Изобретение относится к литейному производству, в частности к устройствам для изготовления литейных форм.
Целью изобретения является повышение качества отпечатка моделей в форме.
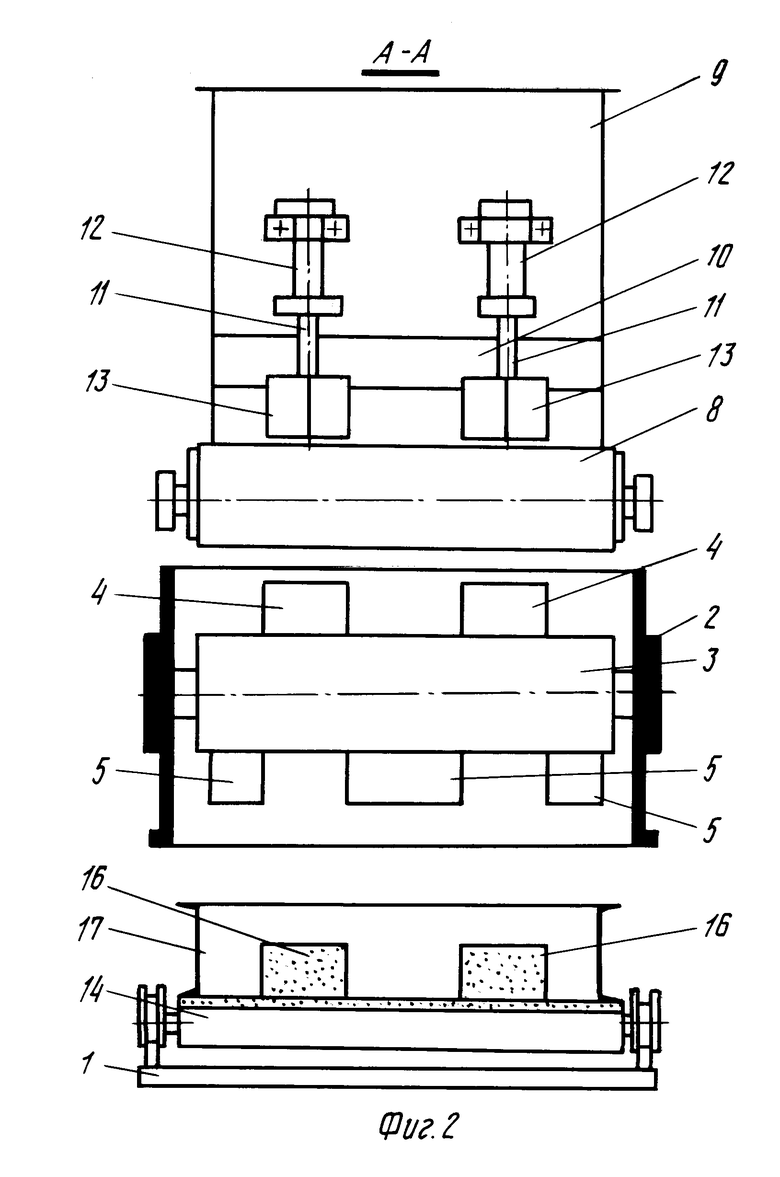
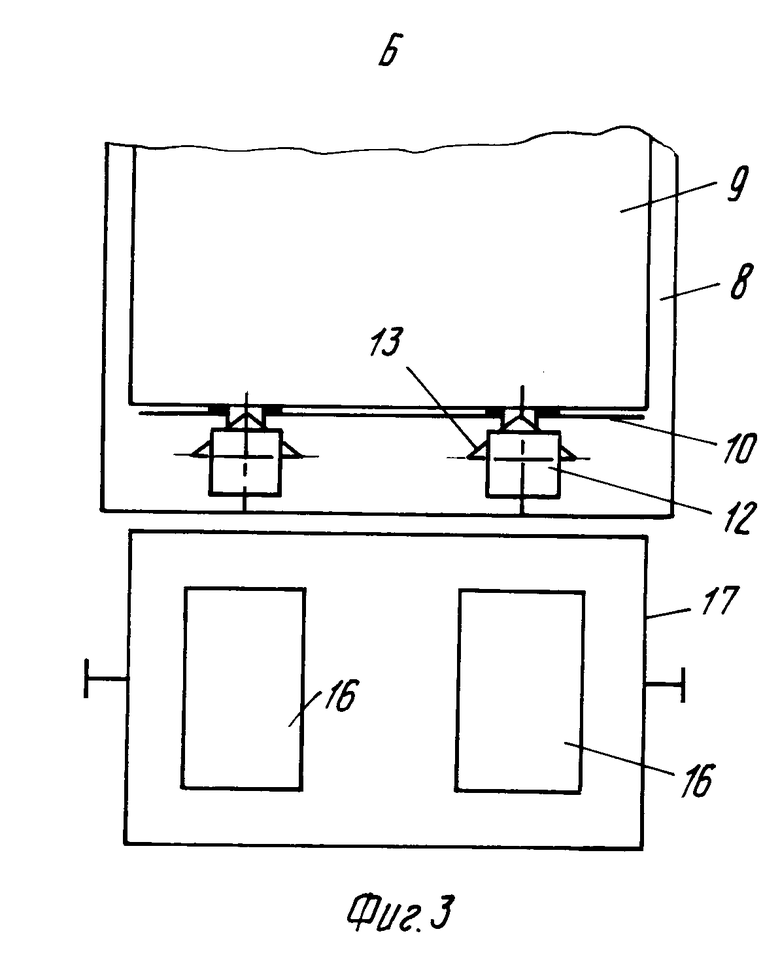
На фиг.1 изображен предлагаемый пескомет, общий вид; на фиг.2 разрез А-А на фиг.1; на фиг.3 вид по стрелке Б на фиг.1.
На станине 1 смонтирована пескометная головка 2 с ротором 3, ковшами 4 и 5, отражательным роликом 6 и направляющей дугой 7. На станине 1 также установлены ленточный питатель 8 и бункер 9 с заслонкой 10. На штоках 11 пневмоцилиндров 12 смонтированы шиберы 13 с V-образными рассекателями смеси. Платформа 14, имеющая привод возвратно-поступательного перемещения в виде пневмоцилиндра 15, служит для установки плиты с моделями 16 и опоки 17. К станине 1 прикреплен также нож 18 для срезки излишков смеси с контрлада опоки.
Ширина ковшей 4 равна ширине моделей 16, а ширина ковшей 5 равна соответственно расстояниям от моделей 16 до стенок опоки 17 и между моделями 16. Шиберы 13 расположены напротив ковшей 4 и имеют равную с ними длину.
Пескомет работает следующим образом.
Опоку 17 устанавливают на модельную плиту с моделями 16, включают привод вращения ротора 3 пескометной головки 2, одновременно поднимают штоки 11 с шиберами 13 в верхнее положение так, что нижние торцы заслонки 10 и шиберов 13 совпадают. Затем включают привод ленточного питателя 8 и привод 15 перемещения платформы 14. Формовочная смесь подается в пескометную головку 2, подхватывается ковшами 4 и 5, формируется в пакеты и выбрасывается в опоку 17. Как только поток пакетов подойдет к месту, где начинаются модели, опускают шиберы 13, перекрывая ими поток смеси на ленте ленточного питателя 8. Смесь поступает только в ковши 5 (фиг.2). Поток пакетов направляется в пространство между стенками опоки и моделей и между моделями. При этом длина пакетов, выбрасываемых ковшами 5, соответственно равна ширине набиваемого пространства между моделями и между моделями и стенками опоки.
Если длина ковша и, следовательно, длина пакетов больше ширины набиваемого пространства, образуется дополнительная просыпь смеси и поверхностная твердость вертикальных стенок падает. Если длина ковша и, следовательно, длина пакета меньше ширины набиваемого пространства, поверхностная твердость также падает, так как уменьшаются распорные усилия, действующие на вертикальные стенки оснастки. Указанное относится и к выбору длины шиберов.
Шиберы снабжены рассекателями смеси, которые исключают образование заторов смеси на ленте ленточного питателя, направляя часть смеси в ковши 5. Это также обеспечивает улучшенные условия уплотнения смеси на вертикальных поверхностях отпечатка моделей за счет увеличения кинетической энергии пакетов.
В момент, когда модели выходят из зоны действия потока пакетов, шиберы 13 поднимают и поток пакетов наносится сразу по всей ширине опоки.
Описанный порядок работы повторяют при обратном ходе платформы 14 для тех пор, пока уровень смеси в опоке практически не подойдет к верхнему краю моделей. После этого поднимают шиберы 13 в верхнее положение и осуществляют набивку смеси сразу по всей ширине опоки, заполняя надмодельное пространство. После заполнения опоки формовочной смесью отключают привод ленточного питателя и прекращают подачу смеси в пескометную головку 2. Платформу 14 устанавливают в исходное положение. При осуществлении платформой 14 последнего хода нож 18 срезает излишки смеси с контрлада опоки 17.
Вытяжку моделей из заформованной опоки производят любым известным устройством, которое не является элементом конструкции предлагаемого пескомета.
Таким образом, предлагаемый пескомет позволяет повысить качество отпечатка моделей в форме обеспечить высокую и равномерную плотность смеси как на горизонтальных, так и на вертикальных поверхностях отпечатка. Это достигается за счет раздельного формирования вертикальных и горизонтальных поверхностей отпечатка моделей, а именно: сначала формируются вертикальные поверхности, а затем горизонтальные.
При набивке полуформы отливки "Балка подрессорная" в опоке 2900х1350х420 мм ширококовшовым пескометом по прототипу с шириной ковша 1350 мм получены следующие результаты. Поверхностная твердость на вертикальных стенках отпечатка высотой 235 мм и расстоянии между моделями 250 мм составила 70-80 ед. причем в отдельных местах отмечено падение твердости до 50-55 ед. (Отчет ВНИИлитмаш по теме 153-90 "Участие в испытаниях и разработка предложений по совершенствованию процесса изготовления форм крупного вагонного литья ширококовшовым пескометом. М. 1990).
При набивке данной отливки предлагаемым пескометом поверхностная твердость на вертикальных стенках будет составлять не менее 80-90 ед. Повышение качества форм обусловлено тем, что во время прохождения пескомета над моделями путем частичного перекрытия потока смеси, подаваемого в пескометную головку, исключается подача пакетов смеси на выступающие части моделей, их разрушение и образование просыпи. При этом пакеты укладываются между моделями, а также моделями и стенками опоки.
Использование предлагаемого пескомета для изготовления полуформ в опоках 2900х1350х420 мм, например при производстве отливки "Балка подрессорная" для вагонов, позволит сократить время изготовления, ликвидировать ручной труд, повысить качество отливок, автоматизировать процесс формовки и улучшить условия труда формовщиков.
Экономический эффект достигается за счет сокращения капитальных затрат на формовочный агрегат по сравнению с общепринятыми агрегатами, применяющими встряхивание с последующей подпрессовкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления форм пескометом | 1985 |
|
SU1380849A1 |
| Пескомет | 1987 |
|
SU1502163A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| ФОРМОВОЧНЫЙ ШИРОКОКОВШЕВОЙ ПЕСКОМЕТ | 2013 |
|
RU2554267C2 |
| Пескометная формовочная машина | 1980 |
|
SU982842A1 |
| Способ пескометной формовки | 1965 |
|
SU458377A1 |
| Автоматическая литейная линия | 1982 |
|
SU1058713A1 |
| Пескометная головка | 1978 |
|
SU710759A1 |
| ПЕСКОМЕТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1973 |
|
SU384598A1 |
| Автоматический формовочный блок | 1984 |
|
SU1202694A1 |
Использование: в литейном производстве, в частности в устройствах для изготовления литейных форм. Сущность изобретения: пескомет содержит станину 1, платформу 14, пескометную головку 2 с ротором 3, на котором закреплены ковши 4 и 5, бункер 9 с заслонкой 10 и ленточный питатель 8. Суммарная рабочая длина ковшей равна ширине набиваемой опеки, а рабочая длина каждого ковша равна соответственно ширине моделей, расстояниям от стенки опоки до модели и между моделями. Ленточный питатель 8 снабжен подвижными шиберами 13, расположенными напротив ковшей 4, рабочая длина которых равна ширине модели 16 и имеет равную с ними длину. Шиберы 13 снабжены рассекателями смеси. 1 з. п. ф-лы, 3 ил.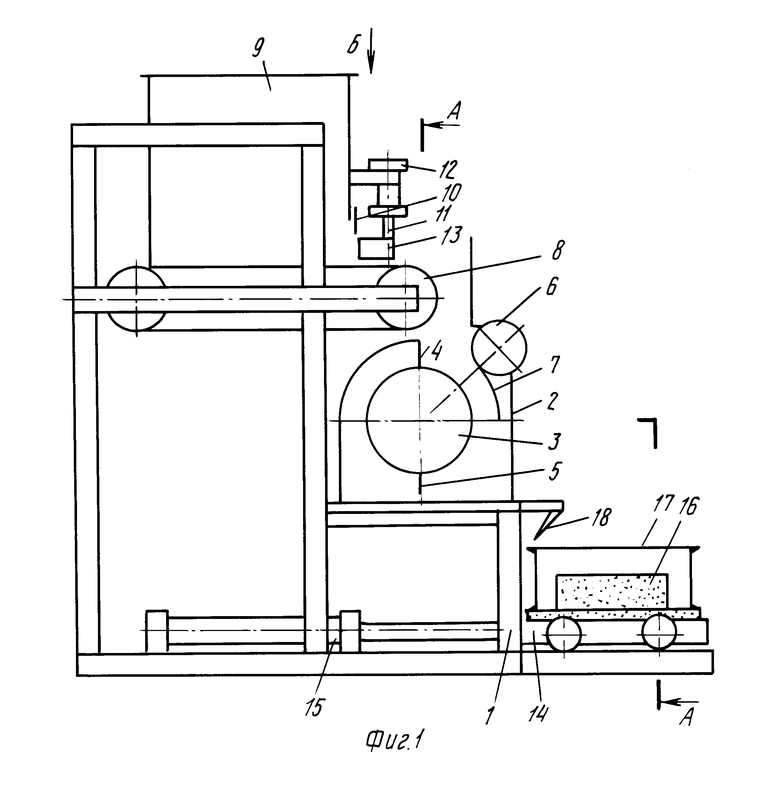
| Авторское свидетельство СССР N 684817, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
