Изобретение от.носится к области литейного производства, в частноети к литейным линиям изготовления отливОк в опоках.
Известна автоматизированная литейная линия Щ .
Наиболее близкой к предложенной является литейная линия, содержащая пескомет для изготовления форм, устройство для срезки излишков формовочной смеси, средства для распаровки и модельных монтажей, устройства для заливки и выбивки опок и вертикально замкнутый цепной конве.йер с приводом его перемещения 2 .
Недостатком известных линий является то, что все оборудование связано транспортными средствами, имеющими сложную систему управления и многочисленные исполнительные органы, что в целом делает линии конструктивно сложными и ненадежными в работе.
Цель изЪбретения - повышение надежности работы.
Для достижения указанной цели автоматическая литейная линия, содержащая пескомет для изготовления форм, устройство для срезки излишков формовочной смеси, средства для распаровки полуформ и модельных монтажей, устройства- для заливки и выбивки опок и вертикально .замкну- j тый цепной конвейер, имеющий направляющие и привод его перемещения, снабжена дополнительным вертикально замкнутым цепным конвейером, установленным в направляющих основиогр вертикально замкнутого цепного конвейера, при этом каждое звено цепей обоих конвейеров выполнено серповидной формы с двумя впадинами на выпуклой поверхности, каждый узел соединения звеньев цепей одного конвейера расположен внутри вогнутой части соответствующего ему каждого звена другого конвейера, а привод для перемещения конвейера расположен после средств для распаровки полуформ и модельных монтажей.
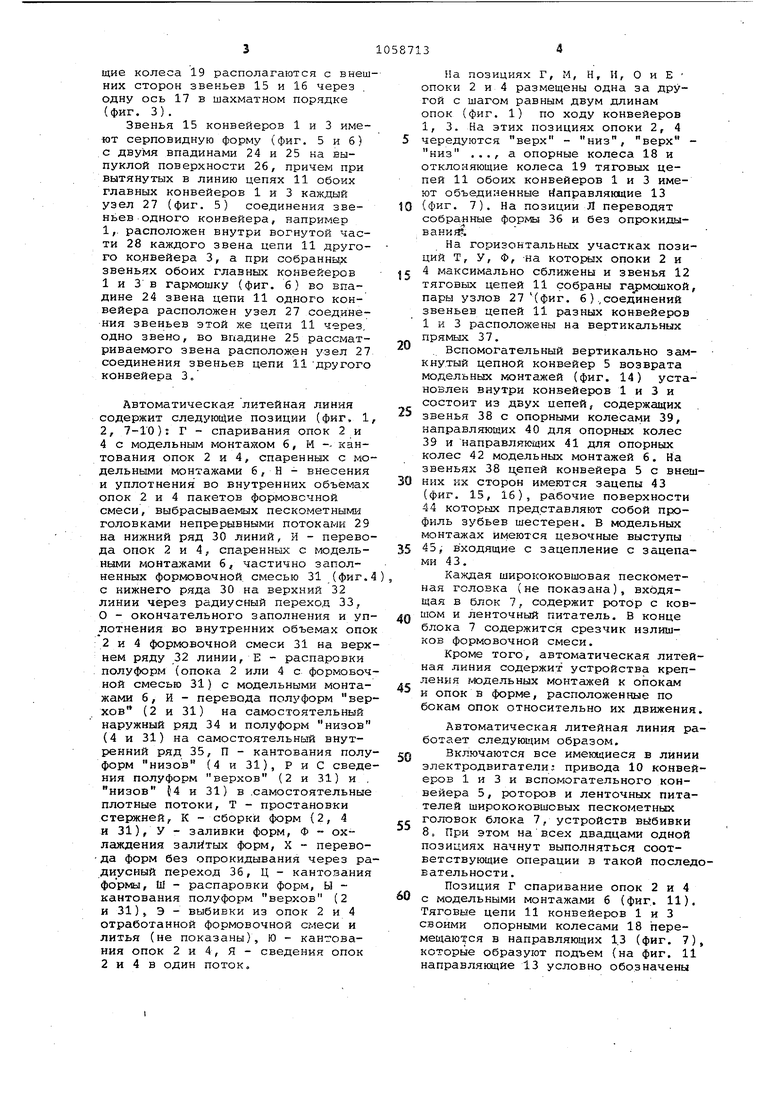
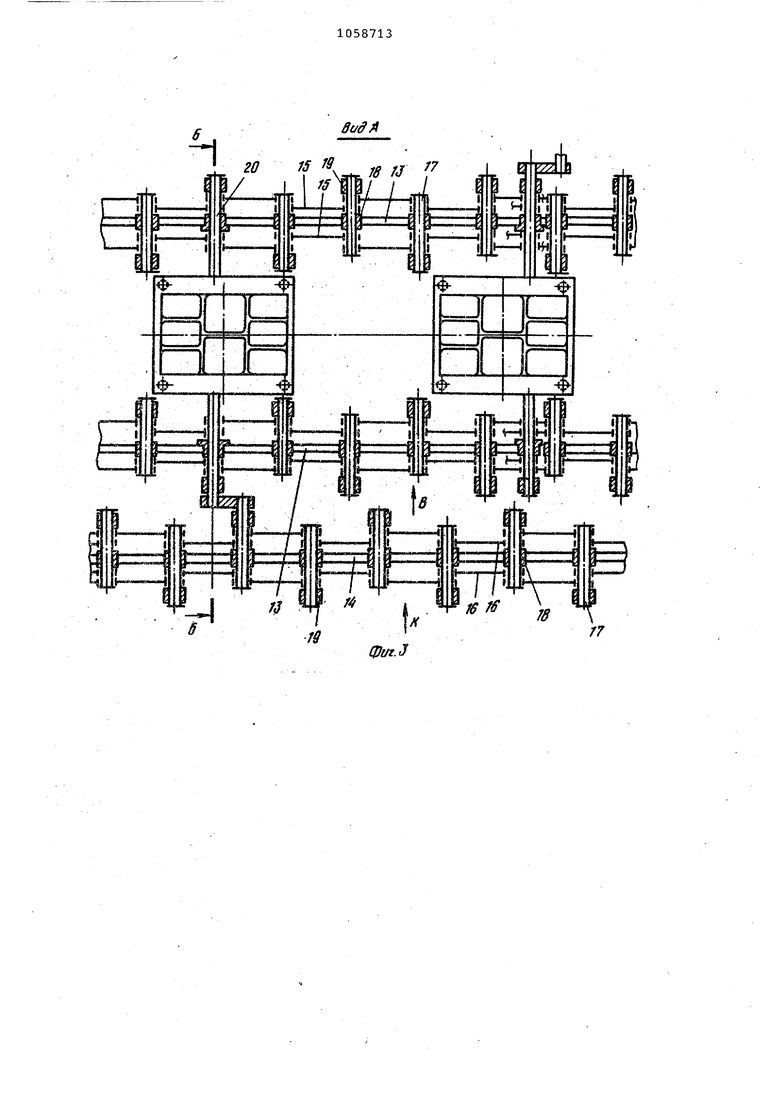
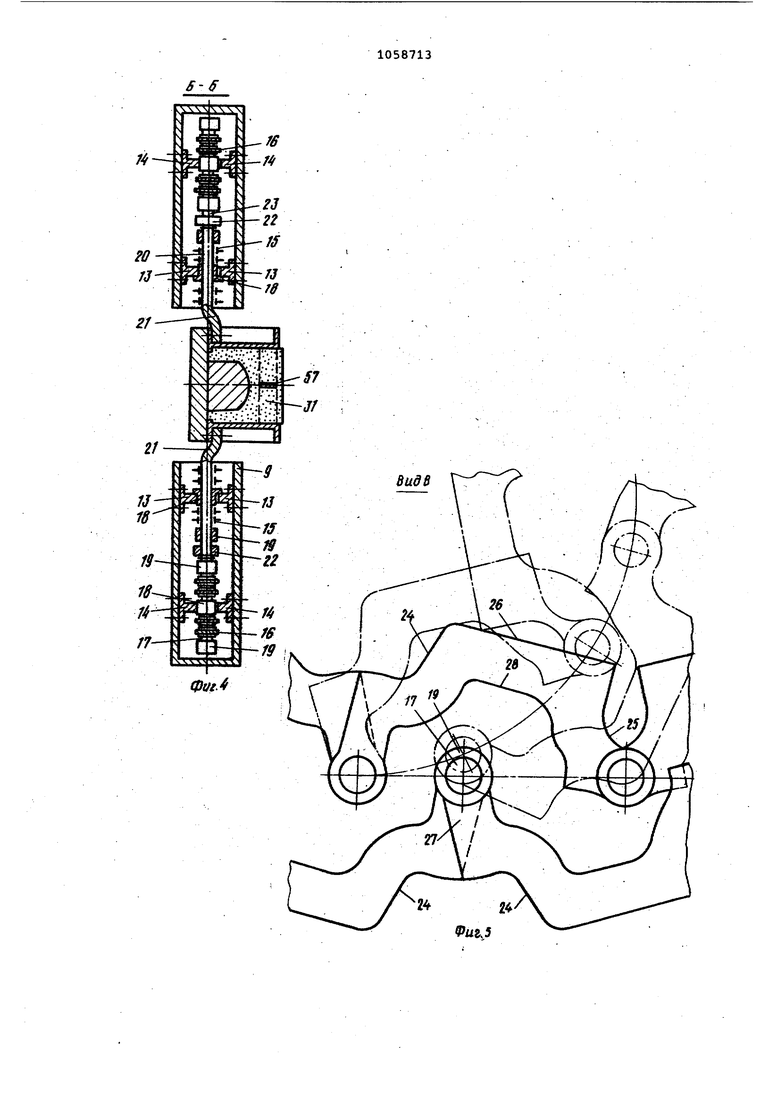
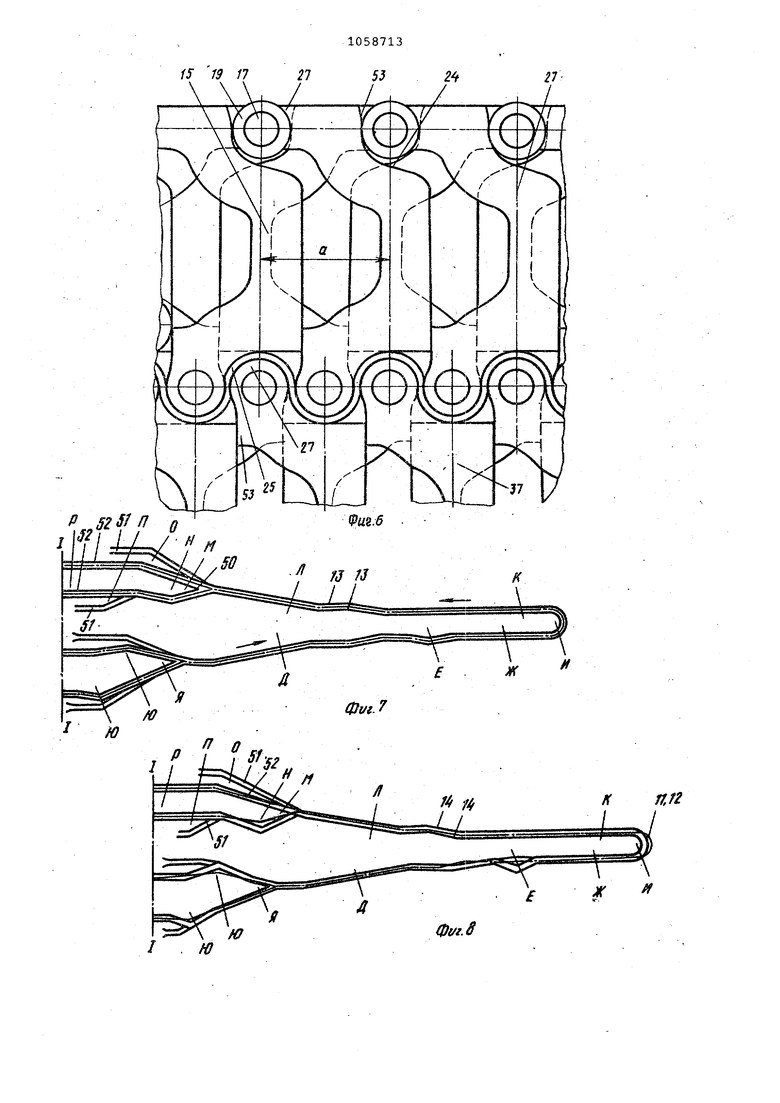
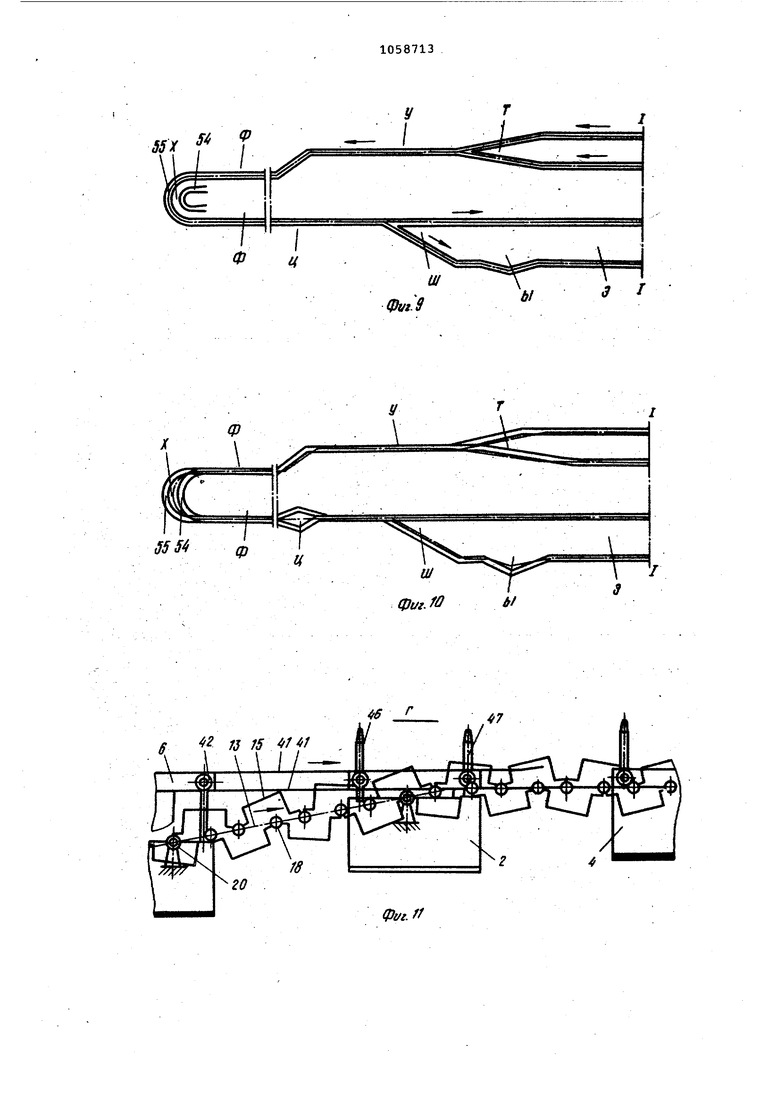
На фиг. 1 представлена автоматическая литейная линия, правая часть вида спереди, на фиг. 2 - то е, левая часть; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - разрез В-В на фиг. З; на фиг. 5 - вид В на иг. 3 (тяговые оДной стороны обоих главных конвейеров, при том звенья цепей вытянуты в линию)t на фиг. 6 - звенья тяговых цепей боих главных «конвейеров, собраные гармошкой; на фиг. 7 - направяющие опорных и отклоняющих колес яговых цепей обоих главных конвейеов, правая часть вида спереди, а фиг. 8 - то же, грузовых цепей,
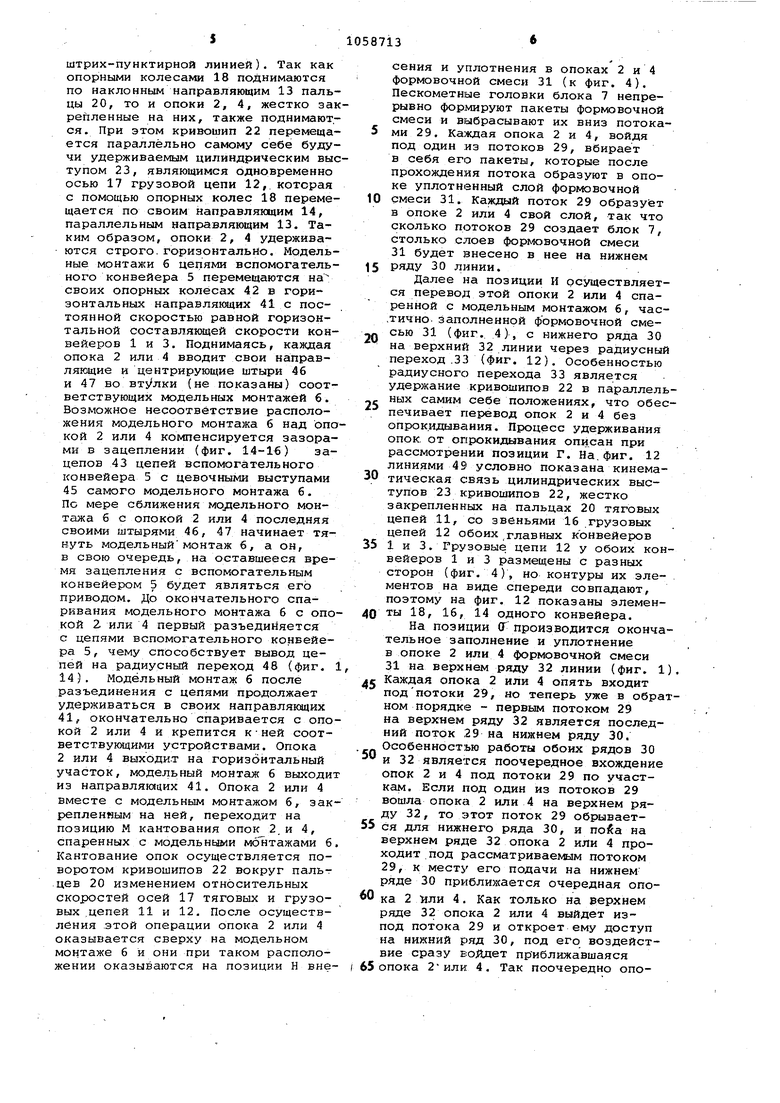
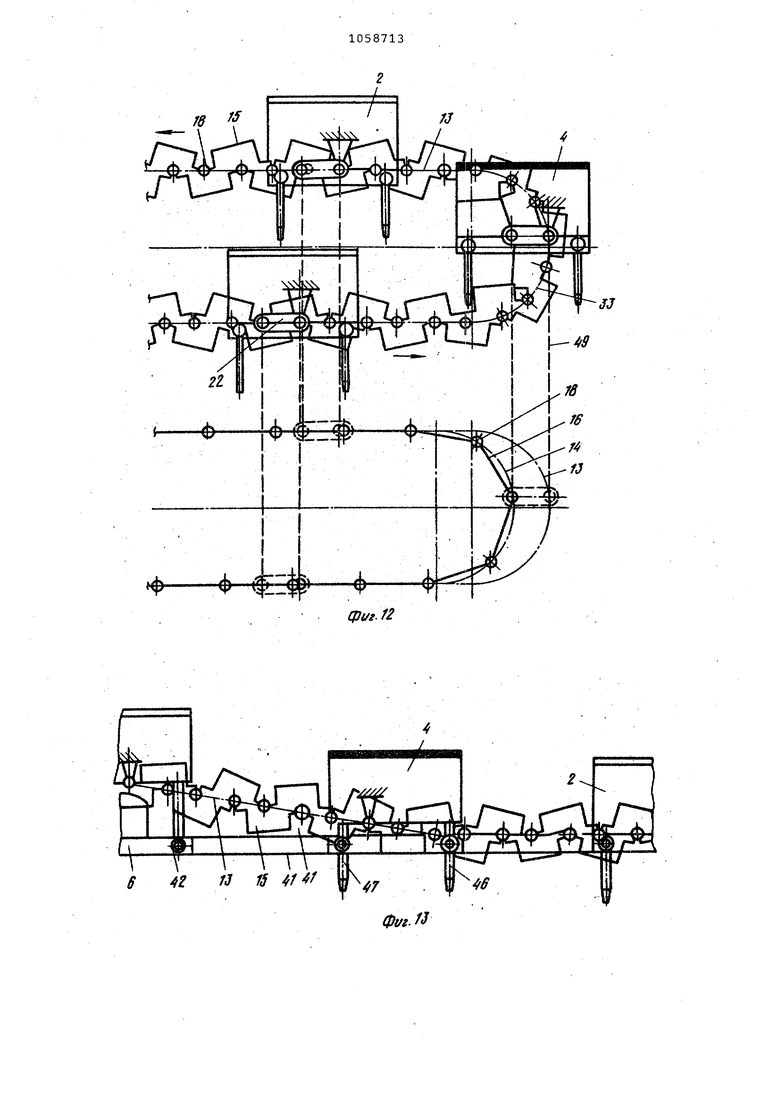
на фиг. 9-- направлякнцие опбрных и отклонясющих колес тяговых цепей обоих главных конвейеров, левая часть вида спереди; на фиг. 10 то же, грузовых цепей; на фиг. 11 5 кинематическая схема позиции Г (спаривание опок с модельными монтажами); на фиг. 12 - радиусный переход д; на фиг. 13 - кинематическая схема распаровки полуформ
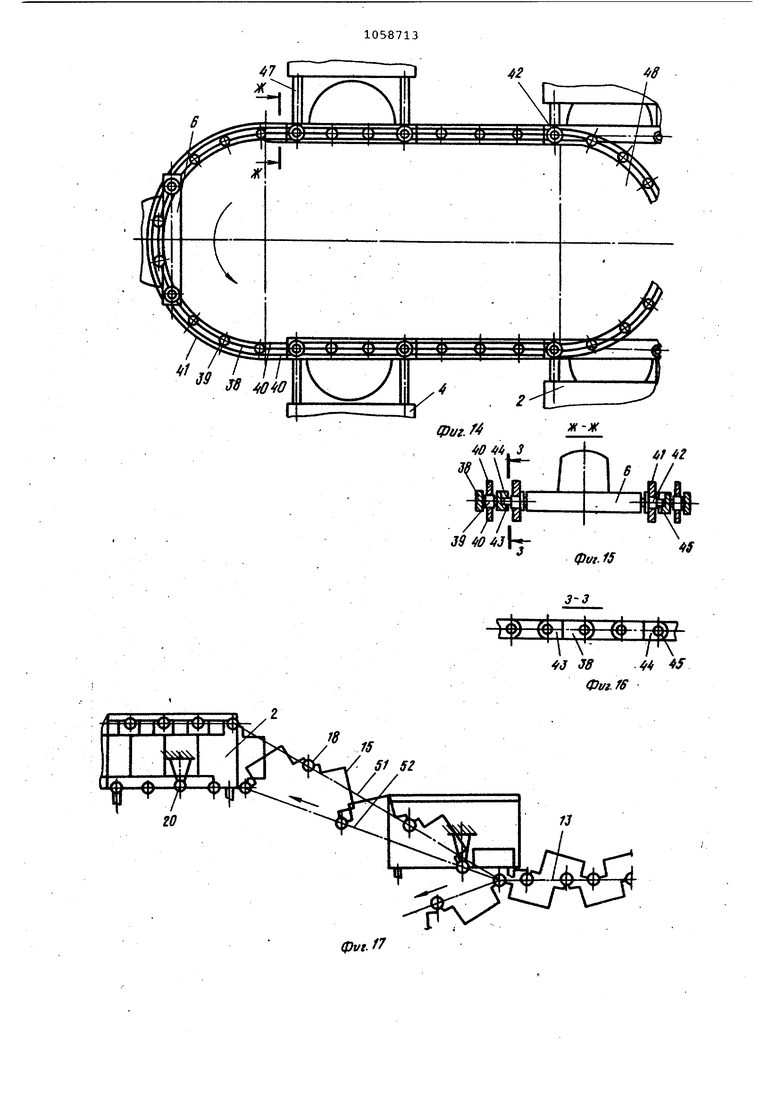
to с модельными МОнтажами (позиция Е); на фиг. 14 - кинематическая схема вспомогательного вертикальнц замкнутого цепного конвейера возврата модельные: монтажей, вид спереди;
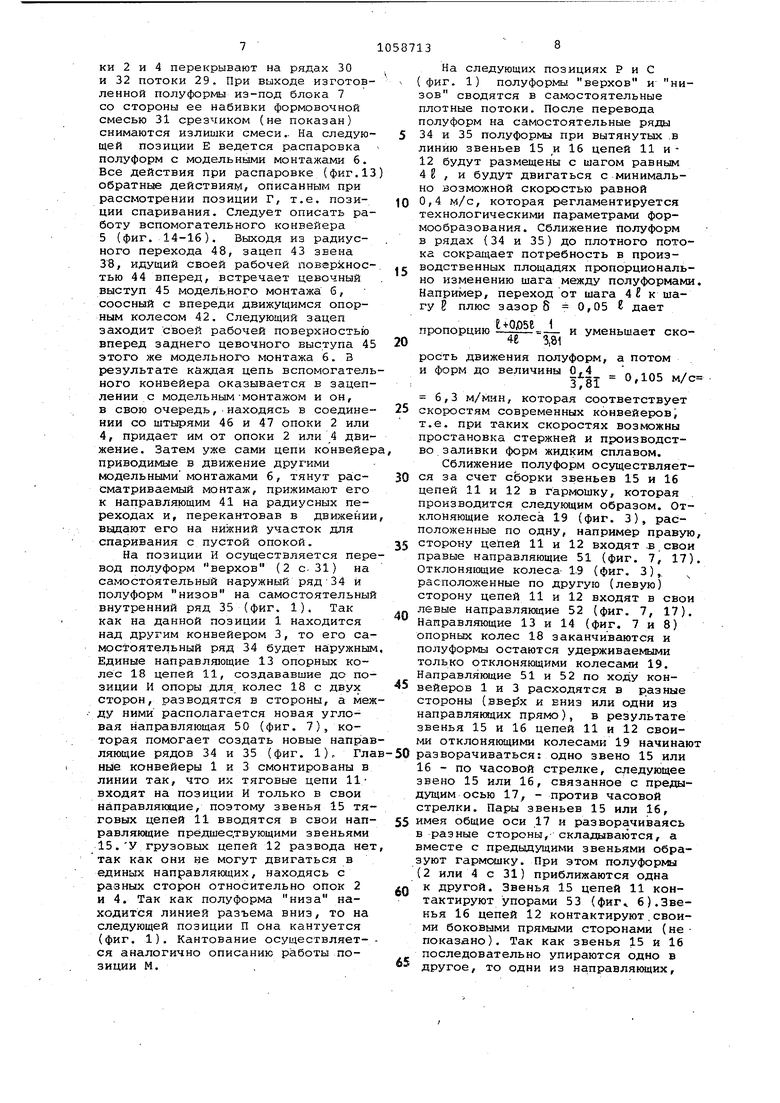
5 на фиг. 15 - разрез Ж-Ж на фиг. 14, на фиг. 16 - разрез 3-3 фиг. 15; на фиг. 17 - кинематическая схема
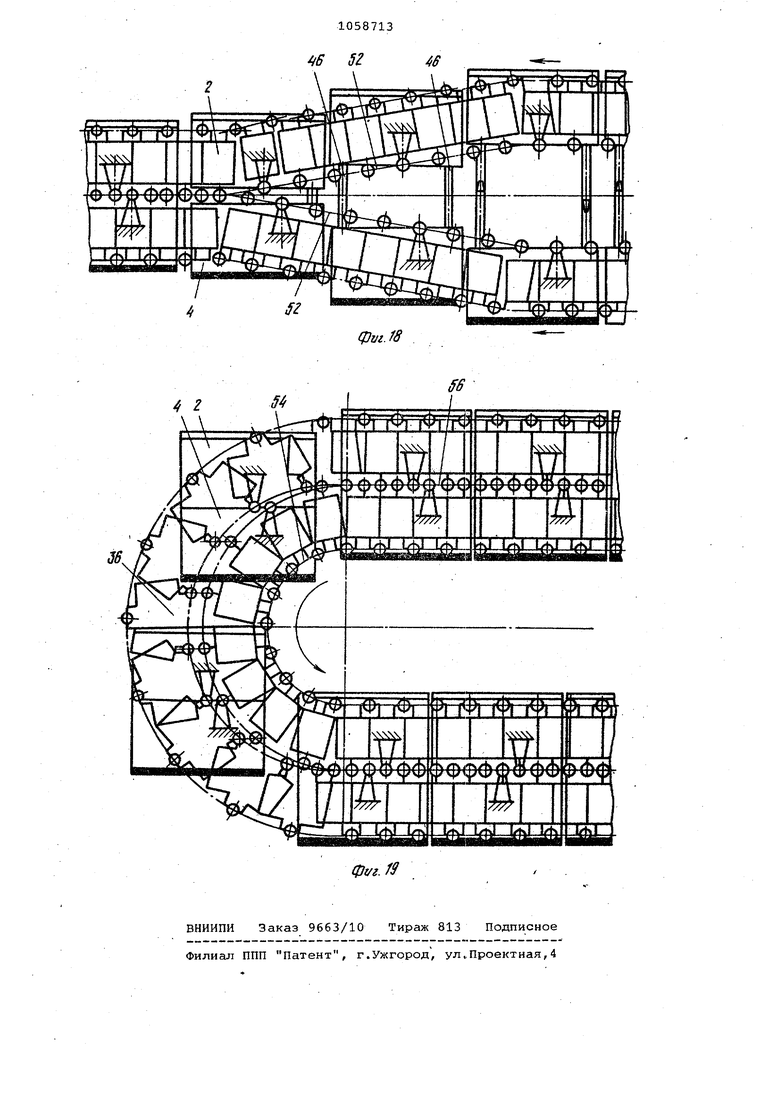
перевода полуформ верхов и,низов соответственно на наружный и внутренний ряды;, на фиг. 18 2 кинематическая схема позиции к сборки форм; на фиг. 19 - кинематическая схемс1 позиции Л перевода формы без опрокидывания через радиусный переход.
25 Автомо1тическая литейная линия содержит вертикально, замкнутый цепной конвейер 1 (фиг. 1 и 2), транспортирующий опоки 2 верхов вертикально замкнутый цепной конвейер.
30 3, транспортирукидий опоки низов, вспомогательный вертикальнозамкнутый цепной конвейер 5 возврата модельных монтажей б, установленный внутри конвейеров 1 и 3,
5 блок 7 ширококовшовых пескометных
головок со срезчиком излишков , формовочной смеси (не показаны), устройства 8 выбивки отработанной формовочной смеси и литья из опок
0 2 и 4.
Конвейеры 1 и 3 содержат общую раму 9 (фиг. 4) и общий привод 10 (фиг. 1), транспортируекале объекты, (опоки 2 и 4), по две тяговые
5 цепи 11 (фиг. 8) и по одной грузовой цепи 12 (фиг. 8), направляющие 13 дл:я тяговых цепей 11 и направлякнцие 14 для грузовых цепей 12. Цепи 11 и 12 (фиг. 8) состоят П из звеньев 15 и 16 (фиг. 3), осей 17, опорных колес 18 и отклоняющих колес 19. Опоки 2 и 4 жестко закреплены на пальцах 20 с помощью кронштейнов 21 (фиг. 4). Пальцы 20 одновременно являются осями тяго5 вых цепей 11. Одна из тяговых цепей И шарнирно соединена с грузовой цепью 12 кривошипами 22, жестко соединенными с концами пальцев 20 и несущими цилиндрические высту0 пы 23, яЕдяюшчеся одновременно осями грузовой цепи 12.
Опорные колеса 18 перемешаются по направляквдим 13 и 14. Цепи 11 и 12 на всех осях 17 содержат по 5 отклоняюш,ему колесу 19. Отклоняющие колеса 19 располагаются с внешних сторон звеньев 15 и 16 через одну ось 17 в шахматном порядке (фиг. 3).
Звенья 15 конвейеров 1 и 3 имеют серповидную форму (фиг. 5 и б) с двумя впадинами 24 и 25 на выпуклой поверхности 26, причем при вытянутых в линию цепях 11 обоих главных конвейеров 1 и 3 каждый узел 27 (фиг. 5) соединения звеньев -одного конвейера, например 1,. расположен внутри вогнутой части 28 каждого звена цепи 11 другого конвейера 3, а при собранных звеньях обоих главных конвейеров
1и 3 в гармошку (фиг. б) во впадине 24 звена цепи 11 одного конвейера расположен узел 27 соединения звеньев этой же цепи 11 через, одно звено, во впадине 25 рассматриваемого звена расположен узел 27 соединения 31веньев цепи 11 -другого конвейера 3/
Автоматическая литейная линия содержит следующие позиции (фиг, 1, 2, 7-10): Г - спаривания опок 2 и 4 с модельным монтажом 6, М -- кантования опок 2 и 4, спаренных с модельными монтажами 6, Н - внесения и уплотнения во внутренних объемах опок 2 и 4 пакетов формовочной смеси, выбрасываемых пескометными головками непрерывными потоками 29 на нижний ряд 30 линий, И - перевода опок 2 и 4, спаренных с модельными монтажами 6, частично заполненных формовочной смесью 31 (фиг.4 с нижнего ряда 30 на верхний 32 линии через радиусный переход 33, О - окончательного заполнения и уплотнения во внутренних объемах опок
2и 4 формовочной смеси 31 на верхнем ряду 32 линии, Е - распаровки полуформ (опока 2 или 4 с формовочной смесью 31) с модельными монтажами б, И - перевода полуформ верхов (2 и 31) на самостоятельный наружный ряд 34 и полуформ низов (4 и 31) на самостоятельный внутренний ряд 35, П - кантования полуформ низов (4 и 31), Р и С сведения полуформ верхов (2 и 31) и , низов И и 31) в .самостоятельные плотные потоки, Т - простановки стержней, К - сборки форм (2, 4
и 31), У - заливки форм, Ф - охлаждения залитых форм, X - перево да форм без опрокидывания через радиусный переход 36, Ц - кантования формы, Ш - распаровки форм, Ы кантования полуформ верхов (2 и 31), Э - выбивки из опок 2 и 4 отработанной формовочной смеси и литья (не показаны), Ю - кантования опок 2 и 4, Я - сведения опок 2 и 4 в один поток
На позициях Г, М, Н, И, О и Е опоки 2 и 4 размещены одна за другой с шагом равным двум длинам опок (фиг. 1) по ходу конвейеров 1, 3. На этих позициях опоки 2, 4 чередуются верх - низ, верх ..., а опорные колеса 18 и отклоняющие колеса 19 тяговых цепей 11 обоих конвейеров 1 и 3 имеют объединенные Направляющие 13 (фиг. 7). На позиции Л переводят
0 собра-нные формы 36 и без опрокидывани5.
На горизонтальных участках позиций Т, У, Ф, на которых опоки 2 и 4 максимально сближены и звенья 12
5 тяговых цепей 11 собраны га 1мошкой, пары узлов 27 Чфиг. 6).соединений звеньев цепей 11 разных конвейеров 1 и 3 расположены на вертикальных прямых 3 7.
0
Вспомогательный вертикально замкнутый цепной конвейер 5 возврата модельньох монтажей (фиг. 14) установлен внутри конвейеров 1 и 3 и состоит из двух цепей, содержащих
5 звенья 38 с опорными колесами 39, направляющих 40 для опорных колес 39 и направляющих 41 для опорных колес 42 модельных монтажей 6. На звеньях 38 цепей конвейера 5 с внеш0них их сторон имеются зацепы 43 (фиг. 15, 16), рабочие поверхности 44 которых представляют собой профиль зубьев шестерен. В модельных монтажах имеются цевочные выступы 45, входящие с зацепление с зацепа5ми 43.
Каждая ширококовшовая пескометная головка (не показана), входящая в блок 7, содержит ротор с ковшом и ленточный питатель. В конце
0 блока 7 содержится срезчик излишков формовочной смеси.
Кроме того, автоматическая литейная линия содержит устройства крепления {«эдельных монтажей к опокам
5 и опок в форме, расположенные по бокам опок относительно их движения.
Автоматическая литейная линия работает следукнцим образом. Включаются все имеющиеся в линии электродвигатели: привода 10 конвейеров 1 и 3 и вспомогательного конвейера 5, роторов и ленточных питателей ширококовшовых пескометных
головок блока 7, устройств вйбивки 8 При этом на всех двадцами одной позициях начнут выполняться соответствующие операции в такой последовательности.
Позиция Г спаривание опок 2 и 4 с модельными монтажами б (фиг. 11). Тяговые цепи 11 конвейеров 1 и 3 своими опорными колесами 18 перемещаю ся в направляющих 1.3 (фиг. 7), которые образуют подъем (на фиг. 11 направляющие 13 условно обозначены
штрих-пунктирной линией). Так как опорными колесами 18 поднимаются по наклонным направляющим 13 пальцы 20, то и опоки 2, 4, жестко закрепленные на них, также поднимаются. При этом кривошип 22 перемещается параллельно самому себе будучи удерживаемым цилиндрическим выступом 23, являющимся одновременно осью 17 грузовой цепи 12, которая с помощью опорных колес 18 перемещается по своим направляющим 14, параллельным направляющим 13. Таким образом, опоки 2, 4 удерживаются строго.горизонтально. Модельные монтажи б цепями вспомогательного конвейера 5 перемещаются на своих опорных колесах 42 в горизонтальных направлякяцих 41 с постоянной скоростью равной горизонтальной составляющей скорости конвейеров 1 и 3. Поднимаясь, каждая опока 2 или 4 вводит свои направляющие и центрирующие штыри 46 и 47 во BTi/лки (не показаны) соответствующих модельных монтажей 6. Возможное несоответствие расположения модельного монтажа б над опокой 2 или 4 компенсируется зазорами в зацеплении (фиг. 14-16) зацепов 43 цепей вспомогательного конвейера 5 с Цевочны1 ш выступами 45 самого модельного монтажа 6. По мере сближения модельного монтажа б с опокой 2 или 4 последняя своими штырями 46, 47 начинает тянуть модельныймонтаж б, а он, в свою очередь, на оставшееся время зацепления с вспомогательным конвейером 5 будет являться его приводом. До окончательного спаривания модельного монтажа б с опокой 2 или 4 первый разъединяется с цепями вспомогательного ко нвейера 5, чему способствует вывод цепей на радиусный переход 48 (фиг. 14). Модельный монтаж б после разъединения с цепями продолжает удерживаться в своих направлякщих 41, окончательно спаривается с опокой 2 или 4 и крепится кней соответствующими устройствами. Опока 2 или 4 выходит на горизонтальный участок, модельный монтаж б выходи из направляю1цих 41. Опока 2 или 4 вместе с модельным монтажом б, закрепленным на ней, переходит на позицию iM кантования опок 2. и 4, спаренных с модельньлми монтажами б Кантование опок осуществляется поворотом кривошипов 22 вокруг пальцев 20 изменением относительных скоростей осей 17 тяговых и грузовых .цепей 11 и 12. После осуществления этой операции опока 2 или 4 оказывается сверху на модельном монтаже б и они при таком расположении оказываются на позиции Н внесения и уплотнения в опоках 2 и 4 формовочной смеси 31 (к фиг. 4). Пескометные головки блока 7 непрерывно фор:мируют пакеты формовочной смеси и выбрасывают их вниз потока5 ми 29. Ка:1кдая опока 2 и 4, войдя под один из потоков 29, вбирает в себя его пакеты, которые после прохождения потока образуют в опоке уплотненный слой формовочной 10 смеси 31. Каждый поток 29 образует в опоке 2 или 4 свой слой, так что сколько потоков 29 создает блок 7, столько слоев фop ювoчнoй смеси 31 будет внесено в нее на нижнем 15 ряду 30 линии.
Далее на позиции И осуществляется перевод этой опоки 2 или 4 спаренной с модельным монтажом 6, час.тично. заполненной формовочной сме2Q СЬЮ 31 (фиг. 4), с нижнего ряда 30 на верхний 32 линии через радиусный переход .33 (фиг. 12). Особенностью радиусного перехода 33 является удержание кривошипов 22 в параллель ных самим себе положениях, что обеспечивает перевод опок 2 и 4 без опрокидывания. Процесс удерживания опок, от опрокидывания описан при рассмотрении позиции Г. На.фиг. 12 линиями 49 условно показана кинема30 тическая связь цилиндрических выступов 23 кривошипов 22, жестко закрепленных на пальцах 20 тяговых цепей 11, со звеньями 16 грузовых цепей 12 обоих,главных конвейеров 35 1 и 3. Грузовые цепи 12 у обоих конвейеров 1 и 3 размещены с разных сторон (фиг. 4), но контуры их элементов на виде спереди совпадают, поэтому на фиг. 12 показаны элемен40 ты 18, 16, 14 одного конвейера.
На позиции (Г производится окончательное заполнение и уплотнение в опоке 2 или 4 формовочной смеси 31 на верхнем ряду 32 линии (фиг. 1), ди Каждая опока 2 или 4 опять входит
подпотоки 29, но теперь уже в обратном порядке - первым потоком 29 на верхнем ряду 32 является последний поток 29 на нижнем ряду 30. Особенностью работы обоих рядов 30 и 32 является поочередное вхождение опок 2 и 4 под потоки 29 по участкам. Если под один из потоков 29 вошла опока 2 или 4 на верхнем ряду 32, то этот поток 29 обрывает55 ся для нижнего ряда 30, и пойа на верхнем ряде 32 опока 2 или 4 проходит, под рассматриваемым потоком 29, к месту его подачи на нижнем ряде 30 приближается очередная опо на 2 или 4, Как только на верхнем ряде 32 опока 2 или 4 выйдет изпод потока 29 и откроет ему доступ на нижний ряд 30, под его воздействие сразу Еюйдет приближавшаяся 65 опока 2или 4. Так поочередно опоки 2 и 4 перекрывают на рядах 30 и 32 потоки 29. При выходе изготовленной полуформы из-под блока 7 со стороны ее набивки формовочной смесью 31 срезчиком (не показан) снимаются излишки смеси.. На следующей позиции Е ведется распаровка полуформ с модельными монтажами 6. Все действия при распаровке (фиг.13 обратные действиям/ описанным при рассмотрении позиции Г, т.е. позиции спаривания. Следует описать работу вспомогательного конвейера 5 (фиг. 14-16). Выходя из радиусного перехода 48, зацеп 43 звена 38, идущий своей рабочей поверхностью 44 вперед, встречает цевочный выступ 45 модельного монтажа б, соосный с впереди движущимся опорным колесом 42. Следующий зацеп заходит своей рабочей поверхностью вперед заднего цевочного выступа 45 этого же модельного монтажа б. В результате каждая цепь вспомогатель ного конвейера оказывается в зацеплении с модельньом-монтажом и он, в свою очередь, находясь в соединении со штырями 46 и 47 опоки 2 или 4, придает им от опоки 2 или 4 движение. Затем уже сами цепи конвейер приводимые в движение другими модельными монтажами 6, тянут рассматриваемый монтаж, прижимают его к направляющим 41 на радиусных переходах и, перекантовав в движении выдают его на нижний участок для спаривания с пустой опокой. На позиции И осуществляется пере вод полуформ верхов (2 с. 31) на самостоятельный наружный ряд 34 и полуформ низов на самостоятельны внутренний ряд 35 (фиг. 1). Так как на данной позиции 1 находится над другим конвейером 3, то его са мостоятельный ряд 34 будет наружным Единые направляющие 13 опорных колес 18 цепей 11, создававшие до по зиции И опоры для колес 18 с двух сторон, разводятся в стороны, а меж ду ними располагается новая угловая направляющая 50 (фиг. 7), которая помогает создать новые напра ляющие рядов 34 и 35 (фиг. 1)о Гл Hbie конвейеры 1 и 3 смонтированы в линии так, что их тяговые цепи 11входят на позиции И только в свои направляющие, поэтому звенья 15 тя говых цепей 11 вводятся в свои нап равляющие прёдшес.твующими звеньями 15.У грузовых цепей 12 развода не так как они не могут двигаться в единых направлякхцих, находясь с разных сторон относительно опок 2 и 4. Так как полуформа низа находится линией разъема вниз, то на следующей позиции П она кантуется (фиг. 1). Кантование осуществляется аналогично описанию работы позиции М., На следующих позициях Р и С ( фиг. 1) полуформы верхов и низов сводятся в самостоятельные плотные потоки. После перевода полуформ на самостоятельные ряды 34 и 35 полуформы при вытянутых .в линию звеньев 15 и 16 цепей 11 и 12 будут размещены с шагом равным 4 , и будут двигаться с минимально возможной скоростью равной 0,4 м/с, которая регламентируется технологическими параметрами формообразования. Сближение полуформ в рядах (34 и 35) до плотного потока сокращает потребность в производственных площадях пропорционально изменению шага между полуформами. Например, переход от шага 4 и к шагу 2 плюс зазор S 0,05 8 дает пропорцию -;.-- и уменьшает ско4е 3,81 рость движения полуформ, а потом и форм до величины / 6,3 м/ммн, которая соответствует скоростям современных конвейеров, т.е. при таких скоростях возможны простановка стержней и производство заливки форм жидким сплавом. Сближение полуформ осуществляется за счет сЬорки звеньев 15 и 16 цепей 11 и 12 в гарлюшку, которая производится следующим образом. Отклоняющие колеса 19 (фиг. 3), расположенные по одну, например правую, сторону цепей 11 и 12 входят .в свои правые направляющие 51 (фиг. 7, 17). Отклоняющие колеса 19 (фиг, 3), расположенные по другую (левую) сторону цепей 11 и 12 входят в свои левые направляквдие 52 (фиг. 7, 17). Направляющие 13 и 14 (фиг. 7 и 8) опорных колес 18 заканчиваются и полуформы остаются удерживаемыми только отклоняющими колесами 19. Направляющие 51 и 52 по ходу конвейеров 1 и 3 расходятся в разные стороны (вверх и вниз или одни из направляющих прямо), в результате звенья 15 и 16 цепей 11 и 12 своими отклоняющими колесами 19 начинают разворачиваться: одно звено 15 или 16 - по часовой стрелке, следующее звено 15 или 16, связанное с предыдущим осью 17, - против часовой стрелки. Пары звеньев 15 или 16, имея общие оси 17 и разворачиваясь в разные стороны, складываются, а вместе с предыдущими звеньями образуют гарметику. При этом полуформл (2 или 4 с 31) приближаются одна к другой. Звенья 15 цепей 11 контактируют упорами 53 (фиг.. 6).Звенья 16 цепей 12 контактируют,своими боковыми прямыми сторюнами (не показано). Так как звенья 15 и 16 последовательно упираются одно в другое, то одни из направляющих.
например 51, отклоняющих колес 19 уже не нужны, поэтому, как только цепи 11 и 12 оказываются сложенными гармошкой, эти направляющие 51 обрываются. Условием складывания . цепей 11 в указанной линии является их направленность. Цепь 11 конIвеяера 1 должна складываться гармошкой вверх от пальцев 20 (фиг. 17), а цепь 11 конвейера 3 должна складываться гармошкой вниз от своих пальцев. Выполнение этого условия необходимо для сборки в дальнейшем полуформ в форму.
Далее напозиции Т (фиг. 1) проставляются стержни, что может осуществляться как вручную, так и с помощью самостоятельных устройст
Затем на позиции К собирается форма. Перед сборкой формы полуформы верхов должны обязательно расположиться над полуформами низов так, чтобы штыри 46 и 47 оказались в центрах втулок (не показаны). Корректировка их расположения может быть достигнута изменением длины, например, ряда 34 (фиг. 1), которая регулируется расположением всего ряда 34 или его части с соответствующим -перепадом по высоте относительно ряда 35, Направляющие 52 отклоняющих колес 19 сближаются (фиг. 18) . с одинаковым уклоном к горизонтальной плоскости. В результате штыри 46 и 47.опок 2 и 4 обоих конвейеро 1 и 3 входят но втулки и при выходе опок на горизонтальный участок их движения они смыкаются и крепятся один к другому указанными при описании позиции Г устройствами.
На позиции У (фиг.- 2) производится заливка форм жидким металлом с помощью устройств. Охлаждение залитых форм осуществляется на позиции Ф (фиг. 2) подкожухем (не показан) расчетное количество времени, которое определяет длину охладительной ветви линии. Охладительная ветвь линии с верхнего участка через радиусный переход 36 (позиция Л) опускается на нижний участок и может еще необходимое число раз переходить через другие радиусные переходы (не показаны).
При переходе через радиусный переход 36 (фиг. 19) отклоняющие колеса 19 цепей 11 и 12 двигаются четырьмя рядами, но-рабочих направляющих для колес 19 цепей 11 и 12 достаточно одних и только принадлежащих самому внутреннему ряду 54 (фиг. 19 и 9). Для цепей 11 и 12 главного охватывающего конвейера 1 достаточно тоже одного ряда направляющих 55, но они не работают на удержание формы, а лишь удерживают цепи от провисания. При входе
отклоняющих колес 19 в направляющие 54 отклоняющие колеса 19 второго ряда (второй ряд начиная от ряда в направляющих 54) начинают раздвигаться, что обеспечивает отделение форм от сомкнутого их потока и перевод на нижний прямолинейный участок без опрокидывания. Однако на нижнем участке форма оказывается в перевернутом положении по отношению к цепям 11. Если на верхнем участке у конвейера 1 и опока 2 и репи 11, собранные гармошкой, были расположены вверх относительно разъема 56 формы, а у конвейера3 вниз, то опоки 2 и 4 можно было легко разъединить и свести вместе,, как это было выполнено при сборке формы на позиции Т. На нижнем участке опоки 2 и 4 вместе с цепями 11 образуют неразъемное соединение, подъем опоки верха 2 и опускание опоки низа 4 осуществить не удается из-за расположения цепей 11 главного конвейера 3 вверху, а конвейера 1 внизу. Однако, переканатовав в нужный момент форму, можно восстановить нормальное положение цепей 11 и опок 2 и 4 относительно разъема 56. Кантование формы осуществляется на позиции Ц (фиг. 2) принудительным поворотом кривошипа 22 одной из опок 2 или 4 формы вокруг осей пальцев 20, аналогичным путам осуш,ествлявшимся на позиции М. Дальше на позиции Ш производится распаровка форм. Так как опоки 2 и 4 содержат шпоны 57 (фиг. 4) удерживающие формовочную смесь 31 и отливки (не показаны) от выпадания из опок 2 и 4, то для того, чтобы отливки при выбивке не застряли в шпонах 57, необходимо полуформы в форме разъединить, нижнюю полуформу перекантовать, а затем уже произвести выбивку литья и отработанной формовочной смеси. Предварительно опоки в форме раскрепляются одна от другой при помощи указанного в описании позиции Г устройства. Затем разъединение опок производится в обратном порядке, описанном при сборке форм на позиции к.
На позиции Ы (фиг. 2) осуществляется кантование полуформ верхов. Кантование осуществляется таким же образом, как и на позиций М.
Выбивка (позиция Э, фиг. 2) производится на известных устройствах проходного типа. Так как во всех указанных операциях каждое кантование на линии осущес-твляется поворотом на 180°, то число кантований каждой опоки 2 или 4 должно быть четным . Рассмотрим опоку верха 2. Ее кантование осуществлялось 5 на позициях М, Ц и Ы, т.е. нечетное число раз. Опока низа 4 кантовалась на позициях М, П, Ц, т.е. тоже нечетное число раз. Таким образом, чтобы цикл кантований опок 2 и 4 правильно замкнулся и они пришли к исходной позиции Г в рабочем поло женин, их необходимо еще раз перекантовать. Кантование опок 2 и 4 осуществляется на позиции 0 (фиг.1 известным по позиции М образом. На позиции Я опоки 2 и 4сводятСИ в один поток. На этой позиции звенья 15 и 16 цепей и 12 вытягиваются в линию в порядке обратном опи санию позиций Р и С и сводятся в од поток в порядке обратном описанию позиции И. Цикл изготовления литья в разовой песчаной форме завершилс Особенностью линии является на.личие транспортных средств, при- водимых в действие одним приводом и выполняющих за счет своих особых движений почти все осяовнае операции (за исключением формообразования и выбивки), осуществляемые в известных линиях отдельными маишнами и устройствами. Расположение привода конвейеров на стыке конца участка цепей, вытянутых в линию, и начала участка цепей, собранных гармошкой, позволяет ему приводить в движение цепи главных конвейеров, устанавливая в направляющие их звенья, складываемые гармошкой, толкая этими звеньями ряды цепей, сложенных гармошкой, вытягивая в линию звенья из направляющих рядов цепей, собранных гармошкой у транспортируя цепи с вытянутыми в линии звеньями. Для выполнения всех операций в линии не нужна система автоматики, так как все рабочие органы линии работают самостоятельно и непрерывно.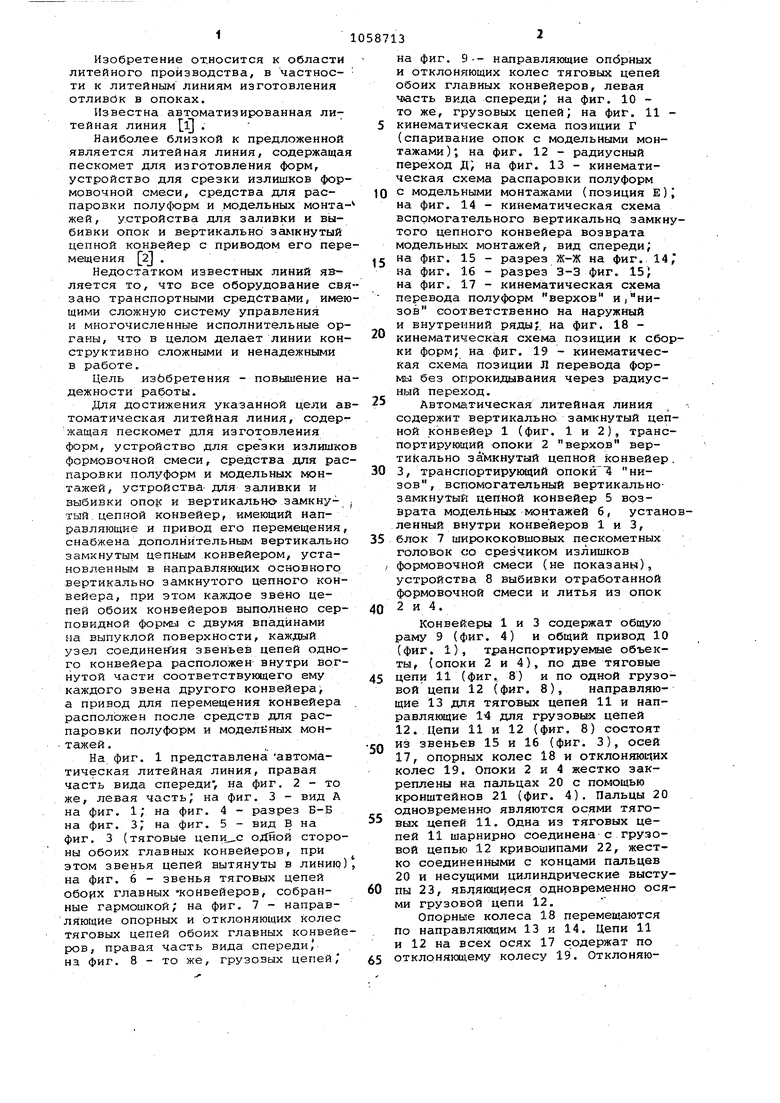


| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая формовочная линия | 1981 |
|
SU1031645A1 |
| Автоматическая формовочная линия | 1987 |
|
SU1447566A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Автоматическая линия для производства отливок по вакуум-процессу | 1978 |
|
SU766744A1 |
| Автоматическая литейная линия | 1982 |
|
SU1060308A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| Формовочный блок | 1987 |
|
SU1521520A1 |
АВТОМАТИЧЕСКАЯ ЛИТЕЙНАЯ ЛИНИЯ, содержащая пескомет для изготовления форм, устройство для срезки излишков формовочной .смеси, средства для распаровки полуформ и модельных монтажей, устройства для заливки и выбивки опок и верJ J4JJ Т f р тикально замкнутый цепной конвейер, имеющий направляющие и привод его перемещения, отличающаяся тем, что, с целью повышения надежности работы,, она снабжена дополнительным вертикальней замкнутым цепным конвейером, установленным в направляющих основного вертикально-замкнутого цепного конвейера, при этом каждое звено цепей обоих конвейеров выполнено серповидной формы и с двумя впадинами на выпуклой поверхности, каждый узел соединения звеньев цепей одного .конвейера расположен внутри вогнутой части соответствующего ему каждого звена другого конвейера, а привод для перемещения кон(Л вейера расположен после средств для распаровки полуформ и модельс: ных монтажей. сл 00 00 А 32 О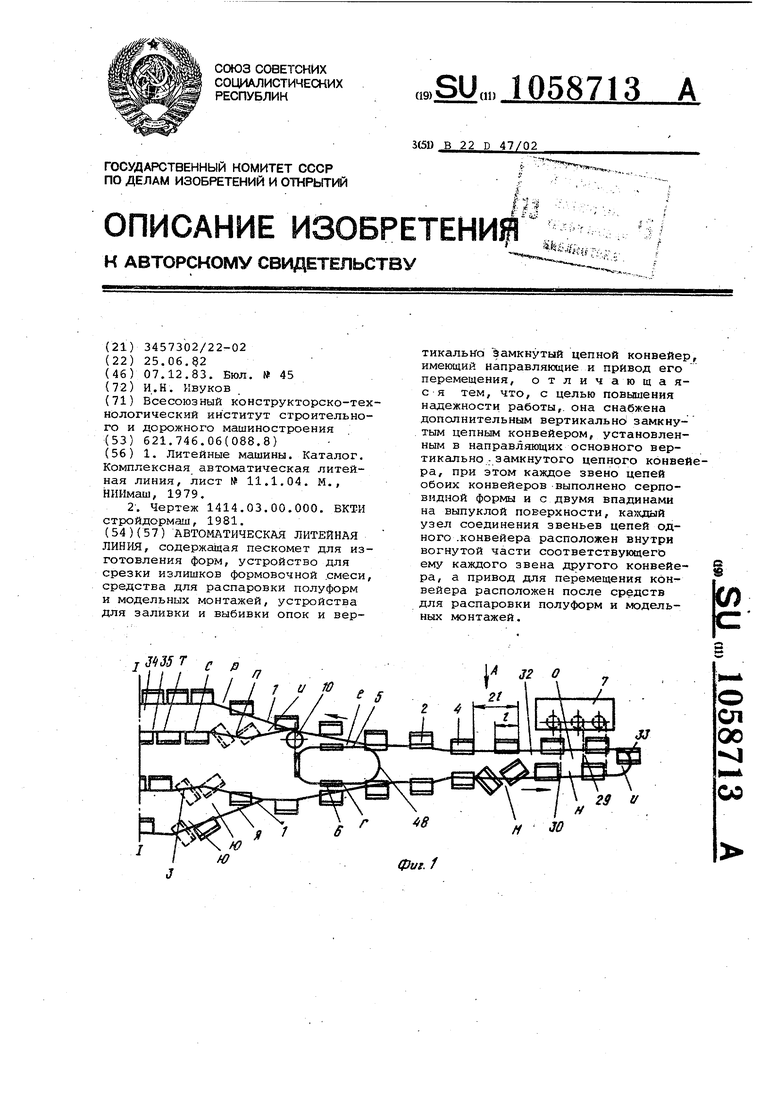
Э В фиг. 2 В
вадА 215J I . Ю Кrj,f2 Ж ff 5 Ф ц 55 f4 Ф г IS 15 фуг. 9 фl/г.fff 46 3 / 61 Г
f 42
m/
4f
фи. 15
)|9 4.1-Ф-4
u
т V
4J 3844 f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литейные машины | |||
| Каталог | |||
| Комплексная автоматическая литейная линия, лист № 11.1.04 | |||
| М., ННИмаш, 1979 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для поперечной устойчивости аэропланов | 1921 |
|
SU1414A1 |
| ВКТИ стройдормаш, 1981. | |||
