Изобретение относится к области прокатного производства и может быть использовано для охлаждения деформируемого металла и прокатных валков.
Известно устройство для охлаждения горячекатаной полосы, содержащее наполнительную емкость, в днище которой поперек емкости выполнены отверстия, перекрываемые установленными с возможностью поперечного перемещения дросселирующими пластинами с отверстиями, образующими с соответствующими им отверстиями в днище пары отверстий, одно из которых выполнено с профилем в виде прямоугольной трапеции, наклонная боковая сторона которой пересекает ось второго отверстия, при этом угол между наклонной стороной трапеции и ее основанием, ориентированным вдоль дросселирующей пластины, у краев и в середине пластины близок к 90o и монотонно изменяется с удалением отверстий по длине пластины от ее середины к краям на величину около 180o; напротив каждого отверстия с внешней стороны наполнительной емкости прикреплены сливные трубки с расплющенными концами, а под трубками установлен наклонно лист, причем дросселирующая пластина примыкает к днищу емкости с его внешней стороны, а сливные трубки установлены на дросселирующей пластине (а.с. СССР 910266, кл. В 21 В 45/02, опубл. 07.03.82).
Общее количество охладителя, поступающее из наполнительной емкости на прокат или прокатные валки в единицу времени, во всех случаях постоянно, что не позволяет интенсифицировать охлаждение отдельных элементов проката и наиболее перегретых участков на бочке валков. Охладитель с поверхности наклонного листа стекает сплошным ламинарным потоком с различным распределением интенсивности истечения по длине наклонного листа, практически по линейной зависимости изменения интенсивности относительно продольной оси перемещения проката, что не позволяет при ламинарном истечении охладителя в зависимости от реальных условий охлаждения проката получать заданную интенсивность охлаждения с перераспределением потока.
Наиболее близким аналогом предлагаемого изобретения является форсунка для распыливания жидкости, содержащая полый корпус с выходным отверстием, образующим сопло для подачи сплошной струи охладителя с расположенным на нем под острым углом к оси сопла дефлекторным элементом в виде отражателя, рабочая поверхность которого выполнена в виде продольной и поперечной относительно оси корпуса пересекающихся цилиндрических поверхностей и сопряжена с внутренней поверхностью выходного отверстия, при этом отношение радиуса продольной поверхности к радиусу поперечной выбрано равным от 0,5 до 3 (а.с. СССР 1636058, кл. В 05 В 1/04, опубл. 23.03.91).
Признаки ближайшего аналога, совпадающие с существенными признаками предлагаемого изобретения:
1) сопло для подачи сплошной струи охладителя;
2) дефлекторный элемент, расположенный под острым углом к оси сопла.
Известное устройство не обеспечивает управление распределением плотности охладителя по площади пятна орошения, что не позволяет получить равномерное охлаждение проката и валков, так как поток охладителя имеет постоянную толщину по всей длине среза отражателя и одинаковую скорость истечения. Поскольку осевая составляющая скорости потока меняется по длине кромки отражателя, уменьшаясь к краям, что приводит к уменьшению плотности орошения охлаждаемой поверхности по периферийным зонам орошения.
Отражатель в известном устройстве имеет прямолинейные боковые кромки, обращенные к охлаждаемой поверхности, поэтому отсутствует возможность управлять распределением плотности охладителя по площади пятна орошения, что сужает технологические возможности оборудования при решении широкого спектра производственных задач. При использовании данного устройства для охлаждения прокатных валков невозможно управлять тепловым профилем валка по причине отсутствия средств для перераспределения плотности охладителя в пределах охлаждаемой поверхности. Из-за малого габарита вокруг прокатного валка (станины, вводная и выводная привалковая арматура) одновременное расположение систем охлаждения валков и регулирования их теплового профиля приведет к неравномерному охлаждению валков, т.е. отдельные участки бочки будут недоохлаждены и температурный перепад между серединой и краями бочки валка не позволит достигнуть требуемых для тепловой регулировки изменений их геометрических размеров.
В основу изобретения поставлена задача усовершенствования устройства для охлаждения проката и валков, в котором за счет изменения конструкции дефлекторного элемента обеспечивается управление распределением плотности охладителя по площади пятна орошения и расширение за счет этого технологических возможностей охлаждающего оборудования.
Поставленная задача решается тем, что в устройстве для охлаждения проката и валков, содержащем сопло для подачи сплошной струи охладителя и дефлекторный элемент, расположенный под острым углом к оси сопла, по изобретению дефлекторный элемент выполнен в виде собранных в пакет по меньшей мере трех упругих пластин, установленных с возможностью независимого перемещения и поворота относительно друг друга и выходного отверстия сопла.
Целесообразно, чтобы каждая упругая пластина была выполнена в плане по кривой второго порядка.
Установка упругих пластин с возможностью независимого перемещения и поворота относительно друг друга и среза сопла позволяет тонко регулировать тепловой профиль бочки валка по длине за счет различной конфигурации потока охладителя и формирования приграничных слоев заданной толщины, обеспечивая заданный теплосъем с поверхности проката или валков.
Сплошность потока охладителя по длине бочки валка или проката с учетом их конфигурации обеспечивается широким диапазоном регулирования как угла наклона дефлекторного элемента к оси сопла (α), так и распределения охладителя по сечению струи, что приводит к получению проката с заданной толщиной и минимальным отклонением по плоскостности.
Распределение потока охладителя позволяет унифицировать охлаждающее оборудование и применять его даже при наличии привалковой арматуры, что не всегда возможно при применении потоков, сформированных на сплошном листе.
Упругие пластины, в зависимости от конфигурации собранного пакета, позволяют перераспределить ламинарный поток охладителя в зависимости от требований, предъявляемых температурными режимами к охлаждаемым валкам или прокату. Широкий диапазон изменения конфигурации пакета упругих пластин, изменения их расположения не только в одной плоскости, но и их расположения друг относительно друга, позволяет за счет выполнения их в плане по кривой второго порядка достигать требуемой конфигурации потока охладителя, а изменение угла (α) позволяет в широком диапазоне изменять длину вылета плоской струи, что особенно важно при установке устройств в ограниченных объемах.
Выполнение в плане каждой пластины по кривой второго порядка обеспечивает неразрывность сформированного ламинарного потока при его переходе на соседнюю пластину или при выходе плоской струи на охлаждение за счет действия сил поверхностного натяжения охладителя, т.к. в этом случае отсутствуют концентраторы напряжений разрыва ламинарного потока.
Различное взаимное расположение пластин позволяет распределять поток охладителя без взаимного набегания перераспределеннных потоков и плавно регулировать их распределение по плоскости истечения, тем самым корректировать конфигурацию переднего края потока охладителя.
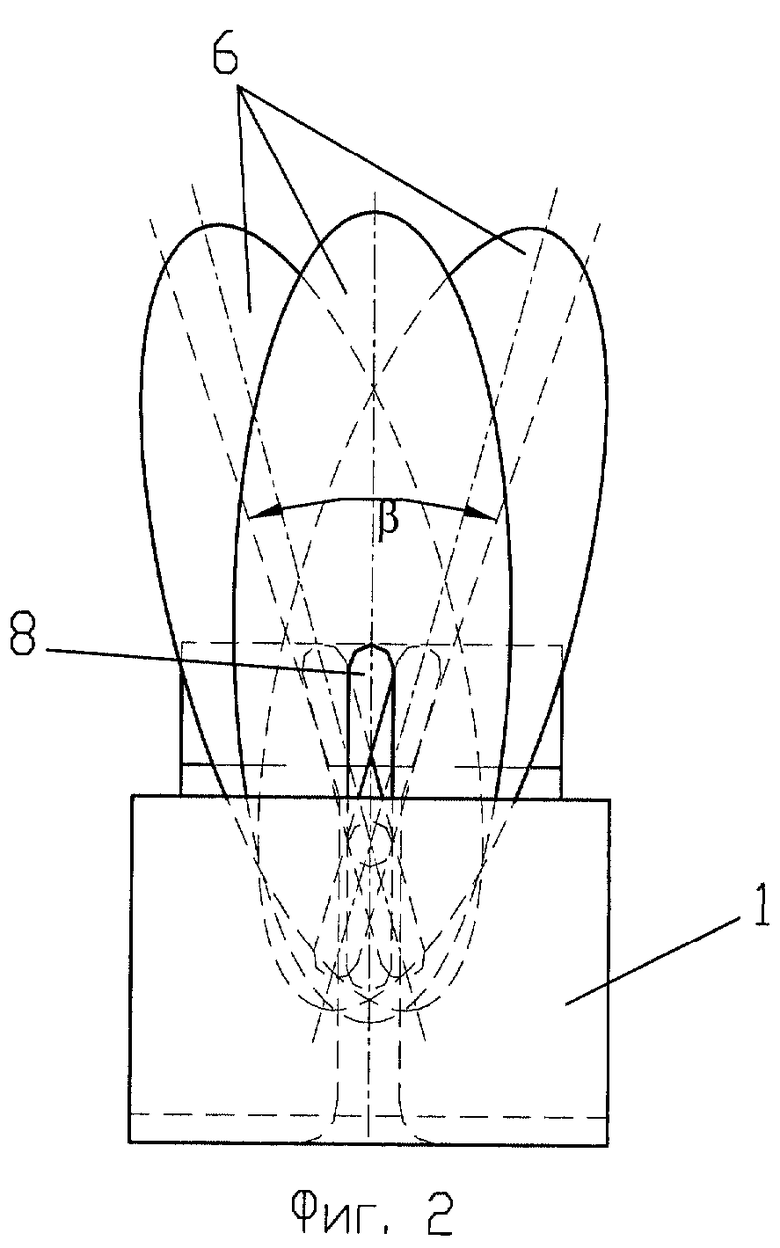
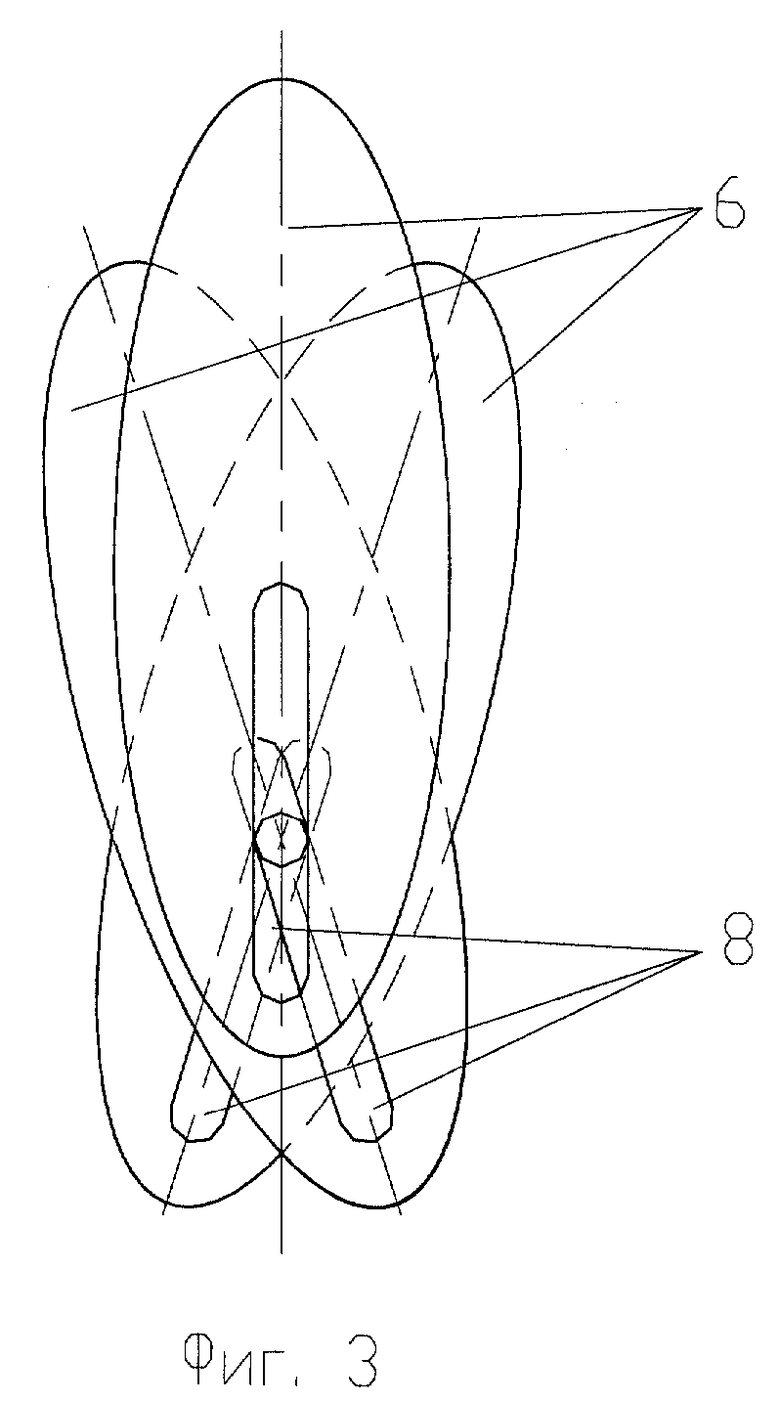
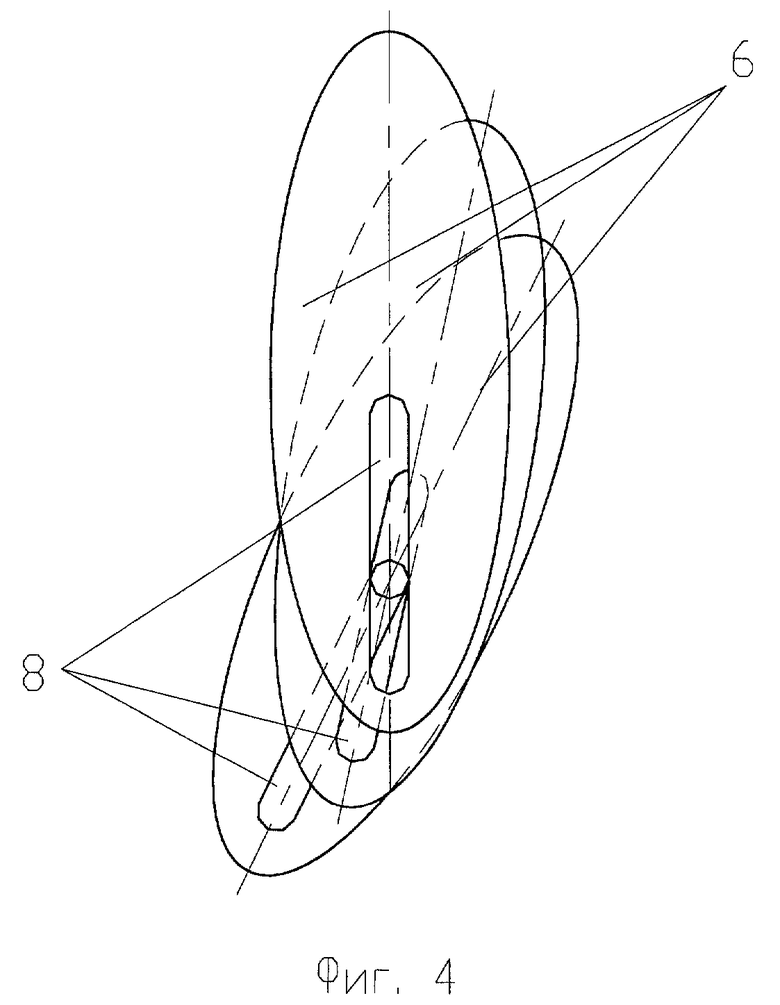
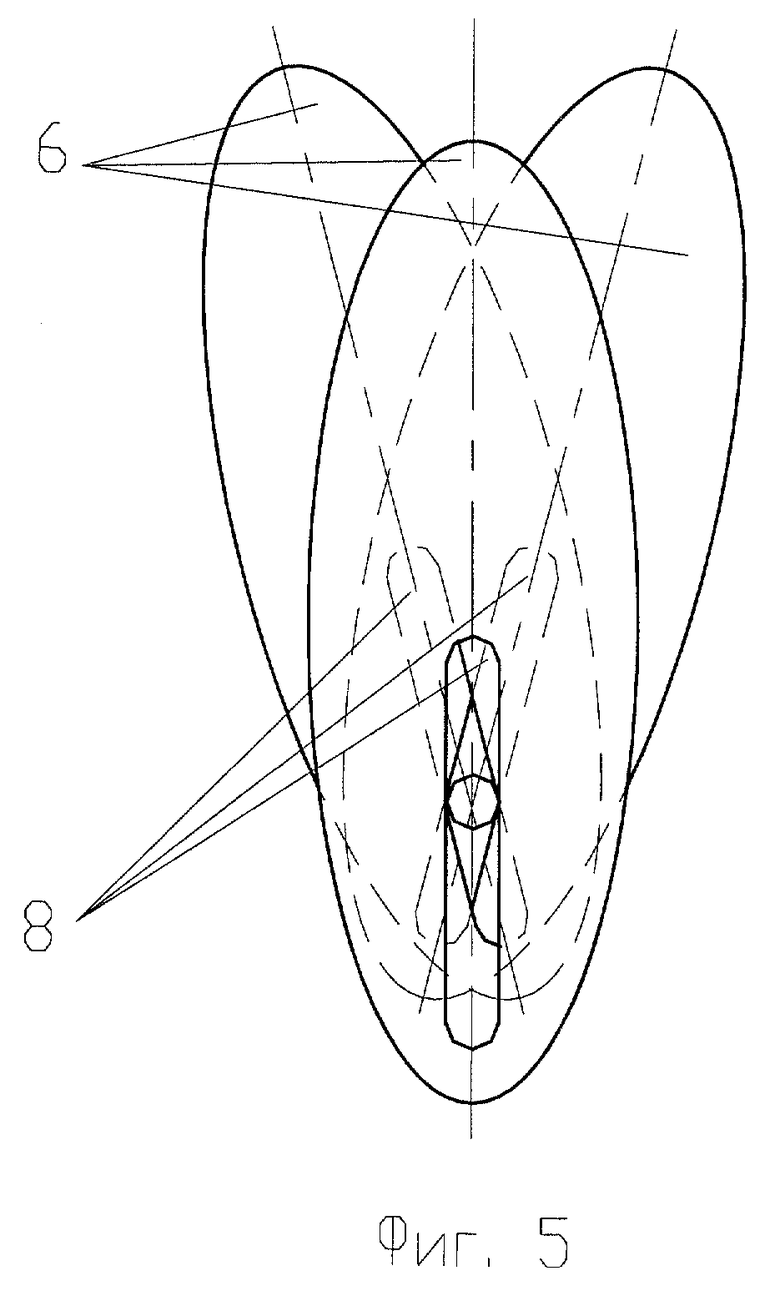
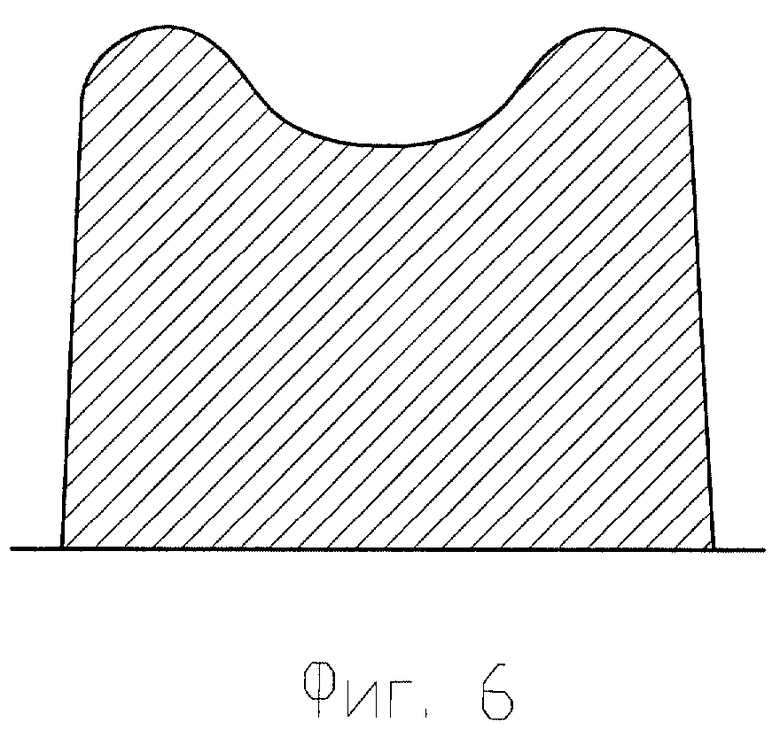
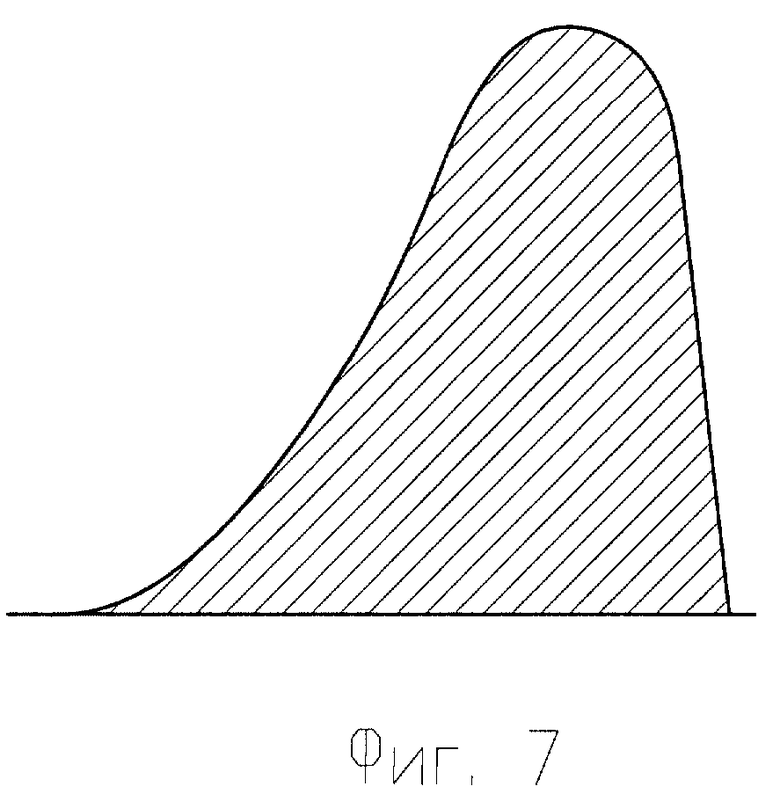
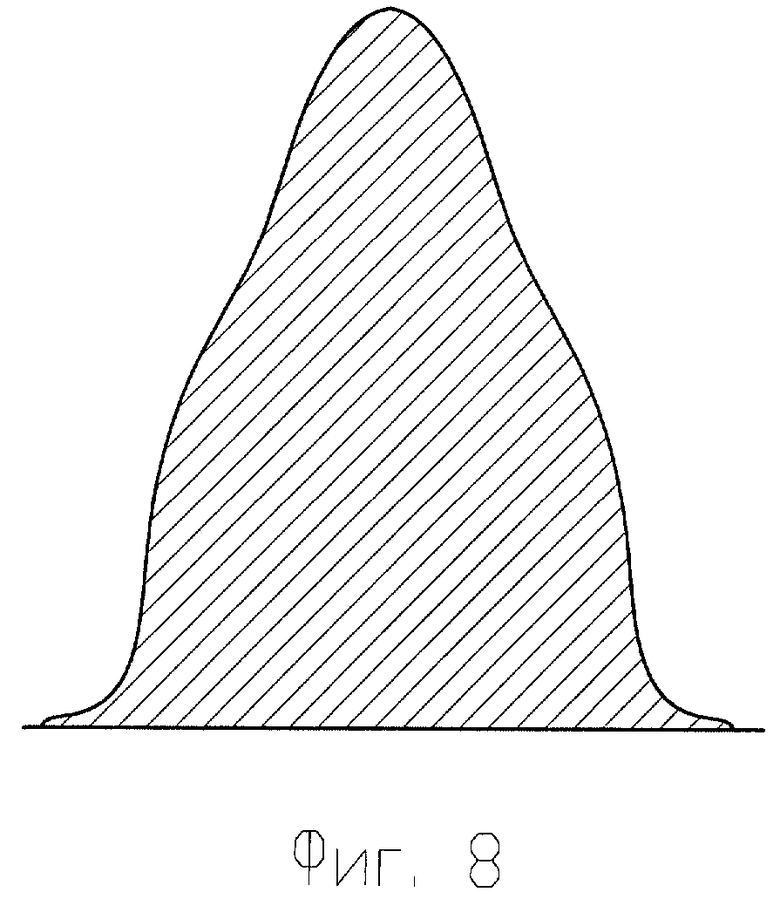
На фиг. 1 представлено предлагаемое устройство для охлаждения проката и валков, продольный разрез; на фиг.2 - то же, вид сверху; на фиг.3, 4 и 5 - различные варианты расположения трех упругих пластин; на фиг.6, 7 и 8 - эпюры распределения охладителя по площади пятна орошения для вариантов расположения упругих пластин, представленных на фиг.3, 4 и 5 соответственно.
Устройство для охлаждения проката и валков состоит из сопла 1 с выходным отверстием 2 круглого сечения для подачи сплошной струи охладителя. Непосредственно у выходного отверстия 2 сопла 1 закреплен дефлекторный элемент 3, расположенный под острым углом α к оси сопла 1. Дефлекторный элемент 3 имеет средство фиксации в виде фиксирующего болта 4 и средство регулирования угла наклона его поверхности к оси сопла 1 в виде фиксирующего болта 5. Дефлекторный элемент 3 выполнен в виде трех упругих пластин 6, каждая из которых имеет в месте 7 крепления к соплу 1 продольный паз 8. Пазы 8 в каждой пластине 6 при "ослаблении" фиксирующего болта 4 позволяют независимо перемещать и поворачивать пластины 6 относительно выходного отверстия 2 сопла 1. После установки пластин 6 в требуемом по технологии охлаждения положении, их взаимная ориентация вновь фиксируется болтом 4. Упругие пластины 6 выполнены контуром в виде кривой второго порядка, например эллипса.
Устройство работает следующим образом.
Охладитель, например вода, подаваемый через сопло 1, перемещается под давлением к выходному отверстию 2 сопла 1 и формируется в сплошную струю цилиндрической формы, истекающую с определенной скоростью на направляющую поверхность дефлекторного элемента 3. В результате набегания струи охладителя цилиндрической формы с высокой кинетической энергией на направляющую поверхность дефлекторного элемента 3 происходит ее "растекание" по этой поверхности под определенным углом - углом раскрытия струи (β).
Величина угла раскрытия струи зависит от угла наклона α дефлекторного элемента 3 к оси сопла 1 и скорости истечения струи (т.е. давления охладителя перед соплом). При широком диапазоне рабочих давлений, например, от 0,2 до 1,0 МПа при постоянном α угол β может изменяться на 15-25%. При необходимости сохранить постоянными геометрические размеры пятна орошения корректируется посредством регулировочного болта 5 угол наклона дефлекторного элемента 3 к оси сопла с α на αi. Это позволяет изменять интенсивность охлаждения без образования не перекрываемых струями участков поверхности.
При необходимости расширить или изменить требуемую по технологии интенсивность охлаждения, что имеет место, например, при переходе на другой марочный или профильный сортамент охлаждаемых изделий, осуществляется настройка взаимного положения упругих пластин 6 и сопла 1. В пределах угла раскрытия струи направляющая поверхность дефлекторного элемента 3 приобретает различную протяженность по различным направлениям движения единичных потоков охладителя, образующих струю. При этом при "сбегании" единичного потока с направляющей поверхности происходит перераспределение охладителя в направлении снижения гидродинамического взаимодействия смежных единичных потоков, т. е. начинается перетекание частей потока в поперечном направлении. Каждый вариант расположения упругих пластин 6 (фиг. 3, 4, 5) обеспечивает возможность перераспределения охладителя в пределах постоянного угла раскрытия β струи, о чем свидетельствуют эпюры распределения охладителя по площади пятна орошения (фиг. 6, 7, 8). Упругие пластины 6 выполнены в плане по кривой второго порядка, например эллипса, что позволяет достигнуть плавных обводов кромки направляющей поверхности дефлекторного элемента 3 при всех возможных вариантах расположения упругих пластин 6. Плавные обводы кромки направляющей поверхности способствуют равномерному сбеганию струи охладителя и повышают качество охлаждения проката или валков из-за отсутствия резких пиков на эпюрах распределения охладителя по площади пятна орошения. Это расширяет технологические возможности охлаждающего оборудования, что позволяет при охлаждении валков одновременно реализовать процесс регулирования теплового профиля валка или в одной конструкции охлаждающего устройства реализовать дифференцированный теплоотбор по сечению профилей с различной металлоемкостью элементов.
Рациональное распределение охладителя по ширине пятна орошения позволяет унифицировать конструкцию охлаждающих устройств, за счет чего снизить массу оборудования в 2-5 раз и парк запасных и сменных частей в 8-10 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И ПРОКАТА | 2001 |
|
RU2193935C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2193936C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ ПРОКАТА | 2001 |
|
RU2212295C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВОГО ПРОФИЛЯ ВАЛКОВ | 2001 |
|
RU2191650C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧЕГО ВАЛКА СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2183143C2 |
| СПОСОБ ПОДГОТОВКИ ПРОКАТНЫХ ВАЛКОВ К ЭКСПЛУАТАЦИИ | 1993 |
|
RU2021048C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА | 2003 |
|
RU2244022C1 |
| Способ охлаждения прокатных валков | 1981 |
|
SU980884A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
Изобретение относится к области прокатного производства и может быть использовано для охлаждения деформируемого металла и прокатных валков. Задача изобретения - управление распределением плотности охладителя по площади пятна орошения. Устройство для охлаждения проката и валков содержит сопло для подачи сплошной струи охладителя и дефлекторный элемент, расположенный под острым углом к оси сопла, выполненный в виде собранных в пакет по меньшей мере трех упругих пластин, установленных с возможностью независимого перемещения и поворота относительно друг друга и выходного отверстия сопла. Целесообразно, чтобы каждая упругая пластина была выполнена в плане по кривой второго порядка. Предлагаемое изобретение обеспечивает расширение технологических возможностей охлаждающего оборудования. 1 з.п.ф-лы, 8 ил.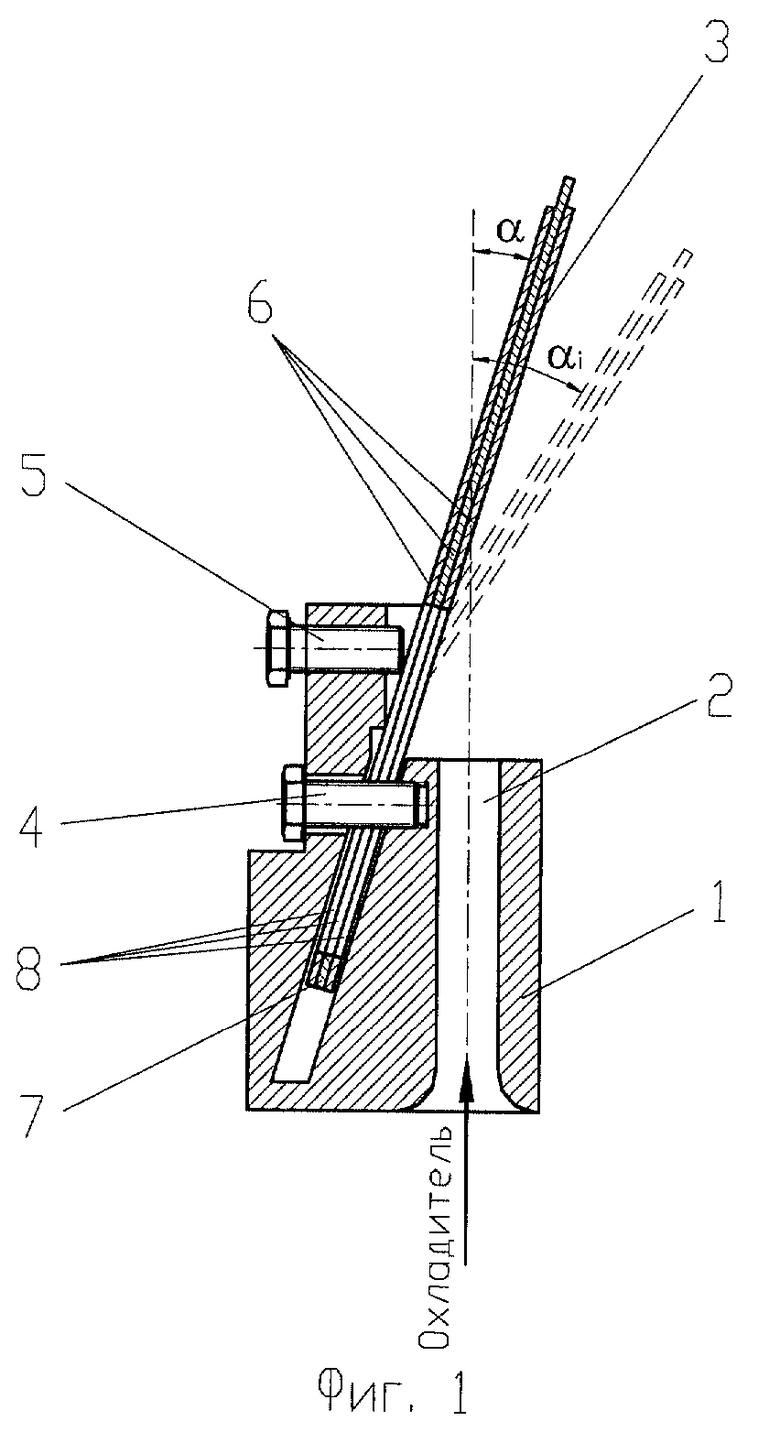
| Форсунка для распыливания жидкости | 1988 |
|
SU1636058A1 |
| Устройство для охлаждения движущегося проката | 1982 |
|
SU1020175A1 |
| Устройство для охлаждения изделий газожидкостной смесью | 1987 |
|
SU1452636A1 |
| Устройство для охлаждения плоского проката | 1987 |
|
SU1452635A1 |
| Устройство для охлаждения валков | 1976 |
|
SU579043A1 |
| Устройство для охлаждения горячекатанных полос | 1981 |
|
SU995954A1 |
| JP 4279260, 05.10.1992. | |||

