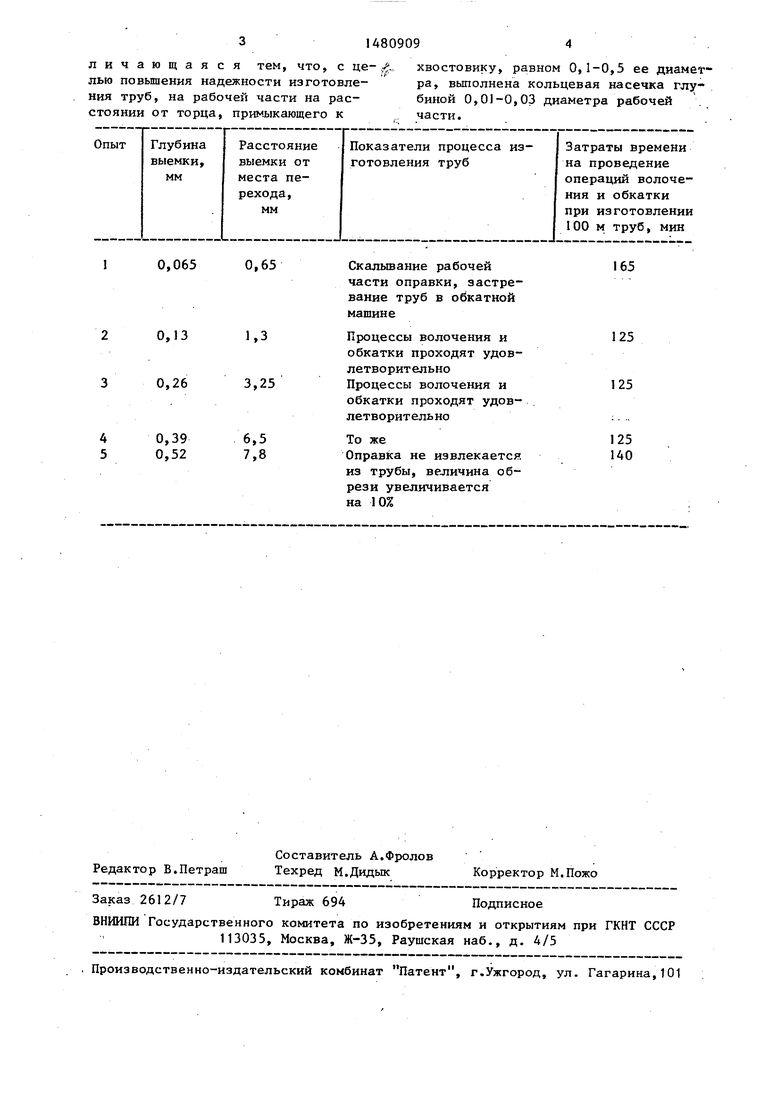
Глубина выемки, мм
Расстояние выемки от места перехода, мм
процесса изтруб
Затраты времени на проведение операций волочения и обкатки при изготовлении 100 м труб, мин
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для волочения труб | 1986 |
|
SU1424903A1 |
| Подвижная оправка для волочения труб | 1978 |
|
SU880541A1 |
| Оправка для волочения труб | 1988 |
|
SU1533802A1 |
| Устройство для волочения с ультразвуком | 1990 |
|
SU1773524A1 |
| Заготовка для волочения | 1986 |
|
SU1360843A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010640C1 |
| Самоустанавливающаяся оправка для волочения труб | 1976 |
|
SU578138A1 |
| ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ТРУБ, ПРЕИМУЩЕСТВЕННО КАПИЛЛЯРНЫХ | 1991 |
|
RU2030940C1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ С ВНУТРЕННЕЙ СТУПЕНЧАТОЙ ПОВЕРХНОСТЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2057602C1 |
| Волочильный стан для волочения труб на длинной оправке | 1972 |
|
SU450612A1 |
Изобретение относится к обработке металлов и может быть использовано при волочении труб. Оправка состоит из цилиндрической рабочей части 1, хвостовика 2 и кольцевой выемки 3, выполненной на расстоянии 0,1-0,5 диаметра рабочей части от ее торца. Глубина выемки равна 0,01-0,03 ее диаметра. Подвижную длинную оправку вводят в полость заготовки 4 до упора в завальцованный конец 5 заготовки. Затем хвостовик 2 вводят в волоку 6 и после захвата его волочильной тележкой осуществляют волочение. Изобретение обеспечивает повышение надежности изготовления труб за счет исключения преждевременного извлечения оправки из трубы при последующей обкатке. 1 ил., 1 табл.
0,065
0,13 0,26
0,39 0,52
0,65
6,5 7,8
Скалывание рабочей части оправки, застревание труб в обкатной машине
Процессы волочения и обкатки проходят удовлетворительноПроцессы волочения и обкатки проходят удовлетворительно
То же
Оправка не извлекается из трубы, величина об- рези увеличивается на 10%
165
125 125
125 140
