Изобретение относится к технологии диффузионной сварки и может быть использовано при изготовлении высокоэффективных компактных теплообменных аппаратов, например, матричных, для различных областей машиностроения и теплоэнергетики.
Известен способ диффузионной сварки однородных материалов с использованием промежуточной прокладки.
Недостатком этого способа при изготовлении теплообменников с использованием промежуточной прокладки из стекла следующего состава, мас. PbO 64-83; B2O3 4-15; ZnO 4-11,5; SiO2 0,1-2,0; Al2O3 0,1-4; Bi2O3 1-4; CuO 0,5-2,5; MgO 0,1-2; Sb2O3 0,1-3; MnO2 0,1-0,5 (а.с. N 604836, С 03 С 3/00, 1976) является то, что герметичность каналов теплообменников нарушается раньше, чем происходит падение его прочности при термоциклировании, что связано с образованием в зоне соединения температурных напряжений предельной величины. Появление температурных напряжений объясняется следующими факторами.
Зона соединения алюминия со стеклом неоднородна по составу. Большая часть зоны соединения состоит из продуктов взаимодействия стекла с чистым алюминием, одним из которых являются дисперсии меди коллоидного типа. В зоне соединения также образуются участки твердого раствора оксида алюминия с оксидами стекла. Эти участки и являются слабым местом соединения. Значительная разница ТКЛР стекла (86˙10-7 град-1) и алюминия (200˙10-7 град-1) приводит к тому, что в местах образования твердого раствора оксида алюминия с оксидами стекла возникают напряжения опасной величины, которые приводят к локальным трещинам и потере герметичности при термоциклировании теплообменника.
Проведенные экспериментальные исследования показали, что релаксация температурных напряжений в зоне соединения происходит на пластичных дисперсиях меди коллоидного типа, образовавшихся в зоне соединения в процессе диффузионной сварки.
Согласно нашему предложению сохранение герметичности каналов теплообменника при длительном термоциклировании достигается путем увеличения реакционной способности стекла.
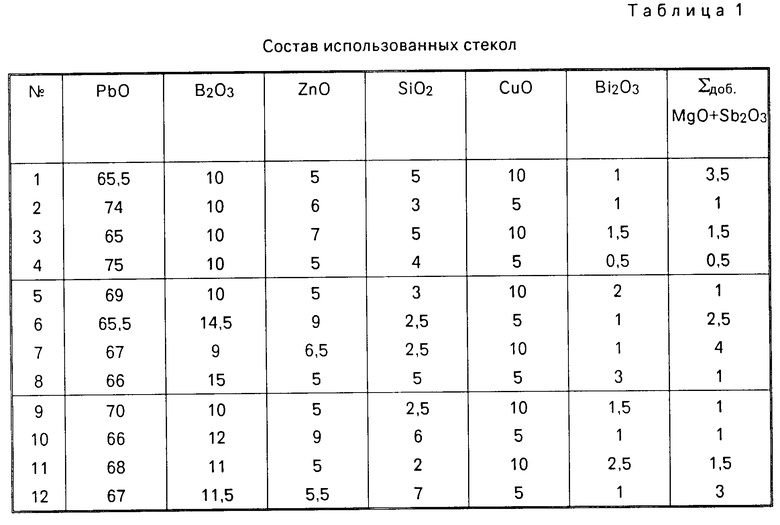
Сущность предлагаемого способа заключается в том, что в процессе диффузионной сварки алюминиевых сплавов в качестве промежуточной прокладки используют стекло следующего состава, мас. PbO 65,5-74; B2O3 10-14; ZnO 5-10; SiO2 2,5-6; CuO 5-10; Bi2O3 1-3; MgO 0,5-1; Sb2O3 0,5-3.
Основными оксидами, входящими в состав этого стекла, являются PbО, B2O3, ZnO, SiO2, CuO, Bi2O3, присутствует также комплексная добавка MgO + Sb2O3, которая существенно не влияет на реакционную способность стекла, не позволяет создать теплоизоляционный слой вдоль пакета теплообменника матричного (ТМ) в процессе диффузионной сварки.
Выход содержания оксидов за пределы граничных значений дает следующие результаты: при уменьшении количества PbO снижается флюсующее действие стекла; при увеличении снижается его реакционная способность. При уменьшении количества ZnO снижается электризуемость порошка стекла, а при увеличении снижается реакционная способность стекла.
При выборе содержания оксидов B2O3, SiO2, Bi2O3 учитывали, что это оксиды-стеклообразователи, и их содержание в стекле в сумме должно быть не менее 16% (Павлушкин Н.М. Журавлева А.К Легкоплавкие стекла. М.Энергия, 1970). При нарушении этой пропорции были получены стекла, которые не обеспечивают необходимой прочности соединения алюминиевых пластин.
Основным оксидом, влияющим на эксплуатационные свойства теплообменника, является CuO. Увеличение содержания оксида меди в указанных пределах с 0,5-2,5 до 5-10 мас. во-первых, повышает прочность соединения. Это связано, как показали металлографические и микрорентгеноспектральные исследования, с увеличением степени диспергирования оксидной пленки алюминия и уменьшением площади участков образования твердого раствора оксида алюминия с компонентами стекла. Во-вторых, в зоне соединения увеличивается количество дисперсий меди коллоидного типа, на которых происходит релаксация температурных напряжений, возникающих и накапливающихся в зоне соединения при термоциклировании. Кроме того, улучшается электризуемость порошка стекла, что повышает его адгезию к алюминиевым деталям и увеличивает процент выхода годных теплообменников при их производстве.
Приведенные ниже примеры экспериментально проведенных режимов сварки подтверждают возможность достижения нужных результатов по прочности и герметичности каналов в теплообменников в условиях предлагаемого способа сварки.
П р и м е р 1 (прототип). Перфорированные пластины и проставки для пакета теплообменника из сплава алюминия технической чистоты, например АД1, обезжиривают в ацетоне. На проставки во время сборки пакета с двух сторон методом электростатического напыления наносят равномерный слой толщиной 10-15 мкм стеклопорошка следующего состава, мас. PbO 64-83; B2O3 4-15; ZnO 4-11,5; SiO2 0,1-2; Al2O3 0,1-4; Bi2O3 1-4; CuO 0,5-2,5; MgO 0,1-2; Sb2O3 0,1-3; MnO2 0,1-0,5. Собранный пакет помещают в вакуумную камеру, где методом диффузионной сварки его нагревают до Т=500оС с одновременным приложением давления Р=0,35 МПа, выдерживают при этой температуре и давлении 7 мин, после чего давление снимают и проводят изотермическую выдержку при температуре 545оС, в течение 35 мин. Охлаждают пакет до комнатной температуры вместе с камерой. Готовые пакеты извлекают из камеры и подвергают механическим испытаниям на герметичность и термоциклирование.
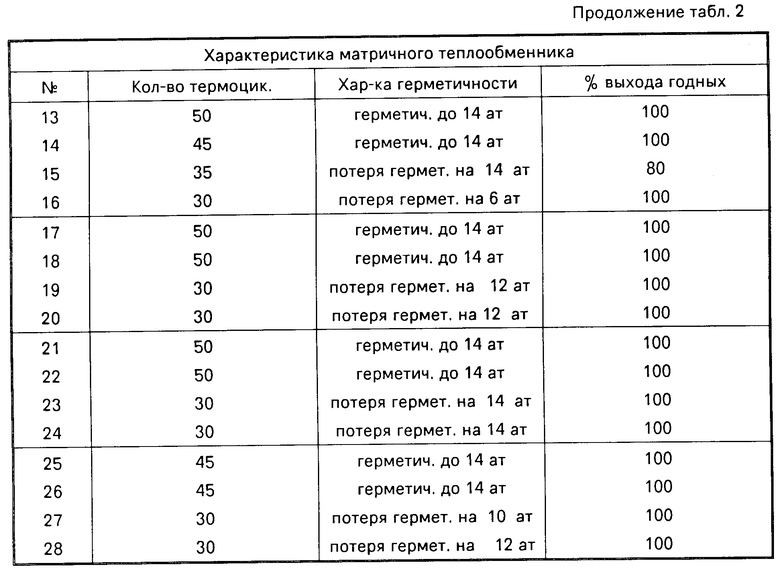
В процессе испытаний на герметичность давление в канале пакета ТМ поднимается до 14 ат с выдержкой 10 мин через каждые 2 ат. Термоциклирование проводилось в диапазоне температур 200±100оС (жидкий азот термостат). Периодичность смены уровня температур составила 10 мин при нагреве образцов и 3 мин при охлаждении. Герметичность стенок каналов теплообменника контролировалась каждые 5 термоциклов.
Пакет пластин ТМ с использованием стекла состава примера 1 сохраняет прочность в течение не менее 40 термоциклов, но потеря герметичности происходит уже после 30 термоциклов. Выход годных теплообменников не превышает 80%
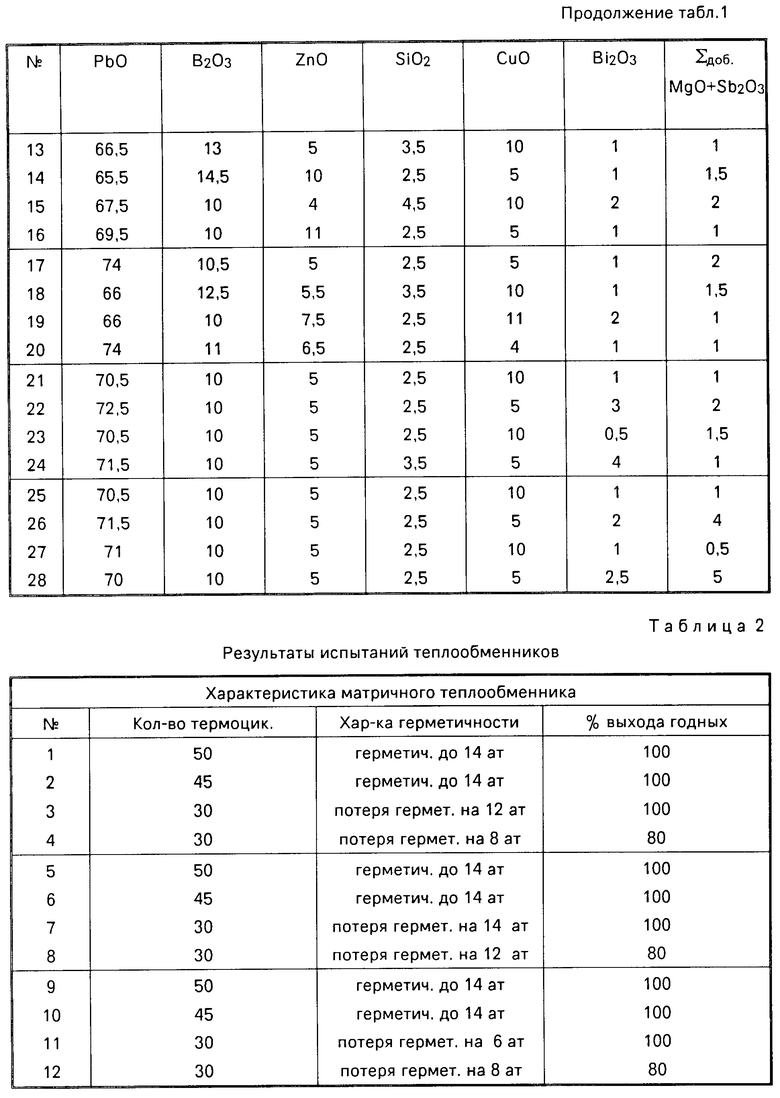
П р и м е р ы 2.28. Все по примеру 1, только наносят промежуточную прокладку из стекла, составы которых приведены в табл.1.
В табл. 2 сведены результаты испытаний теплообменников, изготовленных с использованием стекол, составы которых представлены в табл.1. С каждым составом стекла было изготовлено по 5 моделей теплообменников, худший результат испытаний заносился в табл.2.
Из вышеизложенного следует, что предлагаемый способ сварки алюминиевых сплавов, проверенный экспериментально, обеспечивает возможность изготовления матричных теплообменников с улучшенными эксплуатационными характеристиками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ПРОМЕЖУТОЧНАЯ ПРОКЛАДКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2149087C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЧНОГО ТЕПЛООБМЕННИКА | 1992 |
|
RU2009031C1 |
| СТЕКЛО ПРЕИМУЩЕСТВЕННО ДЛЯ СПАИВАНИЯ ЭЛЕМЕНТОВ МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2024448C1 |
| СТЕКЛО ДЛЯ МИКРОКАНАЛЬНЫХ УСИЛИТЕЛЕЙ | 1994 |
|
RU2087436C1 |
| ТЕПЛООБМЕННИК | 1990 |
|
RU2028572C1 |
| СТЕКЛО ДЛЯ СИТАЛЛОЦЕМЕНТА | 1994 |
|
RU2069199C1 |
| МИКРОКАНАЛЬНАЯ ПЛАСТИНА | 2003 |
|
RU2291124C2 |
| СТЕКЛО ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗОЛЯЦИИ АЛЮМИНИЕВОЙ ПРОВОДНИКОВОЙ РАЗВОДКИ | 1992 |
|
RU2036868C1 |
| ТЕПЛООБМЕННИК | 1989 |
|
RU2028573C1 |
| СТЕКЛО | 1995 |
|
RU2081069C1 |
Использование: изготовление теплообменных аппаратов. Сущность изобретения: легкоплавкие стекла на основе оксидов используют в качестве промежуточной прокладки при диффузионной сварке алюминиевых сплавов. При сварке алюминиевых сплавов используют промежуточную прокладку из легкоплавкого стекла, включающего, кроме указанных, четыре компонента в виде оксидов в определенном соотношении. Способ обеспечивает повышение прочности и герметичности каналов матричного теплообменника из пластин алюминиевого сплава. 2 табл.
СПОСОБ ДИФФУЗИОННОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ ЧЕРЕЗ ПРОМЕЖУТОЧНУЮ ПРОКЛАДКУ, отличающийся тем, что в качестве прокладки берут стекло, имеющее следующий состав, мас.
PbO 65,5 74
B2O3 10,0 14,5
ZnO 5 10
SiO2 2,5 6,0
CuO 6 10
Bi2O3 1 3
MgO 0,5 1,0
Sb2O3 0,5 3,0
| Казаков Н.Ф | |||
| Диффузионная сварка в ваккуме металлов, сплавов и неметаллических материалов | |||
| М., НИЛДСВ, 1962, с.21. |
