Изобретение относится к промышленности строительных материалов, в частности к производству силикатных изделий, таких, как строительные фасонные детали, кирпич и др.
Известна поточно-кольцевая технологическая линия для изготовления силикатного кирпича, содержащая установленные вдоль параллельно расположенных рельсовых путей пресс, автомат укладки изделий на поддон, автоклав с опорами для поддонов и расположенные поперек потоков со стороны загрузки и выгрузки автоклавов рельсовые пути с передаточными мостами с тележками для перемещения поддонов.
Однако линия недостаточно надежна из-за сложной конвейерной системы перемещения поддонов и конвейерных тележек.
Цель изобретения - повышение надежности конструкции линии.
Цель достигается тем, что поточно-кольцевая технологическая линия для изготовления преимущественно силикатных изделий, содержащая установленные вдоль параллельно расположенных рельсовых путей пресс, автомат укладки изделий на поддон, автоклав с опорами для поддонов и расположенные поперек потоков со сторон загрузки и выгрузки автоклавов рельсовые пути с передаточными мостами с тележками для перемещения поддонов, согласно изобретению снабжена автоматами поштучной выдачи поддонов, расположенными в начале каждого из параллельных рельсовых путей, имеющих резервные участки с опорами для поддонов, один для накопления поддонов со свежеотформованными изделиями и другой, расположенный после поперечного пути со стороны выгрузки автоклава, для поддонов с готовой продукцией, двумя дополнительными поперечными рельсовыми путями с передаточными мостами, расположенными один перед автоматами поштучной выдачи поддонов, другой - после резервных участков для поддонов с готовой продукцией, при этом первый имеет на передаточном мосту тележку для перемещения поддонов, соединяющим дополнительные пути рельсовым путем для возврата поддонов и автоматом-штабелировщиком поддонов, тележки для перемещения поддонов выполнены дистанционно управляемыми, опоры для поддонов - в виде стоек, автомат-штабелировщик выполнен с возможностью перемещения вдоль резервных участков для накопления поддонов с готовыми изделиями, поперечного пути, расположенного за резервными участками, посредством передаточного моста и вдоль пути, соединяющего дополнительные поперечные пути.
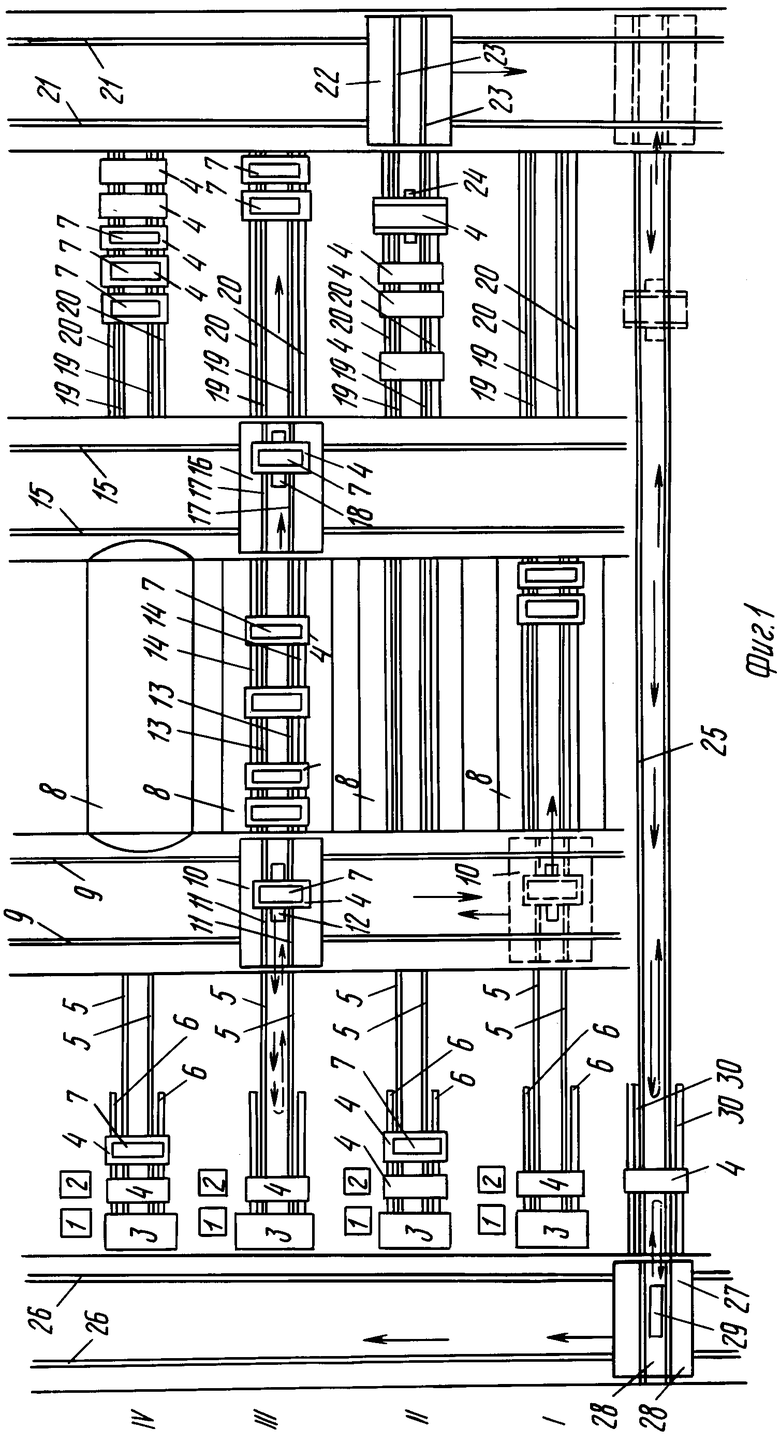
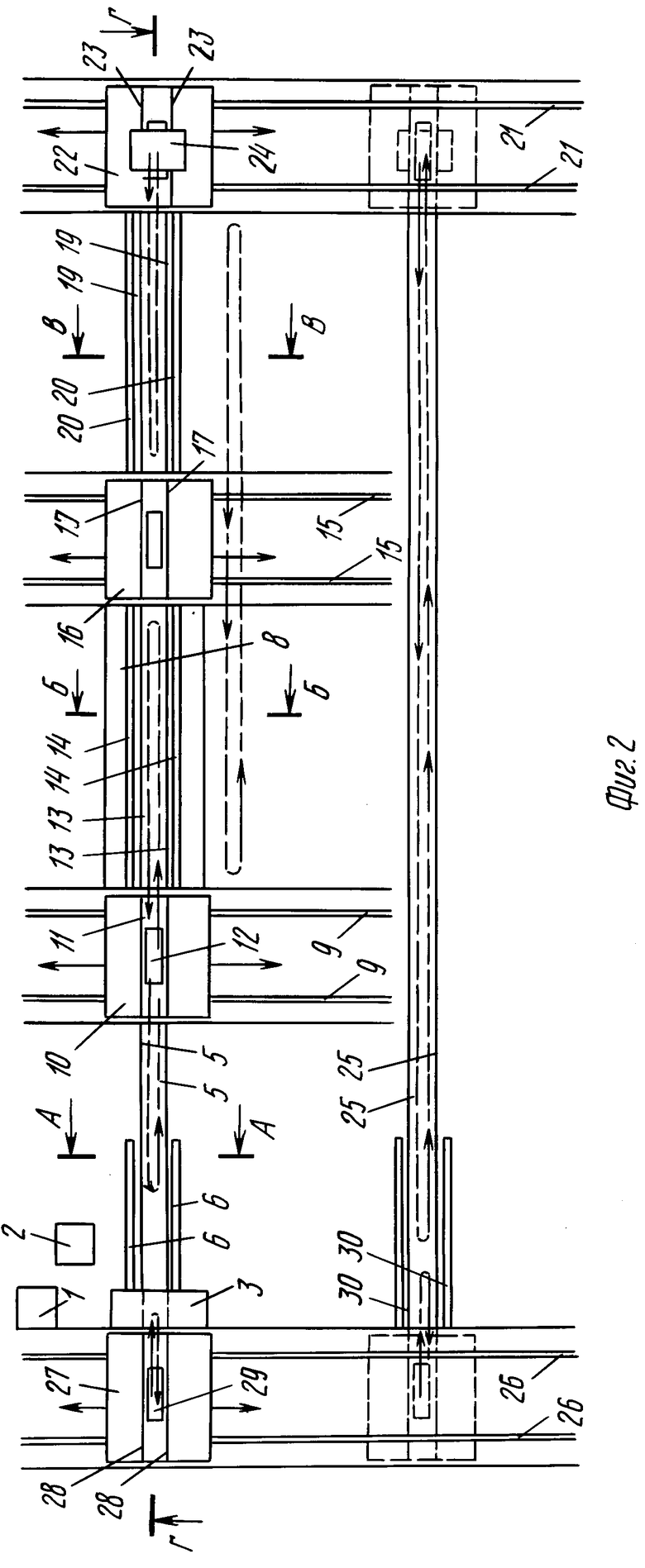
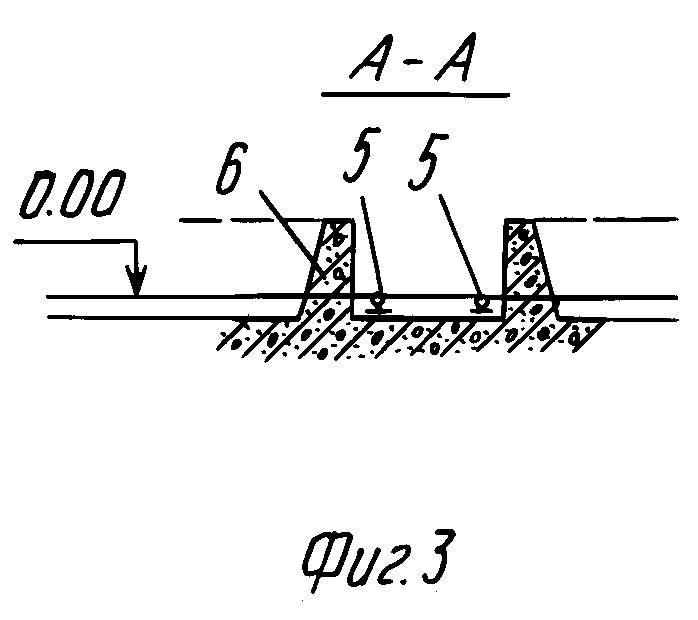
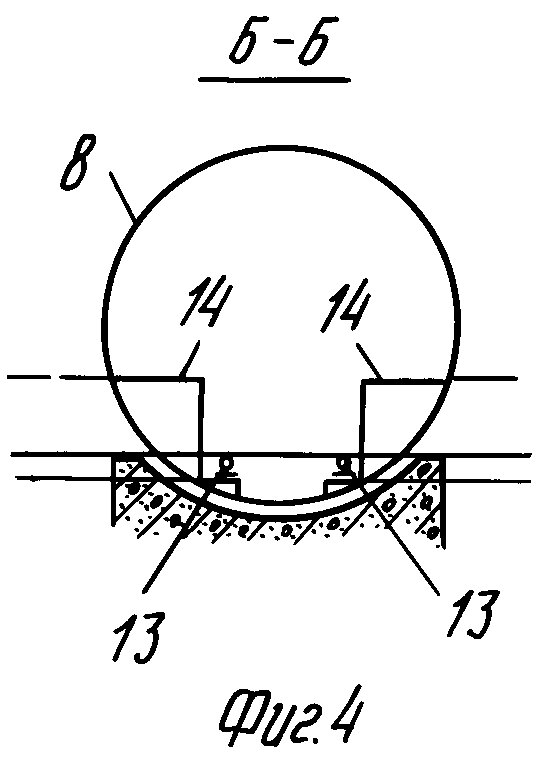
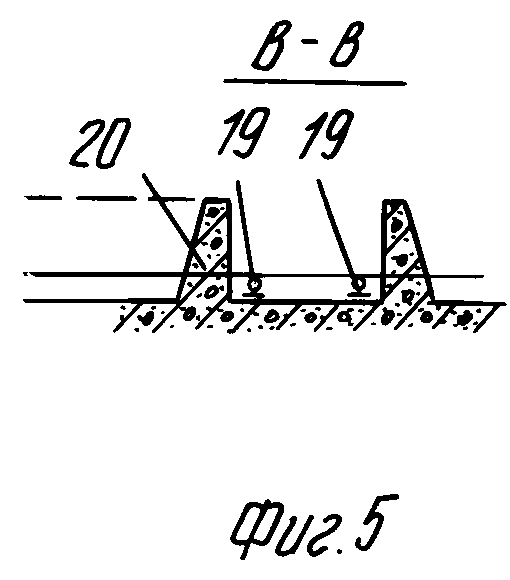
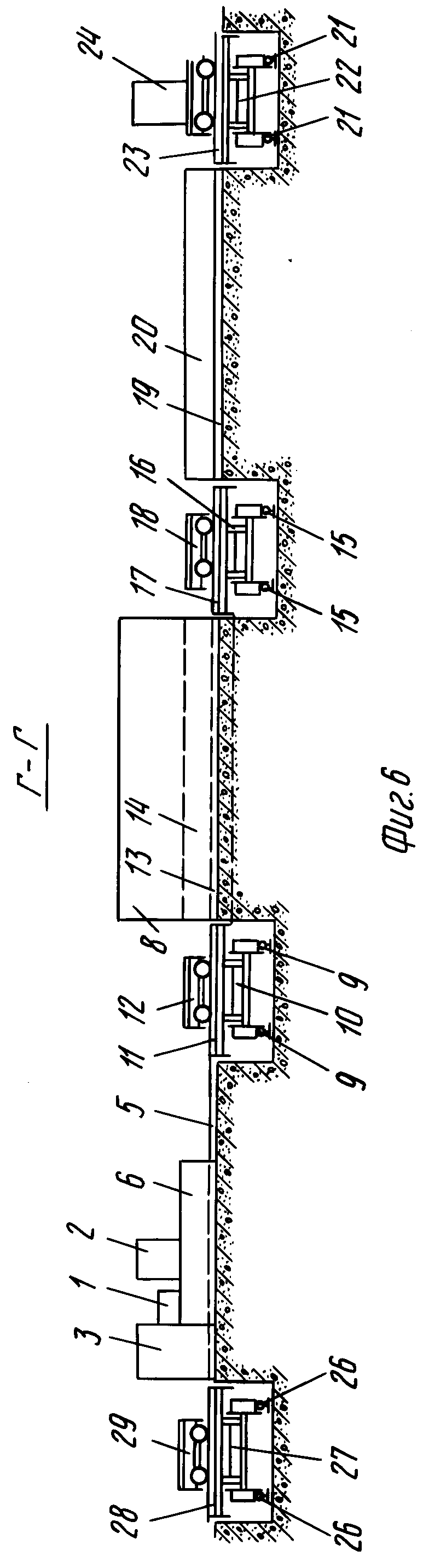
На фиг.1 изображена описываемая линия в плане; на фиг.2 - один из потоков линии; на фиг.3 - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - разрез В-В на фиг.2; на фиг.6 - разрез Г-Г на фиг.2.
Линия содержит несколько идентичных технологических потоков, каждый из которых включает пресс 1, автомат-укладчик 2 свежеотформованных изделий, автомат 3 штучной выдачи поддонов 4, рельсовый путь 5 с резервным участком с опорами 6 в виде стоек для накопления поддонов со свежеотформованными изделиями, уложенными в штабель 7. Поперек рельсовых путей 5 со стороны загрузки автоклавов 8 находится рельсовый путь 9 с передаточным мостом 10 с рельсами 11 для дистанционно управляемой тележки 12 для перемещения поддонов в автоклавы.
Автоклавы оборудованы рельсовыми путями 13 и стойками 14. Со стороны выгрузки автоклавов поперек технологических потоков находится рельсовый путь 15 с передаточным мостом 16 с рельсами 17 для дистанционно управляемой тележки 18 для перемещения поддонов 4 из автоклавов.
Далее по оси потоков расположены рельсовые пути 19 с резервными участками со стойками 20 для поддонов с готовой продукцией. После резервных участков со стойками 20 расположен дополнительный поперечный рельсовый путь 21 с передаточным мостом 22, с рельсами 23 для автомата-штабелировщика 24 поддонов 4. Параллельно технологическим потокам расположен рельсовый путь 25, соединяющий поперечные пути 21 и дополнительный рельсовый путь 26, расположенный перед автоматами 3 поштучной выдачи поддонов. На пути 26 находится передаточный мост 27 с рельсами 28 для дистанционно управляемой тележки 29. На участке рельсового пути 25 перед поперечным рельсовым путем 26 находится резервный участок со стойками 30 для штабелей поддонов.
Работает линия следующим образом.
Пресс 1, автомат-укладчик 2, автомат 3 штучной выдачи поддонов 4 работают постоянно в заданном режиме. Автомат 3 выдает один поддон к автомату-укладчику 2, который принимает сырец от пресса 1 и переносит на поддон 4, укладывая в штабель 7. Готовый штабель по заданной программе перемещается автоматом 3 на резервный участок на опоры 6 и одновременно тем же автоматом 3 к автомату-укладчику 2 подается следующий поддон. Поддон 4 со штабелем 7 переносится в один из автоклавов 8 и устанавливается на стойки 14 посредством дистанционно управляемой тележки 12, имеющей возможность перемещения по рельсам 5, 11 и 13 вдоль технологических потоков и поперек потоков посредством передаточного моста 10, перемещающегося по рельсам 9.
Заполненный поддонами с уложенными на них штабелями изделиями автоклав герметично закрывают и осуществляют гидротермальную обработку изделий, находящихся на поддонах, лежащих на стойках 14. Дистанционно управляемая тележка 12 при этом осуществляет загрузку автоклава, находящегося на другом потоке.
По окончании обработки изделий в автоклаве со стороны выгрузки в него по рельсовым путям 13 въезжает дистанционно управляемая тележка 18, снимает со стоек 14 поддон 4 со штабелем 7 готовых изделий и переносит его на стойки 20 резервного участка рельсового пути по рельсам 19. При этом передаточный мост 16, перемещаясь по рельсовому пути 15, доставляет дистанционно управляемую тележку 18 в нужный поток.
С резервных участков со стойками 20 происходит отправка готовых изделий потребителю. Остающиеся лежать на стойках 20 поддоны 4 очищаются, собираются и переносятся автоматом-штабелировщиком 24, который имеет возможность перемещения вдоль рельсов 19 потоков, рельсов 23 передаточного моста 22 и рельсов 25, соединяющих поперечные рельсовые пути 26 и 21. На рельсовых путях 25 имеется резервный участок со стойками 30 для штабелей поддонов, доставляемых автоматом-штабелировщиком 24.
Дистанционно управляемая тележка 29 съезжает по рельсам 28 передаточного моста 27 на рельсы 25, захватывает штабель поддонов 4 со стоек 30 и возвращается на передаточный мост, который доставляет штабель поддонов к одному из автоматов 3 штучной выдачи их. Освободившись от штабеля поддонов, тележка 29 возвращается на передаточный мост 27.
Предлагаемая поточно-кольцевая технологическая линия для изготовления силикатных изделий может включать до 25 технологических потоков, позволяет максимально использовать мощность и технические возможности используемого оборудования, а также эксплуатировать линию в гибком режиме работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДДОН ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1994 |
|
RU2076835C1 |
| АВТОМАТ ПОШТУЧНОЙ ВЫДАЧИ ПОДДОНОВ | 1994 |
|
RU2081805C1 |
| Автоматизированный укладчик плит | 1974 |
|
SU607736A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 1971 |
|
SU306001A1 |
| Технологическая линия для изготовления асбестоцементных листов | 1974 |
|
SU549343A1 |
| Автоматизированная поточная линия подачи запарочных вагонеток | 1985 |
|
SU1291421A1 |
| Устройство для накопления и поштучной выдачи поддонов | 1990 |
|
SU1771975A1 |
| Установка для формования бетонных изделий на поддонах | 1990 |
|
SU1763189A1 |
| Поточная линия сушки керамических изделий | 1979 |
|
SU856817A1 |
| Автомат-укладчик плит | 1983 |
|
SU1138330A1 |
Использование: в промышленности строительных материалов, в частности при изготовлении силикатных изделий. Сущность изобретения: поточно-кольцевая технологическая линия для изготовления преимущественно силикатных изделий содержит установленные вдоль параллельно расположенных рельсовых путей пресс, автомат штучной выдачи поддонов, автомат-укладчик изделий на поддоны и автоклав. Вдоль рельсовых путей потоков и в автоклавах имеются стойки для установки на них поддонов. Потоки соединены поперечными рельсовыми путями с передаточными мостами для перемещения дистанционно управляемых тележек, осуществляющих перемещение поддонов по ходу технологического процесса. Поперечные рельсовые пути, находящиеся в начале и в конце потоков, соединены рельсовым путем для возврата порожних поддонов. 6 ил.
ПОТОЧНО-КОЛЬЦЕВАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕИМУЩЕСТВЕННО СИЛИКАТНЫХ ИЗДЕЛИЙ, содержащая установленные вдоль параллельно расположенных рельсовых путей пресс, автомат укладки изделий на поддон, автоклав с опорами для поддонов и расположенные поперек потоков со сторон загрузки и выгрузки автоклавов рельсовые пути с передаточными мостами с тележками для перемещения поддонов, отличающаяся тем, что она снабжена автоматами поштучной выдачи поддонов, расположенными в начале каждого из параллельных рельсовых путей, имеющих резервные участки с опорами для поддонов, один для накопления поддонов со свежеотформованными изделиями и другой, расположенный после поперечного пути со стороны выгрузки автоклава, для поддонов с готовой продукцией, двумя дополнительными поперечными рельсовыми путями с передаточными мостами, расположенными один перед автоматами поштучной выдачи поддонов, другой - после резервных участков для поддонов с готовой продукцией, при этом первый имеет на передаточном мосту тележку для перемещения поддонов, соединяющим дополнительные пути рельсовым путем для возврата поддонов и автоматом - штабелировщиком поддонов, тележки для перемещения поддонов выполнены дистанционно управляемыми, опоры для поддонов - в виде стоек, автомат - штабелировщик выполнен с возможностью перемещения вдоль резервных участков для накопления поддонов с готовыми изделиями, поперечного пути, расположенного за резервными участками, посредством передаточного моста и вдоль пути, соединяющего дополнительные поперечные пути.
| Патент США N 3430308, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
