Изобретение относится к литейному производству, в частности к литью металлов с кристаллизацией под давлением.
Целью изобретения является уменьшение габаритов комплекса.
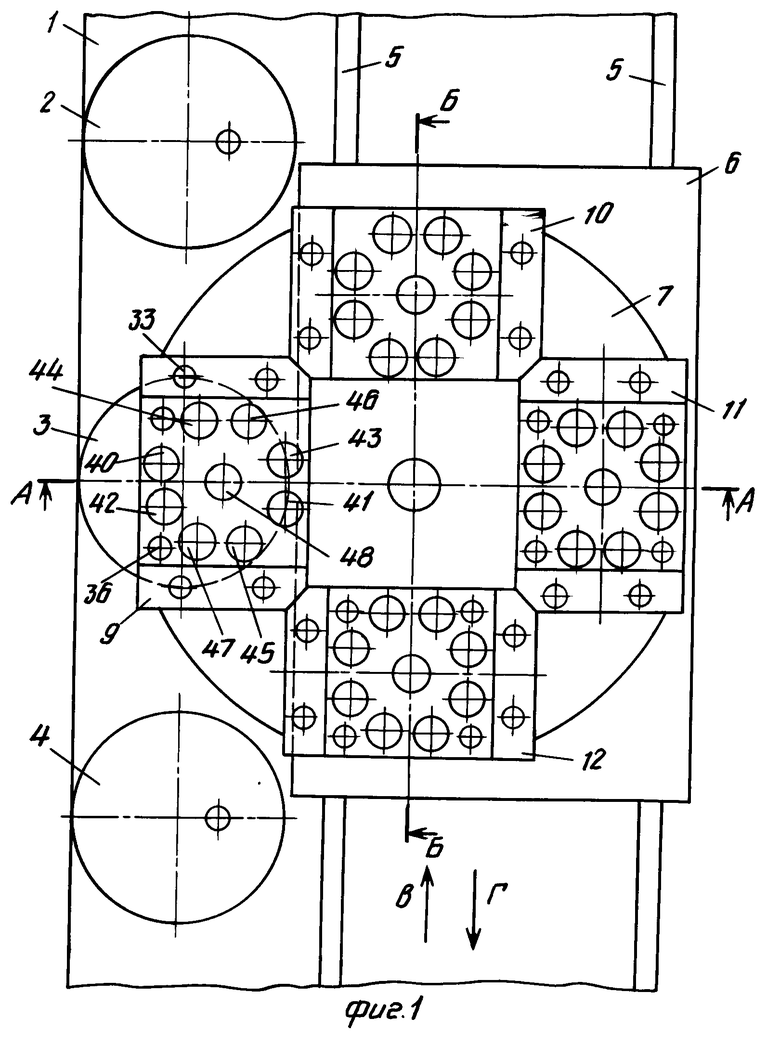
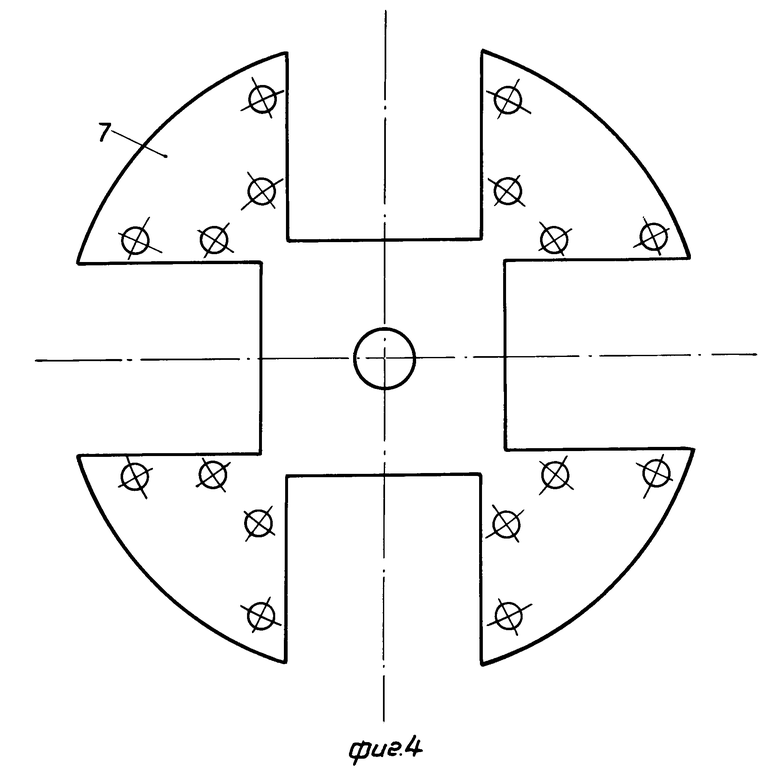
На фиг. 1 изображен комплекс для литья металлов, вид сверху; на фиг.2 разрез А-А на фиг.1; на фиг.3 разрез Б-Б на фиг.1; на фиг.4 поворотный диск тележки комплекса, вид сверху.
Литейный комплекс состоит из основания 1, установленных на нем печей 2-4, швеллеров 5, тележки 6, на которой закреплен поворотный стол 7 на упорном шарикоподшипнике 8. На столе 7 установлены четыре пресса 9-12. Тележка установлена с возможностью перемещения вдоль печей (вдоль стрелок В и Г фиг. 1). Печь состоит из тигля 13 с вертикальным каналом 14, индуктора 15, кожуха 16 с отверстием 17, цилиндров 18, крышки 19, прокладок 20-22, фланца 23, переходной втулки 24, облицованной керамикой 25. Тележка 6 выполнена с колесами 26, осями 27, рамой 28, на которой имеются выступы 29, входящие в швеллера 5. На раме 28 закреплена плита 30 (привод перемещения тележки на чертеже не показан). Стол 7 закреплен на плите 30 гайками 31, 32 (механизм поворота стола 7 на чертеже не показан). На столе 7 закреплены стойки 33, а на стойках 33 прессы 9-12. Каждый из прессов состоит из станины, образованной верхней 34 и нижней 35 поперечинами и колоннами 36, траверс 37-39 и цилиндров 40-48. Цилиндры 40-48 закреплены на поперечине 34. Штоки цилиндров 40, 41 соединены с поперечиной 35, штоки цилиндров 42, 43 с траверсой 37, штоки цилиндров 44, 45 с траверсой 38, штоки цилиндров 46, 47 с траверсой 39, шток цилиндра 48 с прочищателем 49.
На каждом прессе установлена пресс-форма, образованная полуматрицами 50, 51 и пуансонами 52, 53. Полуматрица 50 закреплена на траверсе 37, полуматрица 51 на траверсе 38, пуансон 52 на поперечине 35, пуансон 53 на траверсе 39. В печи 3 показан жидкий металл 54, в пресс-форме отливка 550 облоги 56, 57. Основание 1, индукторы 15, кожухи 16, крышки 19, фланцы 23, полуперечины 35, траверсы 37-39 выполнены водоохлаждаемыми.
Многотраверсный пресс работает следующим образом.
После приготовления расплава в одной из печей, например в печи 3, печь закрывают крышкой 19 и, перемещая тележку 6, совмещают литниковый канал пуансона 52 одного из прессов (например, пресса 9) с каналом во фланце 23 крышки 19 печи 3. Затем опускают поперечину 35, при этом пуансон 52 заходит во фланец 23 и нажимает на асбестовую прокладку 22. После этого опускают траверсу 37-39, при этом полуматрица 50 частично перекрывает отверстие в полуматрице 51 (но оставив возможность полуматрице 51 двигаться вниз), а между пуансонами 52 и 53 остается зазор, достаточный для прохода металла из литникового канала пуансона 52 в полость полуматрицы 51. Нижний торец прочищателя 49 устанавливают на уровне нижнего торца пуансона 53.
Затем в полость кожуха 16 через отверстие 17 подают газ давлением 1-5 кгс/см2. После создания в печи газового давления металл 54 поднимается по вертикальному каналу 14 тигля 13, по литниковому каналу пуансона 52 и заполняет полость пресс-формы. После этого опускают траверсу 38 и полуматрицей 51 сначала отрубают металл в полмутрице 51 от металла в литниковом канале, а затем создают давление до 2000 кгс/см2 и более, при котором получают отливку 55. Опускают прочищатель 49 до верхнего торца пуансона 52 (или немного ниже), которым разделяют литниковый остаток 56 и облой 57, стравливают в печи газовое давление, поднимают траверсы 39, 38, 37 и поперечину 35. При подъеме траверсы 37 отливка 55 снимается с пуансона 53, но остается на верхнем торце полуматрицы 50. При подъеме поперечины 35 пуансон 52 извлекается из фланца 23 крышки 19 печи 3.
После этого поворачивают стол 7 и с отверстием во фланце 23 печки 3 совмещают пресс 12, подготовленный для получения отливки, а пресс 9 уходит на вторую позицию. Затем на прессе 12 получают очередную отливку 55, а на прессе 9 опускают прочищатель 49, освобождая канал пуансона 52 от литникового остатка 56. Прочищатель 49 поднимают, с торца полуматрицы 50 снимают отливку 55. После очередного поворота стола 7 на третьей позиции с торца пуансона 52 снимают облой 57 и наносят теплоизоляционную краску или смазку на стенки пресс-формы. После очередного поворота стола 7 на четвертой позиции наносят теплоизоляционную краску на стенки литникового канала пуансона 52 и смыкают пресс-форму, оставляя поперечину 35 в верхнем положении (нижний торец пуансона 52 остается выше крышки печи).
После очередного поворота стола 7 пресс 9 оказывается вновь на первой позиции. Опускают поперечину 35 и траверсы 37-39 и получают очередную отливку 55. Выработав жидкий металл 54 из печи 3, тележку 6 перемещают к другой печи (например, к печи 2), в которой подготовлен расплав, и получают отливки из металла (например, печи 2), а в печь 3 загружают шихту и ведут плавку новой порции металла. Если футеровки печи 3 износились, то плавку металла ведут в печи 4, а в печи 3 меняют футеровку.
Выполнение нижних траверс 35, многотраверсных прессов 9-12 комплекса с возможностью вертикального перемещения относительно колонн 36 станин прессов позволяет уменьшить габариты комплекса, так как в этом случае не требуется дополнительного достаточно габаритного механизма, осуществляющего перемещение всего пресса в вертикальном направлении, а количество траверс сводится к минимуму.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья металлов с подачей и кристаллизацией под давлением | 1988 |
|
SU1719153A1 |
| КАРУСЕЛЬНАЯ УСТАНОВКА | 1988 |
|
RU2033894C1 |
| Многотраверсный горизонтальный пресс для штамповки жидкого металла | 1984 |
|
SU1232367A1 |
| Многотраверсный гидравлический горизонтальный пресс | 1983 |
|
SU1174285A1 |
| Гидравлический пресс | 1977 |
|
SU684823A1 |
| Гидропрессовый агрегат | 1987 |
|
SU1547943A1 |
| Гидравлический пресс для штамповки жидкого металла | 1977 |
|
SU623644A1 |
| Устройство для штамповки металла в твердожидком состоянии | 1991 |
|
SU1838044A3 |
| УСТРОЙСТВО ДЛЯ ПОЛУЖИДКОЙ ШТАМПОВКИ МЕТАЛЛА | 1991 |
|
RU2014166C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2031757C1 |


Использование: в области металлургии при литье металлов. Цель - уменьшение габаритов комплекса. Сущность изобретения: в предлагаемом комплексе для литья металлов с кристаллизацией под давлением нижние поперечины многотраверсных прессов установлены с возможностью вертикального перемещения относительно колонн, при этом комплекс снабжен цилиндрами вертикального перемещения нижних поперечин, закрепленными на верхних поперечинах прессов. 4 ил.
КОМПЛЕКС ДЛЯ ЛИТЬЯ МЕТАЛЛОВ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ, содержащий печь, поворотный стол, на котором расположены многотраверсные прессы, состоящие из верхних и нижних поперечин, стянутых колоннами, и траверс, установленных с возможностью вертикального перемещения, отличающийся тем, что, с целью уменьшения габаритов комплекса, нижние поперечины многотраверсных прессов установлены с возможностью вертикального перемещения относительно колонн, при этом комплекс снабжен цилиндрами вертикального перемещения нижних поперечин, закрепленными на верхних поперечинах прессов.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР N 1814245, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
