и волоку 19 вторичного волочения.
Стан работает следующим образом.
Заготовку с завальцованным концом укладывают в линию 7 первичной загрузки (см. фиг. 7). Длинную оправку, находящуюся на этой линии, транспортируют в направлении волочения роликами 16, задают в трубу и волоку 18. Одновременно в волоку 19 задают трубу с оправкой, находящуюся на линии 8 вторичной загрузки н прошедшую первичное волочение и обкатку.
Волока 19 имеет меньший диаметр, чем волока 18. Каретка 3, связанная с непрерывно движущимися цепями 1, захватывает концы оправок и производит процесс волочения (см. фиг. 3). По окончании процесса волочения каретка 3 освобождает оправки, и под действием силы тяжести труба с оправкой из волоки 18 по наклонной плоскости 20 подается на линию 9 приема и транспортируется в машину 11 первичной обкатки, а труба с оправкой из волоки 19 по наклонной плоскости 21 поступает на линию 10 приема и транспортируется в машину 12 вторичной обкатки. В это время к волокам подходит каретка 4, захватывает очередную пару оправок и начинает процесс волочения (см. фиг. 4 и 8).
Скорость транспортирования и обкатки в линии 9 больше, чем в линии 10. Труба с оправкой в линии 9, проходя обкатную машину 11, подается на наклонный желоб 13 и транспортируется роликами 16 на линию 8 вторичной загрузки. В это время труба на линии 10 проходит обкатную машину 12 и поступает в наклонный желоб 14, а затем - в механизм 15 извлечения оправки из трубы. Одна пара роликов указанного механизма захватывает оправку и подает ее по желобу 14 в направлении линии 7 загрузки, а вторая пара роликов захватывает трубу и направляет ее в карман 17 готовой продукции (см. фиг. 5).
Извлеченная оправка поступает по желобу 14 роликами 16 на линию 7 первичной загрузки, а труба с оправкой по желобу 13 уже подана в хвостовую часть линии 8 загрузки (см. фиг. 6). Длина линии 8 вторичной загрузки увеличена по отношению к линии 7 первичной загрузки для обеспечения прохода друг над другом наклонных желобов 13 и 14.
Оправка из желоба 14 передается на линию 7 первичной загрузки и транспортируется в направлении волоки 18. В это время заканчивается волочение труб, и на линию 7
загрузки укладывается очередная заготовка. Труба с оправкой на линии 8 вторичной загрузки одновременно подается в направлении волоки 19 на вторичное волочение (см. фиг. 7). Каретка 3 захватывает оправку и производит процесс волочения (см. фиг. 3).
По окончании процесса волочения каретка освобождает оправку, и труба вместе с оправкой подается на линию 9 приема труб и
транспортируется роликами 16 в машину 11 первичной обкатки (см. фиг. 4 и 8). Машина 11 производит обкатку трубы и направляет ее вместе с оправкой в наклонный желоб 13, по которому при помощи роликов 16 труба с
оправкой транспортируется на линию 8 вторичной загрузки (см. фиг. 5). Труба вместе с оправкой перемещается по линии вторичной загрузки и задается в волоку 19 меньшего диаметра (см. фиг. 6 и 7). Каретка 3 захватывает оправку и производит процесс волочения через волоку 19 (см. фиг. 3).
По окончании процесса волочения каретка освобождает оправку, и труба под действием силы тяжести подается на линию 10 вторичного приема и транспортируется в машину 12 вторичной обкатки (см. фиг. 4). Машина 12 обкатывает трубу на оправке и направляет ее в механизм 15 извлечения оправки из трубы. Одна пара роликов данного механизма
захватывает оправку и передает ее по наклонному желобу 14 в направлении линии 7 первичной загрузки, а другая пара роликов захватывает готовую трубу и транспортирует ее в приемный карман 17 (см. фиг. 5):
Извлеченная оправка по желобу 14 поступает посредством роликов 16 на линию 7 первичной загрузки, а готовая труба при помощи механизма 15 извлечения оправки из трубы и под действием силы тяжести направляется в
приемный карман 17 (см. фиг. 6). Оправка, поданная на ли-нию первичной загрузки, транспортируется роликами 16 в направлении волоки 18. В это время на линию 7 загрузки укладывают очередную заготовку (см. фиг.
2 и 7).
Предмет изобретения
Волочильный стан для волочения труб на длинной оправке, включающий стол загрузки, волокодержатель, волочильные каретки с цепным нереверсивным приводом, механизмы обкатки труб и механизм извлечения оправки из трубы, отличающийся тем, что, с целью повышения .производительности, он снабжен механизмом передачи труб и оправок, выполненным в виде наклонных взаимно перекрещивающихся желобов с тянущими роликами, расположенных на разновысоких уровнях.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| Волочильный стан для волочения труб на длинной оправке | 1972 |
|
SU450612A1 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ПОДВИЖНОЙ ОПРАВКЕ | 2007 |
|
RU2336964C1 |
| ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ТРУБ, ПРЕИМУЩЕСТВЕННО КАПИЛЛЯРНЫХ | 1991 |
|
RU2030940C1 |
| ДВУХНИТОЧНЫЙ ДЛИННООПРАВОЧНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 1991 |
|
RU2030235C1 |
| УСТРОЙСТВО для ИЗВЛЕЧЕНИЯ ТРУБ И ОПРАВОК | 1966 |
|
SU179261A1 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2378069C1 |
| Непрерывный стан для волочения труб на длинной оправке | 1980 |
|
SU1002065A1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2391164C2 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
/ I / -ifrnrfa 14 1 15 uz 5 15 5
