Изобретение относится к металлургии, конкретнее к установкам непрерывной разливки металлов.
Известны способ контроля положения направляющих элементов установки непрерывной разливки металла и устройство для его осуществления, включающие монтажную плиту, металлоприемник, кристаллизатор, оптический экран, источник монохроматического излучения с системой корректировки его положения. Оптический экран устанавливают в металлоприемнике на шарнирной подвеске. Источник излучения содержит блок формирования светового потока.
В процессе корректировки положения направляющего элемента установки непрерывной разливки металла в виде кристаллизатора направляют луч монохро- матического излучателя на отражатель в виде оптического экрана, принимают отраженный сигнал и обрабатывают информацию о его пространственном располо- жении [1].
Недостатком известных способа и устройства является неудовлетворительное качество непрерывнолитых слитков. Это объясняется тем, что процесс контроля положения направляющих элементов производят перед началом разливки, когда оборудование установки является холодным. В процессе непрерывной разливки применять известные способ и устройство невозможно вследствие термических поводок оборудования из-за его нагрева. В результате в слитках возникают внутренние и наружные трещины, приводящие к их браку.
Известно, что в процессе разливки корпуса направляющих элементов вместе с роликами нагреваются до 100-600оС, вследствие чего в них возникают термические напряжения и, как следствие, термические поводки. Несмотря на правильность настройки роликов в зоне вторичного охлаждения перед разливкой в процессе разливки происходит их смещение вследствие термических поводок корпусов направляющих элементов.
Это приводит к возникновению в слитке дополнительных неучтенных изгибных напряжений, что приводит к браку слитков по внутренним и наружным трещинам.
Технический эффект при использовании изобретения заключается в улучшении качества непрерывнолитых слитков за счет обеспечения контроля положения направляющих элементов установок в процессе непрерывной разливки металлов.
Указанный технический эффект достигают тем, что способ контроля положения направляющих элементов установок непрерывной разливки металлов включает направление монохроматического излучения на отражающую поверхность, укрепленную на корпусе направляющего элемента, прием отраженного излучения и обработку полученной информации.
В процессе контроля производят разделение луча монохроматического излучения на четыре составляющие, измеряют интенсивность излучения каждой составляющей, сравнивают полученные значения между собой и по результатам сравнения перемещают направляющий элемент в сторону уменьшения разницы значения интенсивности составляющих направленного излучения.
Устройство для контроля положения направляющих элементов установок непрерывной разливки металлов включает источник направленного монохроматического излучения, оптический отражатель, приемник излучения и средства обработки и предоставления информации.
Оптический отражатель установлен на корпусе направляющего элемента и выполнен в виде четырехгранной конусной призмы, а приемники излучения установлены на корпусе направляющего элемента напротив граней призмы и выполнены в виде фотоприемников с фокусирующими линзами, соединенными с блоком сравнения и далее с блоком обработки и представления информации.
Улучшение качества непрерывнолитых слитков будет происходить вследствие контролирования положения направляющих элементов вместе с роликами вдоль технологической оси установки непрерывной разливки. При этом контроль обеспечивается одновременно в двух взаимно-перпендикулярных направлениях, что повышает точность определения положения направ- ляющих и вытягивающих роликов установки непрерывной разливки металлов.
В этих условиях появляется возможность своевременного обнаружения смещения роликов вместе с направляющими элементами от оптимального положения как в процессе разливки, так и между разливками. Передвижение направляющих элементов и их поворот в необходимое положение может производиться при помощи специальных механизмов в процессе разливки или при помощи грузоподъемных средств с установкой различных прокладок под опоры элементов между разливками.
Своевременное обнаружение смещения роликов вместе с направляющими элементами и их передвижение в оптимальное положение позволяет устранить дополнительные неучтенные изгибные напряжения в слитках, что приведет к снижению их брака по внутренним и наружным трещинам.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемых способа и устройства с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
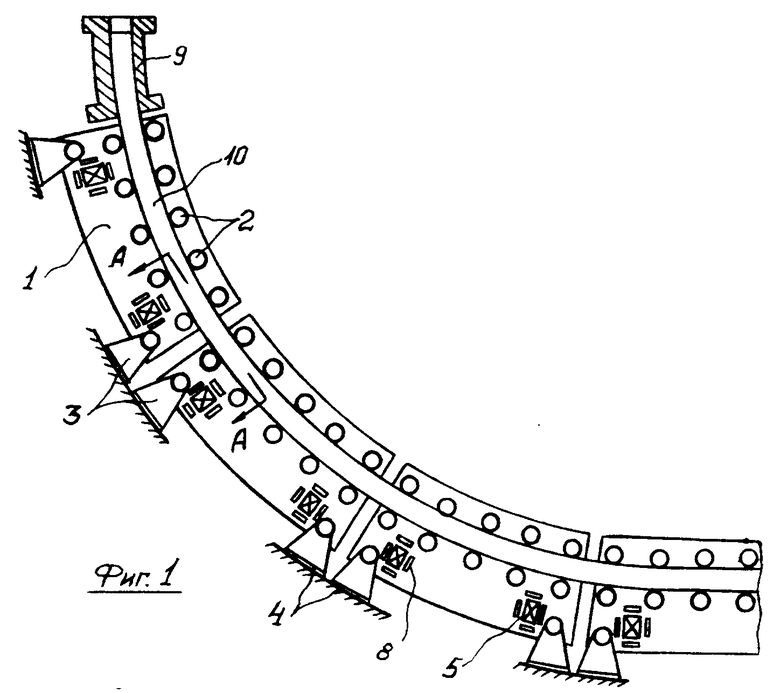
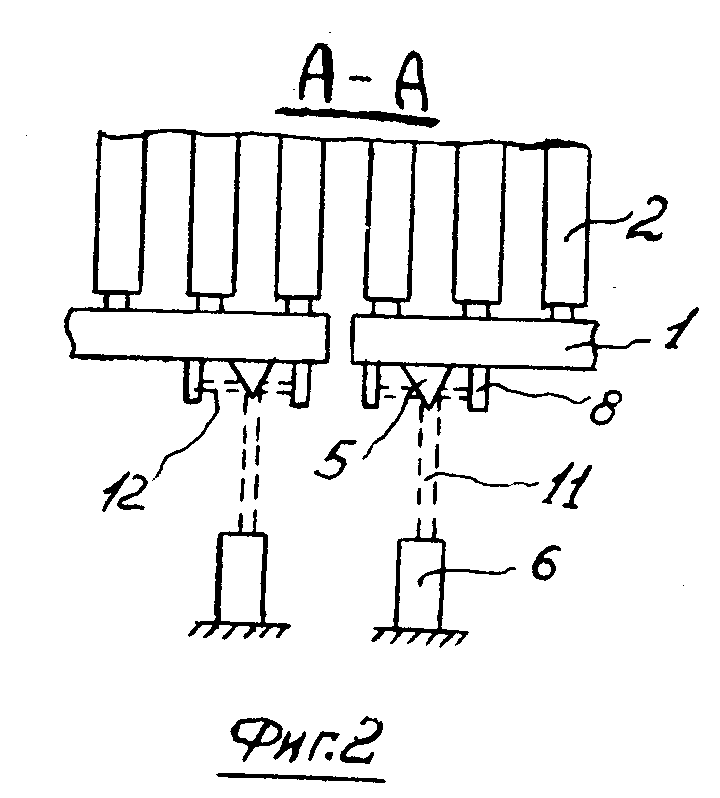
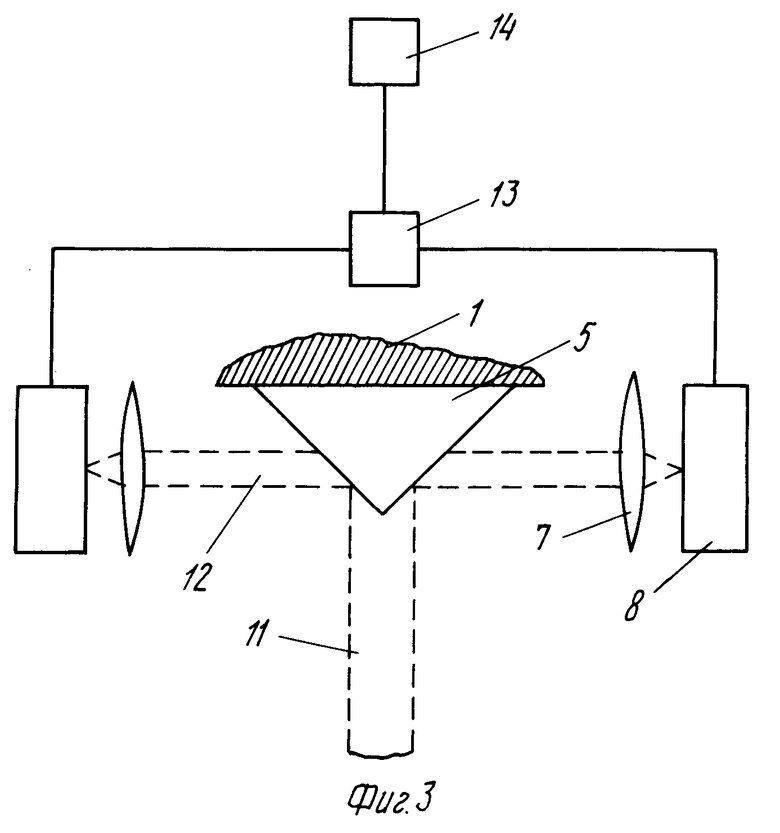
На фиг. 1 дана схема установки непрерывной разливки металлов с направляющими элементами; на фиг. 2 - то же, разрез А-А; на фиг. 3 - схема измерения смещения составляющих направленного излучения.
Устройство для контроля положения направляющих элементов установок непрерывной разливки металлов состоит из направляющих элементов 1, роликов 2, опор 3, прокладок 4, призм 5, источников излучения 6, линз 7, фотоприемников 8. Позицией 9 обозначен кристаллизатор, 10 - непрерывнолитой слиток, 11 - луч монохроматического излучения, 12 - составляющие луча излучения, 13 - блок сравнения, 14 - блок обработки и представления информации.
Способ контроля положения направляющих элементов установок непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор 9 подают сталь марки 3сп и вытягивают из него слиток 10 сечением 250х1600 мм со скоростью 1,2 м/мин. В зоне вторичного охлаждения слиток 10 поддерживают и направляют с помощью холостых и приводных роликов. Ролики 2 смонтированы в подшипниках качения на корпусах направляющих элементов 1. Направляющие элементы 1 смонтированы на опорах 3 которые через прокладки 4 крепятся на фундаменты. Каждый из направляющих элементов 1 имеет возможность поворота и перемещения относительно опор 3 при помощи, например, специальных гидроцилиндров или при помощи цеховых грузоподъемных средств, а также при помощи смены прокладок 4.
На боковых поверхностях направляющих элементов 1 неподвижно укреплены четырехгранные конусные призмы 5, а также приемники излучения 8 в виде фотоприемников с фокусирующими линзами 7.
Фотоприемники 8 вместе с линзами 7 установлены напротив каждой грани призмы 5.
В процессе непрерывной разливки направляют луч 11 монохроматического излучения от источника излучения 6 в виде, например, лазера в направлении центра отражающей поверхности 5. Источники излучения 6 неподвижно установлены на реперных точках фундамента оборудования установки непрерывной разливки металлов, положение которых предварительно выверено при помощи геодезических приборов.
При этом при ориентировании луча 11 в центр призмы 5 от преломления в теле призмы и разделяется на четыре составляющие.
В процессе контроля производят разделение луча 11 на четыре составляющие 12 при помощи призмы 5, измеряют интенсивность излучения составляющих 12, сравнивают их между собой и по результатам сравнения перемещают направляющие элементы 1 относительно опор 3 в сторону уменьшения разницы значений составляющих 12 направленного излучения 11.
Перемещение направляющих элементов 1 производят в двух взаимно-перпендикулярных направлениях или производят их поворот относительно опор 3 при помощи специальных приспособлений, например, гидроцилиндров, установленных в опорах 3 или на фундаменте (на чертеже не показаны). Эта операция может производиться в процессе разливки, когда направляющие элементы 1 вместе с роликами 2 подвержены нагреву.
Эта же операция может производиться и между разливками очередного сталеразливочного ковша, когда направляющие элементы 1 вместе с роликами 2 остыли и находятся в холодном состоянии. В качестве источника направленного излучения может применен квантовый генератор ЛГ-72-1. В качестве фотоприемников используются стандартные фотоприемники К 1200 ЦМ 1.
Сигналы от четырех фотоприемников 8 поступают на блок сравнения 13,где производится сравнение энергии четырех составляющих 12 направленного излучения 11. Результаты сравнения поступают на блок обработки и визуализации 14. При передвижении или повороте направляющих элементов 1 происходит уменьшения разницы в значениях энергии четырех составляющих 12 направленного излучения 11. Оптимальным результатом настройки направляющих элементов 1 является сведение до минимума разницы в показаниях фотоприемников 8.
Предлагаемые способ и устройство применимы на установках с прямолинейной и криволинейными технологическими осями.
Применение предлагаемых способа и устройства позволяет своевременно контролировать положение направляющих элементов 1 вместе с роликами 2 относительно технологической оси установки и по результатам контроля своевременно корректировать их положение постоянно в процессе разливки или дискретно между разливками сталеразливочных ковшей. В этих условиях устраняются дополнительные неучтенные изгибные напряжения в слитке вследствие искривления технологической оси установки непрерывной разливки металлов, что снижает брак слитков по внутренним и наружным трещинам.
Применение предлагаемых способа и устройства позволяет снизить брак непрерывнолитых слитков по внутренним и наружным трещинам на 3,2%. Экономический эффект подсчитан в сравнении с базовым объектом, за который приняты способ контроля положения направляющих элементов и устройство для его осуществления, применяемые на установках непрерывной разливки металлов Череповецкого металлургического комбината.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ МЕХАНИЗМА КАЧАНИЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1992 |
|
RU2026138C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015814C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015811C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015812C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015813C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2032491C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2032492C1 |
| СПОСОБ НАСТРОЙКИ ТЕХНОЛОГИЧЕСКОЙ ОСИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2110358C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015808C1 |
Изобретение относится к металлургии, конкретнее к установкам непрерывной разливки металлов. Технический эффект при использовании изобретения заключается в улучшении качества непрерывнолитых слитков за счет обеспечения контроля положения направляющих элементов установок в процессе непрерывной разливки металлов. Способ контроля положения направляющих элементов установок непрерывной разливки металлов включает направление монохроматического излучения на отражающую поверхность, укрепленную на корпусе направляющего элемента, прием отраженного излучения и обработку полученной информации. В процессе контроля производят разделение луча излучения на четыре составляющие, измеряют интенсивность излучения каждой составляющей, сравнивают полученные значения между собой и по результатам сравнения перемещают направляющий элемент в сторону уменьшения разницы значений интенсивности составляющих направленного излучения. Устройство для контроля положения направляющих элементов установок непрерывной разливки металлов включает источник направленного монохроматического излучения, оптический отражатель, приемник излучения и средства обработки и представления информации. Оптический отражатель установлен на корпусе направляющего элемента и выполнен в виде четырехгранной конусной призмы, а приемники излучения установлены на корпусе направляющего элемента напротив граней призмы и выполнены в виде фотоприемников с фокусными линзами, соединенными с блоком сравнения и далее с блоком представления информации. 2 с.п. ф-лы, 3 ил.
СПОСОБ КОНТРОЛЯ ПОЛОЖЕНИЯ НАПРАВЛЯЮЩИХ ЭЛЕМЕНТОВ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство центровки кристаллизатора относительно тянущей клети установки непрерывного литья | 1982 |
|
SU1046004A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
