Изобретение относится к металлургии, в частности к изготовлению и термической обработке мелкоразмерного насадного инструмента из криогенно-упрочненной нержавеющей стали применительно к медицине, и может найти применение также в приборостроении и электронике.
Цель - повышение вязкости, улучшение чистоты поверхности и снижение трудоемкости. Предусматривается также улучшение технологичности и полируемости инструмента.
Разработанный способ включает дополнительный отпуск после механической обработки и плазменную нитроцементацию при анодном электролитном нагреве сначала рабочей части в течение 2,5-3 мин, затем крепежной части в течение 1,5-2 мин при изменяющейся плотности тока 0,3-0,7 А/см и с последующим охлаждением со скоростью 700-800°С/с. При этом обработку в
электролитной плазме проводят после нарезки резьбы и отпуск проводят в вакууме
При практическом осуществлении способа применяли нержавеющие стали 09Х18Н9-селект по ОСТ 92-932-77 и стали 09Х17Н8М2 по ТУ 92-933-88, прутки 10-14 мм упрочненные деформацией в жидком азоте при -196°С. Для вакуумного отпуска использовали вакуумные печи СГВ- 2.4/15М1 и СНОЛ-1,6.2,5.1/11И2, обработку в электролитной плазме вели на установке УХТО-5М ОЗАН (Молдова) в электролите, содержавшем хлористый аммоний, гидроокись аммония по 12 мас.% каждого и уксуснокислый аммоний 2,5 мас.%, растворенные в воде.
Пример Бойки-насадки для снятия зубных коронок диаметром 4 мм и длиной 65 мм из стали 09Х17Н8М2 изготовляли и обрабатывали по предложенному способу.
После механической обработки проводили вакуумный отпуск при 460°С в течение
сп С
j
О
со ю
45 мин, затем нитроцементовали инструмент в два этапа. Вначале рабочую часть нагревали в электролитной плазме при анодном напряжении 160 В и плотности тока 0,3-0,4 А/см2 с выдержкой 3 мин, а затем обрабатывали крепежную часть в течение 2 мин при плотности тока 0,5-0,7 А/см с охлаждением со скоростью 700-800°С/с.
В результате обработки рабочая часть имела твердость НРСэ 49-52, микротвердость поверхности Но,49 640-670, а крепежная часть соответственно HRCa 42-44 единицы и Но,49 530-540 или в 1,2 раза выше, чем при обработке по известному стандартному способу.
Класс чистоты поверхности был в пределах Ра 0,20-0,25 или на один класс выше, чем при обработке по прототипу. Одновременно в 2,1 раза сократилась трудоемкость изготовления и обработки, исключено хрупкое разрушение насадок, характерное для стандартных.
Время эффективного использования бойков повысилось в 3 раза в сравнении со стандартными по ГОСТ 26634-85, коррозионная стойкость составила 1-2 балл по ГОСТ 13819-77, исключено выкрашивание покрытия по рифленой части бойков, характерного для закаленных и хромированных по стандартной технологии.
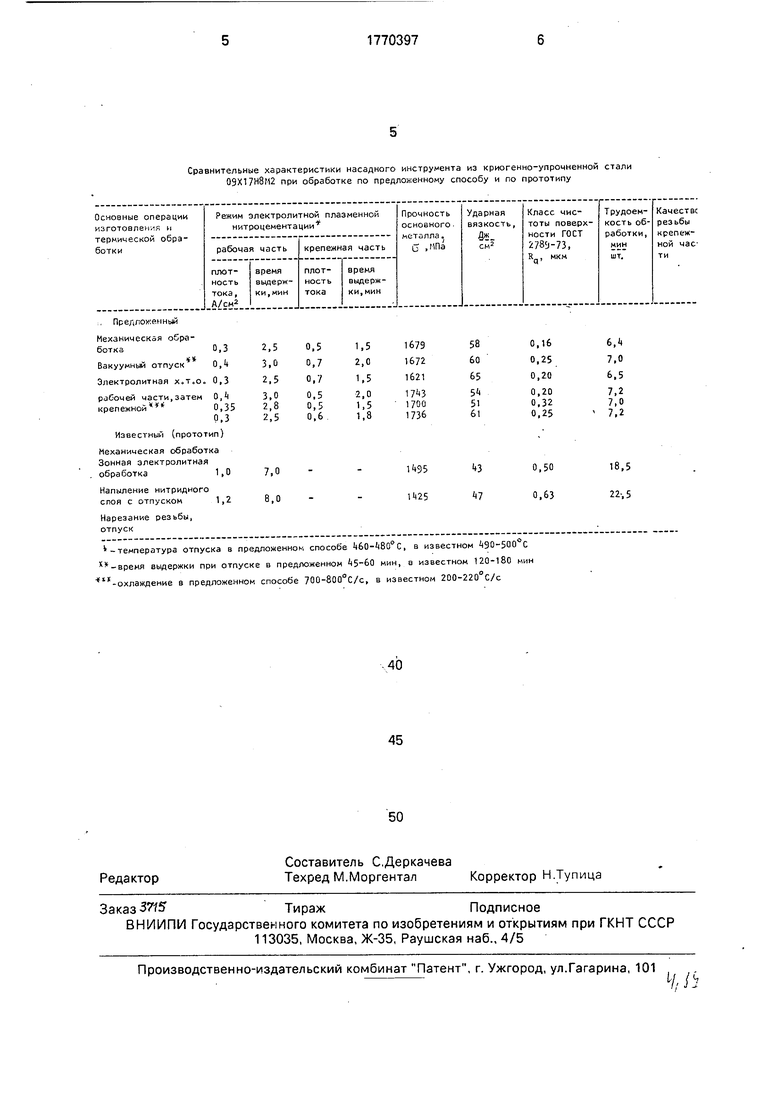
В таблице приведены сравнительные свойства концевого инструмента для стоматологии и зубопротезирования при изготовлении по предложенному и известному способам.
Таким образом предложенный способ высокотехнологичен, менее трудоемок и существенно увеличивает срок службы инструмента, работающего при динамических нагрузках.
Формула изобретения Способ изготовления медицинского инструмента из нагартованной нержавеющей стали, преимущественно бойков-насадок для снятия зубных коронок, включающий механическую обработку криогенно-упроч- ненных заготовок, нитроцементацию в
электролитной плазме при анодном нагреве в электролите, содержащем хлористый аммоний и гидроокись аммония, доводку и старение, отличающийся тем, что, с целью повышения вязкости, улучшения чистоты
поверхности и снижения трудоемкости, после механической обработки проводят отпуск в течение 45-60 мин нитроцементацию проводят в два этапа, сначала рабочей части в течение 2,5-3 мин, затем крепежной части
в течение 1,5-2 мин при плотности тока 0,3- 0,7 А/см2 с последующим охлаждением со скоростью 700-800°С/с.
2.Способ по п. 1,отличающийся тем, что, с целью упрощения сборки, обработку крепежной части в электролите ведут после нарезки резьбы.
3.Способ по п. 1,отличающийся тем, что, с целью улучшения полируемости, отпуск проводят в вакууме.
Сравнительные характеристики насадного инструмента из криогенно-упрочненной стали 09Х17Н8М2 при обработке по предложенному способу и по прототипу
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКОГО КОНЦЕВОГО ИНСТРУМЕНТА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1992 |
|
RU2031185C1 |
| Способ обработки деталей из порошковой быстрорежущей стали | 1990 |
|
SU1748946A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНЦЕВОГО ИНСТРУМЕНТА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1993 |
|
RU2049126C1 |
| Способ обработки деталей | 1989 |
|
SU1661227A1 |
| СОСТАВ ДЛЯ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ НИТРОЦЕМЕНТАЦИИ | 2013 |
|
RU2569623C2 |
| Состав электролита для нитроцементации стальных изделий в электролитной плазме | 1988 |
|
SU1650767A1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩЕГО И ФОРМООБРАЗУЮЩЕГО ИНСТРУМЕНТА ИЗ ТЕПЛОСТОЙКИХ ХРОМИСТЫХ СТАЛЕЙ | 2001 |
|
RU2205892C1 |
| Способ химико-термической обработки стальных изделий | 1988 |
|
SU1640203A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2031182C1 |
| Способ лазерного упрочнения тонколезвийного инструмента из быстрорежущей стали | 1989 |
|
SU1636460A1 |
Сущность изобретения: предложенный способ включает механическую обработку криогенно-упрочненных за готово к, после чего проводят отпуск в течение 45-60 мин, затем осуществляют двукратную нитроце- ментацию в электролитной плазме при анодном нагреве в электролите, содержащем хлористый аммоний и гидроокись аммония, которую проводят сначала на рабочей части в течение 2,5-3 мин, затем на крепежной части в течение 1,5-2 мин при плотности тока 0,3-0,7 А/см и с охлаждением со скоростью 700-800°С/с. Для упрощения сборки обработку крепежной части ведут после нарезки резьбы Для улучшения полируемости отпуск проводят в вакууме. 1 табл.
-температура отпуска в предложенном способе ЦбО-ШЧ, в известном 90-500 С х -время выдержки при отпуске в предложенном 5-60 мин, а известном 120-180 мин -охлаждение в предложенном способе 700-800°С/с, в известном 200-220°С/с
| Гелляр Ю.А | |||
| Инструментальные стали | |||
| - М.: Металлургия, 1975, с | |||
| Радиоприемное устройство | 1922 |
|
SU538A1 |
| Способ обработки деталей | 1989 |
|
SU1661227A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
