Изобретение относится к черной металлургии и может быть использовано при термической обработке низко- и среднеуглеродистых сталей, в частности сфероидизирующей обработке дката для холодной высадки.
Известен способ изотермического отжига заготовок, включающий аустенитизацию, охлаждение до температуры перлитного превращения со скоростью 20-40 град/мин и выдержку при этой температуре до полного распада переохлажденного аустенита с последующим охлаждением на воздухе [1]
Данный способ отжига характеризуется значительной продолжительностью и не обеспечивает требуемую степень сфероидизации перлита.
Известен также способ термической обработки подката, включающий нагрев до температуры на 10-40oC выше точки Ас1, выдержку в течение 0,5-2 ч, охлаждение со скоростью 50-150 град/ч до 650oC и далее на воздухе [2]
Недостатками известного способа также являются низкая степень сфероидизации и большая продолжительность.
Наиболее близким к предлагаемому по технической сущности является способ термической обработки стали, включающий нагрев выше критической точки Ас1 на 10-40oC, регулируемое охлаждение до температуры на 30-80oC ниже точки Ас1, выдержку до полного распада переохлажденного аустенита с последующим охлаждением на воздухе [3]
Недостатком данного способа является необходимость длительных изотермических выдержек (несколько часов) в подкритическом интервале температур для получения требуемой стандартами структуры подката (сфероидизация не менее 80% цементита). Сокращение длительности термической обработки при обеспечении требуемой твердости и структуры стали является техническим результатом, получаемым при осуществлении заявляемого способа.
Данный технический результат достигается предлагаемым способом термической обработки подката, включающим нагрев выше критической точки А1, регулируемое охлаждение до подкритической температуры, выдержку, охлаждение на воздухе, причем после регулируемого охлаждения со скоростью 15-30 град/с до 490-540oC производят повторный нагрев до подкритической температуры со скоростью 20-30 град/мин.
Сравнение предлагаемого технического решения с прототипом позволяет установить соответствие его критерию "новизна".
Ускоренное охлаждение стали из межкритического интервала температур Ас1-Ас3 ниже точки А1 (но не ниже точки А2 температуры начала бейнитного превращения) позволяет предотвратить образование грубопластинчатого перлита. При этом происходит пересыщение негомогенного аустенита углеродом, возникновение термических напряжений и генерация "свежих" дислокаций и вакансий в результате релаксации напряжений путем местных пластических сдвигов. В таких условиях неизбежно расслоение аустенита, сегрегация атомов углерода у дислокаций, что приводит к гетерогенному зарождению большого числа мелкодисперсных карбидов. Повторный нагрев стали с высокой плотностью вакансий в кристаллической решетке до подкритических температур со скоростью 20-30 град/мин способствует быстрому притоку атомов углерода к возникшим зародышам цементита и обеспечивает практически полную его сфероидизацию.
Если регулируемое охлаждение проводить со скоростью менее 15 град/с, то в верхнем интервале температур (600-680oC) успевает частично выделиться пластинчатый перлит, для сфероидизации которого требуется подкритический отжиг значительной продолжительности. Увеличение скорости охлаждения более 30 град/с не увеличивает эффективность обработки и не обеспечивает однородность структуры по сечению подката.
Если охлаждение проводят до температуры ниже 490oC, то в структуре стали образуется бейнит, резко возрастает ее твердость и снижается эффективность сфероидизирующей обработки, а если выше 540oC, то не обеспечивается требуемая дефектность структуры и, следовательно, степень сфероидизации перлита в процессе обработки.
Если повторный нагрев производят со скоростью более 30 град/мин, то из-за частичного подавления диффузионных процессов не обеспечивается требуемая степень сфероидизации перлита, если повторный нагрев проводят со скоростью менее 20 град/мин, то увеличивается продолжительность термической обработки.
Таким образом, при осуществлении заявляемой совокупности и последовательности операций предлагаемого способа термической обработки подката достигается сокращение длительности обработки с нескольких часов до нескольких часов до нескольких минут при обеспечении требуемой твердости и структуры стали.
Сравнение изобретения с прототипом и другими техническими решениями в данной и смежных областях науки и техники позволяет сделать вывод о соответствии его критерию "изобретательский уровень".
П р и м е р. Образцы подката из стали 20Г2Р диаметром 16 мм подвергали электроконтактному нагреву до 760oC (т. Ас1 для стали 20Г2Р 720oC), охлаждению со скоростью 25 град/с до 520oC, повторному нагреву со скоростью 25 град/мин до 680oС, охлаждению до комнатной температуры.
Твердость подката после обработки составляла 158 НВ, степень сфероидизации перлита 90% Продолжительность обработки 8 мин. Все образцы выдержали испытание холодной осадкой со степенью 66%
Прототип. Образцы из той же партии подката подвергали электроконтактному нагреву до 760oC, охлаждению на воздухе до 680oC, выдержки при этой температуре в течение 5 ч, охлаждению до комнатной температуры.
Твердость подката после обработки 153 НВ, степень сфероидизации перлита 90% Продолжительность обработки 300 мин. Все образцы выдержали испытание холодной осадкой со степенью 66%
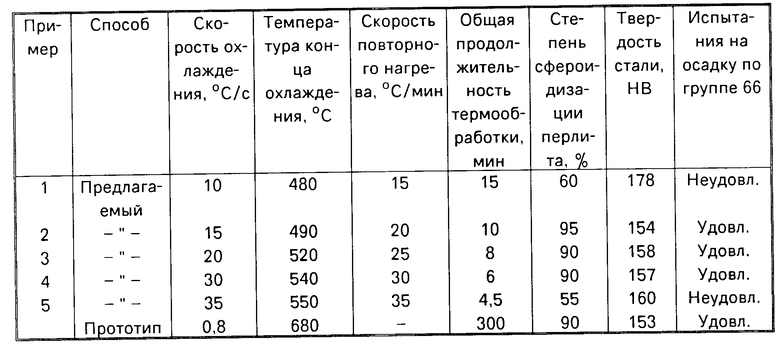
Примеры конкретного выполнения способа термической обработки подката для холодной высадки при оптимальных граничных и заграничных параметрах формулы изобретения в сравнении с прототипом приведены в таблице. Из данных таблицы видно, что оптимальное сочетание твердости и структуры подката и продолжительности процесса соответствует параметрам изобретения.
Предлагаемый способ термической обработки подката применим при производстве калиброванной стали и проволоки для холодной высадки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КАЛИБРОВАННОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ВЫСАДКИ | 2020 |
|
RU2763981C1 |
| Способ изготовления калиброванной стали для холодной высадки | 1978 |
|
SU753912A1 |
| Способ изготовления калиброванной стали для холодной высадки | 1979 |
|
SU876743A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 1991 |
|
RU2023026C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУННЫХ ДВУСЛОЙНЫХ ВАЛКОВ | 1993 |
|
RU2035517C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ КЛАССА ПРОЧНОСТИ 14.9 МЕТОДОМ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2022 |
|
RU2802486C1 |
| Способ термической обработки прокатаиз дОэВТЕКТОидНыХ СТАлЕй | 1979 |
|
SU829687A1 |
| Способ термической обработкизАэВТЕКТОидНыХ СТАлЕй | 1979 |
|
SU831809A1 |
| Способ сфероидизирующего отжига среднеуглеродистых сталей для холодной высадки | 1984 |
|
SU1312111A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2805689C1 |
Изобретение относится к металлургии и может быть использовано при термической обработке подката средне- и низкоуглеродистых сталей, в частности сфероидизирующей обработке подката для холодной высадки. Для сокращения длительности термической обработки при обеспечении требуемой твердости и структуры стали предложен способ термической обработки подката, включающий нагрев выше критической точки A1 , регулируемое охлаждение до подкритической температуры, выдержку, охлаждение на воздухе, причем после регулируемого охлаждения со скоростью 15 - 30 град/с до 490 - 540°С производят повторный нагрев до подкритической температуры со скоростью 20 - 30 град/мин. 1 табл.
СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОДКАТА, преимущественно для холодной высадки, включающий нагрев выше критической точки Ас1, регулируемое охлаждение до подкритической температуры, выдержку и охлаждение на воздухе, отличающийся тем, что регулируемое охлаждение производят со скоростью 15 30 град/с до 490 540oС, после чего производят повторный нагрев до подкритической температуры со скоростью 20 30 град/мин.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Ж | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
