Изобретение относится к термической обработке металлов и может быть использовано при изготовлении штампов для обработки металлов давлением.
Известен способ упрочнения штампа [1] в котором после формирования рабочих элементов штампа, т.е. матриц и пуансонов, осуществляют их объемную упрочняющую термообработку по традиционной технологии (закалка с отпуском) и последующую доводку сопрягаемых поверхностей либо слесарной обработкой, либо механической обработкой на координатно-шлифовальных станках, либо обработкой электроэрозионным способом путем многократного обхода контура электродом.
Недостаток этого способа заключается в том, что получаемая при объемной термической обработке твердость недостаточна для обеспечения высокой стойкости и работоспособности штампа.
Для повышения твердости рабочих кромок штампа используют различные методы их упрочнения. Наиболее эффективным из них является лазерное термоупрочнение.
Известен способ упрочнения разделительных штампов [2] Этот способ включает лазерное термоупрочнение непрерывным излучением рабочих кромок матриц и пуансонов после изготовления штампа по традиционной технологии (формирование матрицы и пуансона, их объемная термообработка, слесарная доводка). При этом луч лазера перемещают параллельно кромкам матриц и пуансонов.
Основным недостатком указанного способа является то, что при получении максимальной глубины упрочненного слоя материала при лазерной обработке непрерывным излучением возможны сплав и нарушение геометрии кромки без увеличения глубины упрочненного слоя, т.к. интенсивность теплоотвода в этих местах недостаточна. Чтобы избежать оплавления кромок, необходимо либо уменьшить мощность излучения, либо проводить термоупрочнение эквидистантно режущей кромке. И то, и другое приводит к уменьшению глубины упрочненного слоя на рабочей кромке, который полностью удаляется в процессе первой же переточки.
Указанный недостаток данного способа не позволяет обеспечить стабильность эксплуатационных характеристик разделительных штампов по стойкости и работоспособности.
Задачей изобретения является повышение стабильности эксплуатационных характеристик штампов по стойкости и работоспособности.
Цель изобретения повышение глубины упрочненного слоя на режущих кромках штампа.
Это достигается тем, что в способе упрочнения штампа, включающем объемную термообработку пуансона и матрицы, упрочнение их рабочих кромок непрерывным излучением лазера, доводку, луч лазерного излучения перемещают в направлении от центра пуансона или периферии матрицы к режущим кромкам перпендикулярно их контуру.
Цель достигается также тем, что нанесение дорожек при упрочнении непрерывным излучением лазера производят с шагом
S (0,8 0,85)d, где d диаметр пятна лазерного луча на поверхности детали.
При этом происходит формирование на заготовках матрицы и пуансона по рабочему контуру термоупрочненной зоны с повышающейся глубиной к краю режущей кромки. Затем на матрице и пуансоне производят окончательную доводку передних поверхностей штампа с целью снятия оплава кромок штампа, величина которого составляет 0,1-0,15 мм, т.е. 10-15% от увеличения глубины упрочненного слоя.
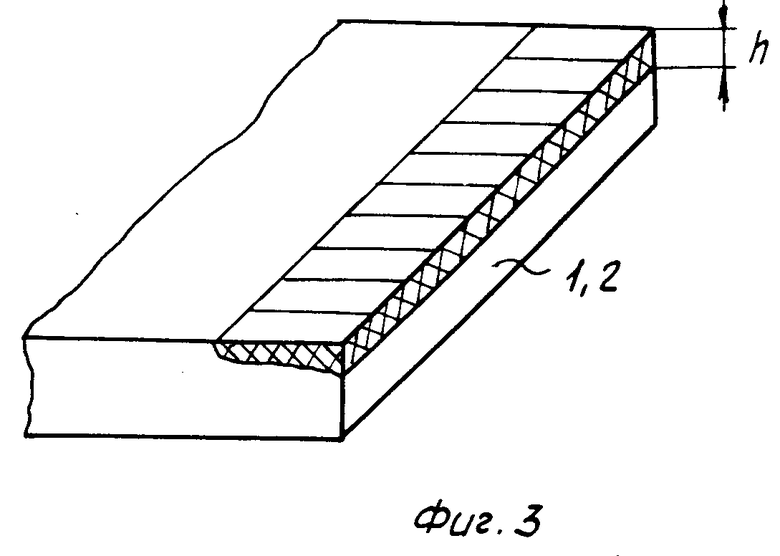
Таким образом, обеспечивается упрочнение зоны режущих кромок пуансона и матрицы со значительным увеличением глубины упрочненного слоя h.
Эффект увеличения глубины упрочненного при постоянных значениях мощности излучения слоя обусловлен изменением условий теплопровода от обрабатываемых лазерным излучением рабочих частей изделий.
Оптимальный шаг между дорожками при лазерном термоупрочнении определен из соображений получения максимальной величины упрочненной поверхности рабочих кромок матрицы и пуансона при минимальной ширине отпущенных зон и составляет S (0,8 0,85)d, мм.
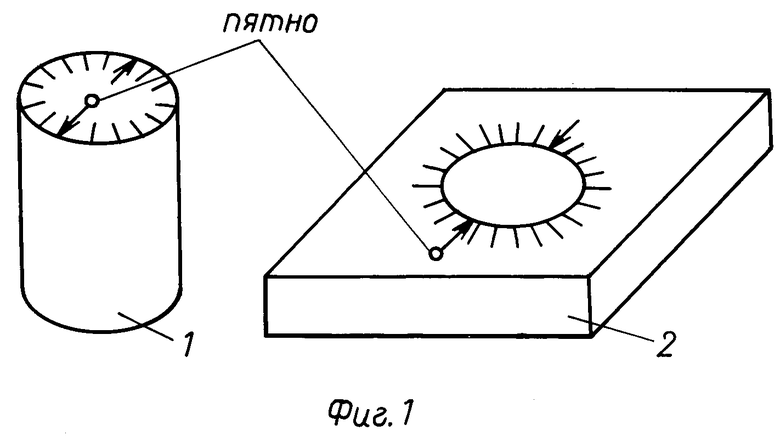
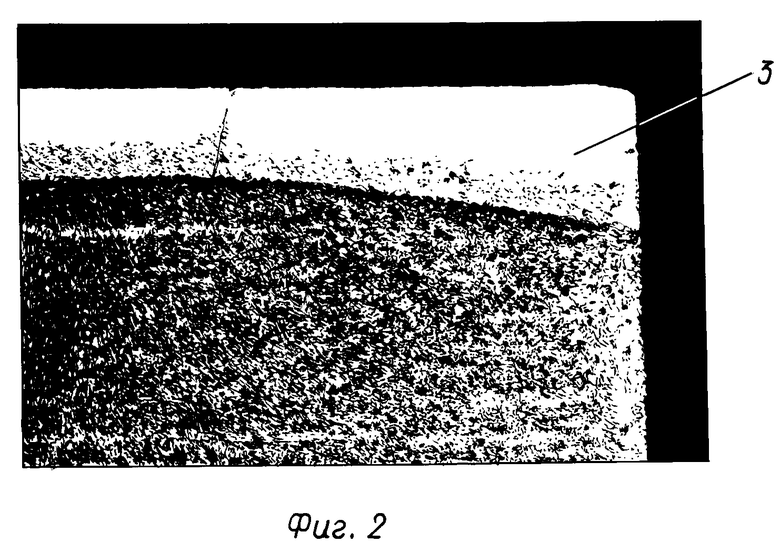
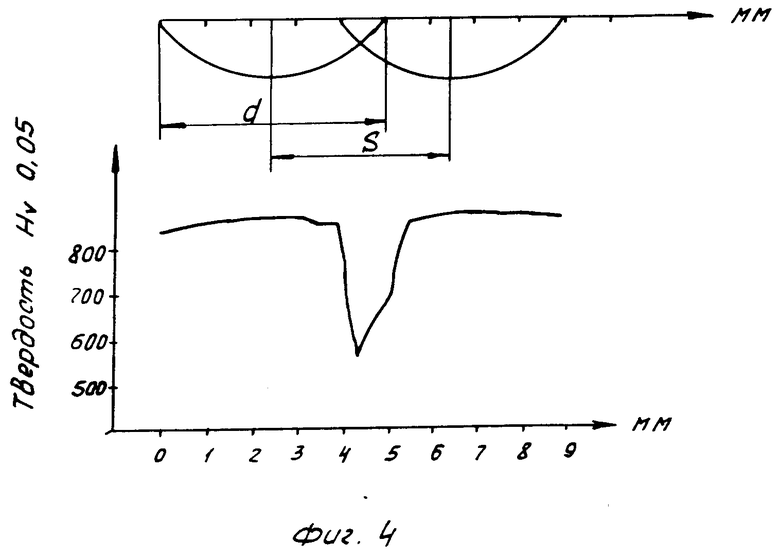
На фиг.1 изображены схема лазерного термоупрочнения заготовки матрицы и пуансона с перемещением лазерного луча перпендикулярно рабочему контуру матрицы и пуансона; на фиг.2 сечение матрицы, выполненное перпендикулярно режущей кромке, после лазерного упрочнения; на фиг.3 рабочая кромка матрицы, упрочненная лазерным излучением; на фиг.4 изменение твердости по рабочей кромке пуансона, обработанного с шагом S 0,8d, где d диаметр пятна.
Сущность предлагаемого способа заключается в следующем.
Используют заготовки 1, 2 пуансона и матрицы, изготовленные с учетом необходимости их окончательной доводки (например шлифовки) передних поверхностей после лазерной обработки, прошедшие полный цикл объемной термической обработки по традиционной технологии.
Далее заготовки 1, 2 пуансона и матрицы обрабатывают непрерывным излучением лазера по передней поверхности пуансона и матрицы таким образом, чтобы луч лазера перемещался в направлении от центра пуансона или от периферии матрицы к рабочим кромкам перпендикулярно их контуру. При этом происходит формирование на заготовках матрицы и пуансона по рабочему контуру термоупрочненной зоны 3 с повышающейся глубиной к краю режущей кромки. Затем на заготовках 1, 2 производят окончательную доводку передних поверхностей штампа с целью снятия оплава кромок штампа, величина которого составляет 0,1-0,15 мм, т.е. 10-15% от увеличения глубины упрочненного слоя.
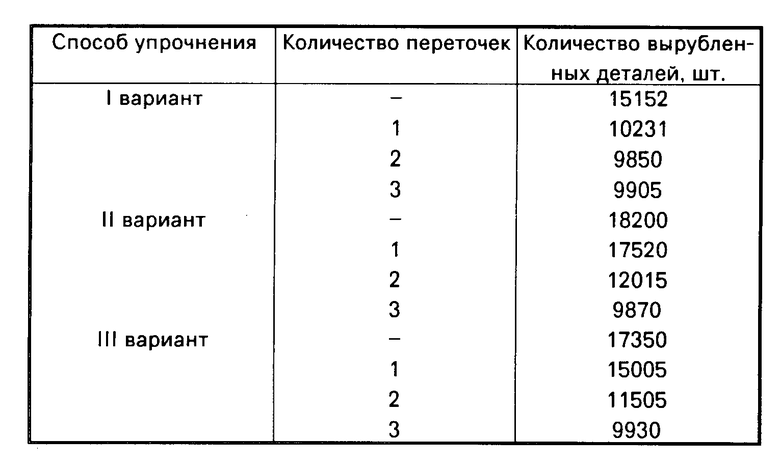
П р и м е р. Производили лазерное термоупрочнение рабочих элементов вырубного штампа, изготовленного из стали У8А на лазерной технологической установке "Латус-31" при следующем режиме обработки: мощность лазерного излучения 650-700 Вт, диаметр пятна 3 мм, скорость обработки 12 мм/с. Рабочие элементы (матрица и пуансон) были упрочнены по трем вариантам.
I вариант. При упрочнении рабочих элементов штампа луч лазера перемещали параллельно кромкам матрицы и пуансона (известный способ упрочнения прототип).
II вариант. При упрочнении рабочих элементов луч лазера перемещали от центра пуансона и от периферии матрицы к режущим кромкам, перпендикулярно их контуру. Обработка лазерным излучением производилась с шагом между дорожками S 0,8d, мм, где d диаметр пятна лазерного излучения.
III вариант. При упрочнении рабочих элементов штампа луч лазера перемещали аналогично варианту II с шагом между дорожками S 1,0d, мм и S 0,7d, мм.
Сравнительные стойкостные испытания вырубного штампа 1701-4007 были проведены на кривошипно-шатунном прессе мод. К213ОВ.
Вырубаемая деталь: основание домкрата, материал Ст.3, толщина 3 мм.
Результаты стойкостных испытаний с учетом переточек приведены в таблице.
Результаты стойкостных испытаний показали, что упрочнение рабочих элементов штампа (матрицы и пуансона) лазерным излучением по вариантам II и III (новый способ упрочнения, повышает стойкость штампа с учетом переточек в 1,2-1,3 раза, причем упрочнение с шагом между дорожками лазерного упрочнения S 0,8d, мм (вариант III) дает лучшие результаты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКА | 1992 |
|
RU2032504C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЬЕВ ПИЛЫ | 1992 |
|
RU2033437C1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ ФОКУСИРУЮЩЕЙ СИСТЕМЫ ЛАЗЕРНОЙ УСТАНОВКИ | 1992 |
|
RU2047447C1 |
| Способ изготовления штампа | 1989 |
|
SU1689396A1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМООБРАБОТКИ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2425894C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННЫХ ЛИТЬЕВЫХ ФОРМ | 2004 |
|
RU2276694C1 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2007 |
|
RU2342445C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2305136C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ПОДВЕСА ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА | 2005 |
|
RU2289099C1 |
| Способ обработки вольфрамокобальтового твердосплавного инструмента | 1990 |
|
SU1752514A1 |
Использование: изготовление штампов для обработки металлов давлением. Сущность изобретения: после объемной термической обработки пуансона и матрицы упрочняют их рабочие кромки непрерывным излучением лазера. При этом лазерные дорожки наносят в направлении от центра пуансона или от периферии матрицы к режущим кромкам перпендикулярно их контуру с шагом S = (0,8 - 0,85) d, где d - диаметр пятна лазерного луча на поверхности детали. Окончательная операция - доводка оплавленных кромок. 1 з.п. ф-лы, 4 ил., 1 табл.
| Коваленко В.С | |||
| и др.Лазерное и электроэрозионное упрочнение материалов М.: Наука, 1986, с.239-245. |
