Изобретение относится к механической обработке и может быть использовано в различных отраслях машиностроения.
Известен способ изготовления метчика, в котором после формирования рабочего тела метчика и проточки канавок, осуществляемых механической обработкой, его подвергают объемной термообработке по традиционной технологии (закалка с двух-трехкратным отпуском) с последующим нарезанием резьбы и шлифовкой.
Одним из недостатков этого способа является то, что уровень твердости материала метчика (62-64 ед. HRCэ), получаемый при объемной термообработке, гарантирует только вполне определенный, ограниченный ресурс работы метчика, который недостаточен для обеспечения его высокой износостойкости.
Для повышения твердости, износостойкости режущих кромок метчика прибегают к различным методам поверхностного упрочнения. Одним из наиболее эффективных является лазерное термоупрочнение.
Известен способ упрочнения метчиков, включающий протачивание канавок на заготовке, объемную упрочняющую термообработку заготовок, нарезание и шлифовку резьбы метчика, затылкование и лазерное упрочнение импульсным излучением режущих кромок метчика после его изготовления. При этом луч лазера перемещают по задней грани режущей кромки метчика.
Основным недостатком указанного способа является то, что при получении максимальной глубины упрочненного слоя h (до 0,1 мм) импульсным излучением твердотельного лазера возможны оплав и нарушение геометрии кромки без увеличения глубины упрочненного слоя, так как интенсивность теплоотвода в этих местах недостаточна. Чтобы избежать оплавления режущих кромок, необходимо либо уменьшить мощность излучения, либо проводить термоупрочнение, не доходя до острия режущих кромок. И то и другие приводит к уменьшению глубины упрочненного слоя на режущих кромках.
Указанный недостаток данного способа не позволяет обеспечить стабильность эксплуатационных характеристик метчика по износостойкости.
Технический результат от использования предложенного технического решения заключается в повышении стойкости метчика за счет повышения глубины упрочненного слоя на режущих кромках метчика.
Данный результат достигается тем, что в способе изготовления метчика, включающем протачивание канавок на заготовке, объемную упрочняющую термообработку заготовки, нарезание и шлифовку резьбы метчика, затылкование и лазерное упрочнение его режущих кромок, лазерное упрочнение производят непосредственно после объемной упрочняющей термообработки по месту будущего нарезания резьбы, при этом лазерный луч перемещают параллельно проточенным канавкам, ширина лазерно-упрочненной дорожки соответствует ширине режущей части метчика, после чего проводят криогенную обработку, а затем нарезают и шлифуют резьбу, проводят затылкование.
Предлагаемый порядок операций и путь их осуществления позволяет проводить лазерную обработку излучением большей энергии без опасности оплавления режущих кромок метчика.
Криогенная обработка дополнительно повышает надежность за счет уменьшения остаточного аустенита.
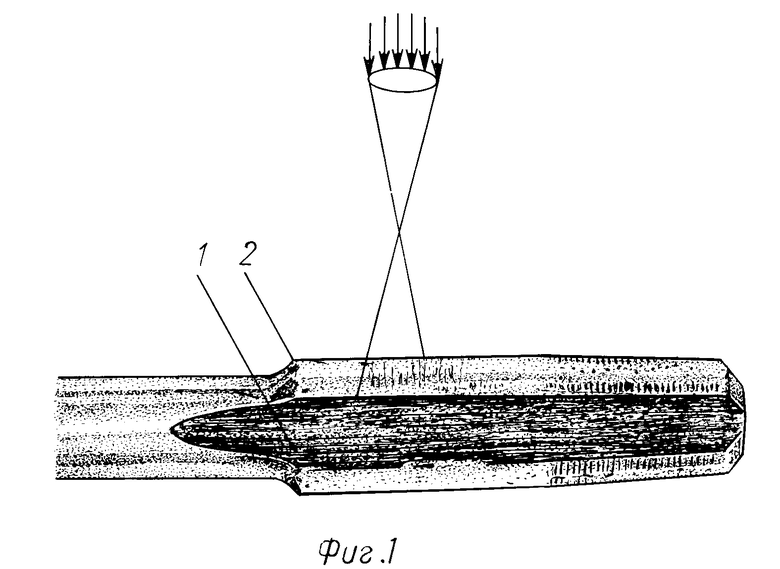
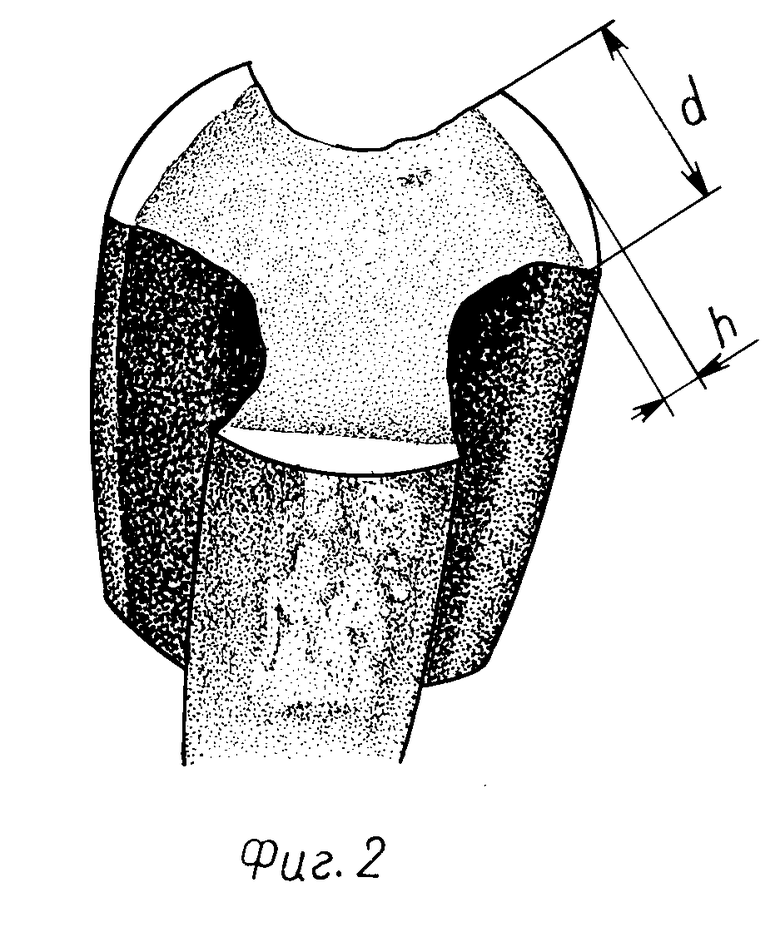
На фиг. 1 показана схема лазерного упрочнения заготовки метчика; на фиг. 2 разрез обработанного метчика.
Сущность предлагаемого способа заключается в следующем.
Используют заготовку метчика с проточенными канавками, прошедшую полный цикл объемной термической обработки по традиционной технологии.
Нанесение дорожек при лазерном термоупрочнении осуществляют параллельно канавкам 1 с шириной дорожки d (в мм), необходимой для конкретного размера будущей режущей части 2 метчика.
Далее заготовку метчика обрабатывают непрерывным излучением лазера таким образом, чтобы луч лазера шириной d перемещался в направлении от края рабочего тела метчика к его заходной части параллельно канавкам. При этом на заготовке метчика по месту нарезания резьбы происходит формирование упрочненных зон глубиной h.
Проводят криогенную обработку в термостате 10 мин. Затем на заготовке нарезают резьбу, шлифуют и производят затылкование.
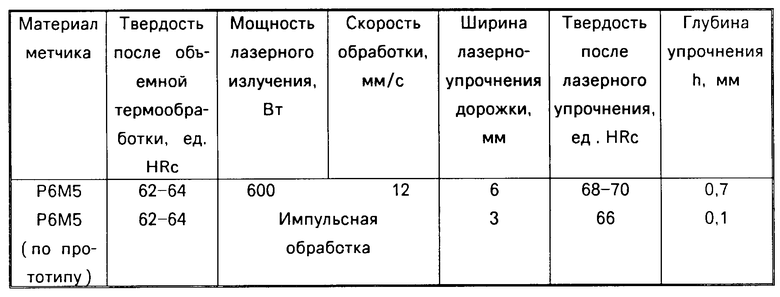
П р и м е р. Конкретные параметры обработки приведены в таблице.
На станке токарно-револьверном модели 1Е316П были произведены испытания метчиков гаечных для нарезания метрической резьбы, (ГОСТ 1604-71, диаметр 12,0 мм). Резьбу нарезали в гайках, изготовленных из стали 30.
Метчики предварительно обрабатывали согласно прототипу и предлагаемому способу.
Результаты испытаний показали, что метчики, изготовленные по предлагаемому способу, имели стойкость между переточкой Т=1,4-1,8 ч, тогда как прототип показал стойкость Т=0,8-0,9 ч. В результате испытаний установлено, что стойкость метчиков, изготовленных по предлагаемому способу, увеличилась в 1,5-2 раза.
Таким образом, обеспечивается упрочнение зоны режущих кромок метчика со значительным увеличением глубины упрочненного слоя (до 0,7 мм).
Использование предлагаемого способа изготовления метчика позволяет по сравнению с прототипом повысить глубину упрочненного слоя на режущих кромках метчика в 7 раз; увеличить износостойкость в 1,5-2,0 раза.
Проведенный анализ показал, что предлагаемое решение соответствует критериям новизны, изобретательского уровня, а проведенные испытания свидетельствуют о возможности промышленной применимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ШТАМПА | 1992 |
|
RU2033435C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЬЕВ ПИЛЫ | 1992 |
|
RU2033437C1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ ФОКУСИРУЮЩЕЙ СИСТЕМЫ ЛАЗЕРНОЙ УСТАНОВКИ | 1992 |
|
RU2047447C1 |
| Способ изготовления штампа | 1989 |
|
SU1689396A1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМООБРАБОТКИ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2425894C1 |
| Способ лазерной обработки деталей тел вращения из инструментальных сталей | 2020 |
|
RU2734826C1 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2007 |
|
RU2342445C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННЫХ ЛИТЬЕВЫХ ФОРМ | 2004 |
|
RU2276694C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ ФРЕЗ | 2012 |
|
RU2596545C2 |
| Способ поверхностного термоупрочнения изделий из металлических материалов и сплавов | 2024 |
|
RU2833956C1 |
Использование: повышение стойкости метчика. Сущность изобретения: лазерное упрочнение метчика производят непосредственно после протачивания канавок и объемной упрочняющей термообработки по месту будущего нарезания резьбы, при этом лазерный луч перемещают параллельно проточенным канавкам, ширина лазерно-упрочненной дорожки соответствует ширине режущей части метчика, после чего проводят криогенную обработку, а затем нарезают и шлифуют резьбу, проводят затылкование. 2 ил., 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКА, заключающийся в том, что на заготовке формируют стружечные канавки и перья метчика, подвергают ее термообработке, на перьях метчика формируют зубья, которые затем затылуют и осуществляют лазерное упрочнение режущих кромок путем перемещения лазерного луча по задней поверхности каждого пера метчика параллельно стружечным канавкам, отличающийся тем, что после термообработки осуществляют лазерное упрочнение режущих кромок и дополнительно производят выдержку метчика в среде жидкого азота, а затем производят формирование зубьев и их затылование.
| Исследование, разработка и внедрение технологии лазерного упрочнения металлообрабатывающего инструмента", Отчет о НИР за 1984, регистрационный N 01.84.0019857, Ростов-на-Дону, 1987, с.55-59. |
