Изобретение относится к металлургии, в частности к непрерывной разливке металлов.
Известен способ измерения уровня металла в кристаллизаторе, включающий излучение и прием ультразвуковых колебаний. Прием излучения осуществляют импульсами, а принимаемые ультразвуковые колебания оценивают по их интенсивности. При этом пропускают объемный ультразвуковой сигнал нормально к поверхности слитка.
Недостатком данного способа является неудовлетворительная точность измерения положения уровня металла в кристаллизаторе, составляющая +5 мм и более. Это объясняется тем, что пучок объемной ультразвуковой волны, взаимодействующий с границей раздела сред, имеет пространственную ширину, в пределах которой положение уровня металла не может быть однозначно определено. В результате неточного определения положения уровня металла в кристаллизаторе происходит колебание уровня металла при регулировании его расхода из промежуточного ковша, что приводит к браку слитков по качеству поверхности.
Технический эффект при использовании предлагаемого способа заключается в улучшении качества непрерывно-литых слитков за счет повышения точности измерения положения уровня металла в кристаллизаторе.
Технический эффект достигают тем, что излучают и принимают ультразвуковые колебания, причем излучение осуществляют импульсами, а принимаемые ультразвуковые колебания оценивают по их интенсивности, дополнительно измеряют текущее положение кристаллизатора, ультразвуковые колебания формируют в виде поверхностной ультразвуковой волны и направляют их по поверхности одной из рабочих стенок кристаллизатора в направлении, перпендикулярном оси кристаллизатора, причем ширину излучения устанавливают в пределах 1,5-50,0 амплитуды возвратно-поступательного движения кристаллизатора и из амплитуды принимаемого ультразвукового сигнала вычитают сигнал, соответствующий текущему положению кристаллизатора.
Улучшение качества непрерывно-литых слитков будет происходить вследствие повышения точности измерения положения уровня металла в кристаллизаторе за счет направления пучка импульсов поверхностной ультразвуковой волны в поперечном к слитку направлении. В этих условиях пучок импульсов распространяется вдоль поверхности граней слитка, огибая продольные торцы рабочей стенки, что устраняет влияние на процесс измерения коробления оболочки слитка на мениске металла и локальных участков отхода оболочки слитка от поверхности рабочих стенок кристаллизатора. В этих условиях увеличивается точность весового расхода металла в кристаллизатор в зависимости от скорости вытягивания слитка, что устранит колебание уровня металла сверх допустимых значений и, как следствие, образование на поверхности слитка ужимин, поясов, заливин и т.д.
Диапазон значений ширины пучка импульсов ультразвуковой поверхностной волны в пределах 1,5-50,0 амплитуды возвратно-поступательного движения кристаллизатора объясняется необходимостью повышения надежности и точности определения положения уровня металла в кристаллизаторе в условиях регулирования расхода металла из промежуточного ковша в зависимости от скорости вытягивания слитка. При меньших значениях возможен уход уровня металла из зоны действия пучка импульсов ультразвуковой поверхностной волны и, как следствие, будет невозможно определение фактического положения уровня металла.
Большие значения устанавливать не имеет смысла, так как колебания уровня металла практически не превосходят указанные величины.
Указанный диапазон устанавливают в обратно пропорциональной зависимости от амплитуды возвратно-поступательного движения кристаллизатора. Вычитание из ослабленного сигнала, соответствующего положению кристаллизатора, объясняется необходимостью определения точного положения уровня металла в кристаллизаторе.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков предлагаемого способа с отличительными признаками известных технических решений. На основании этого делается вывод о соответствии предлагаемого технического решения критерию "изобретательский уровень".
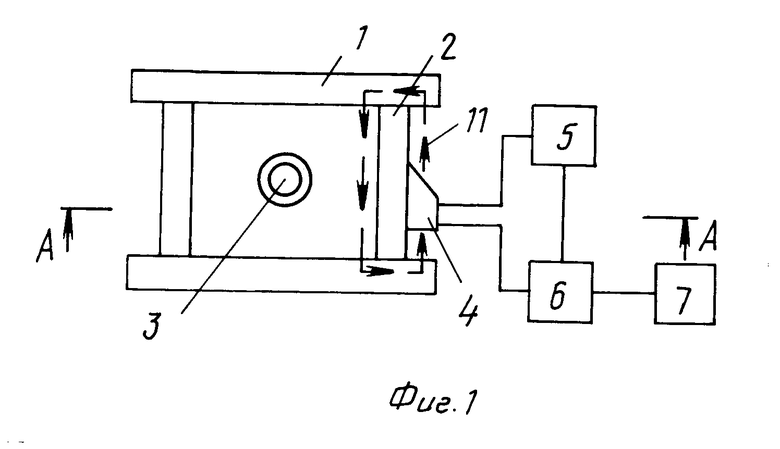
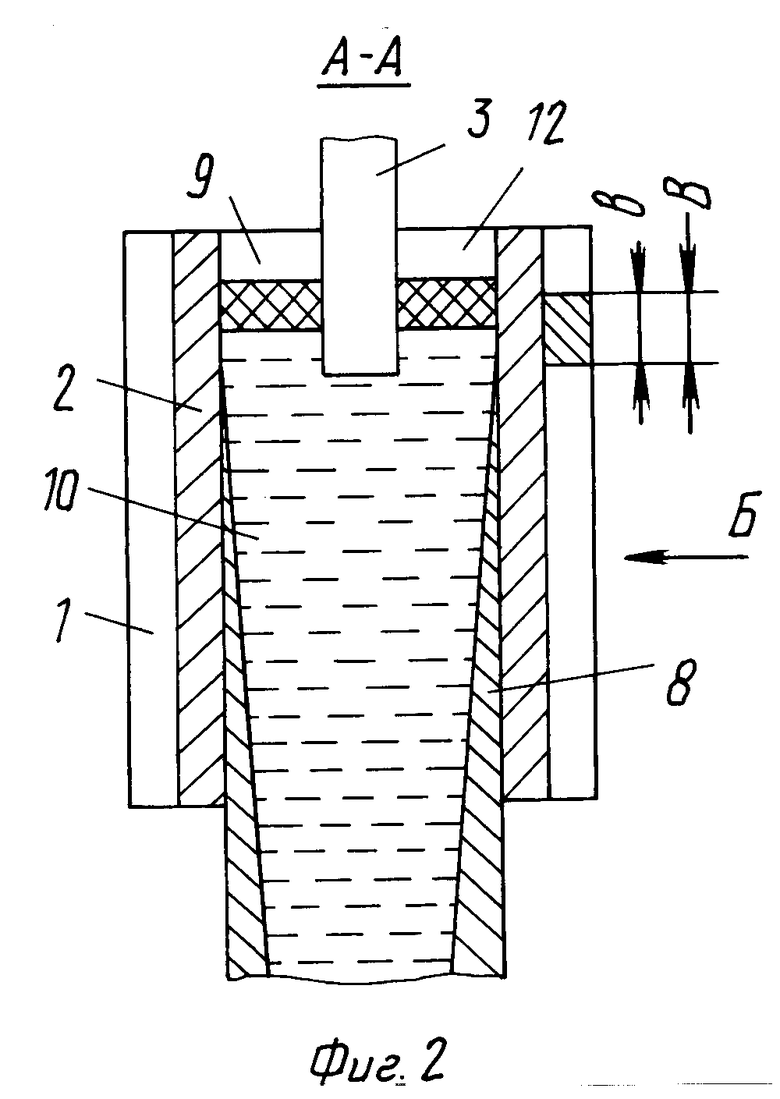
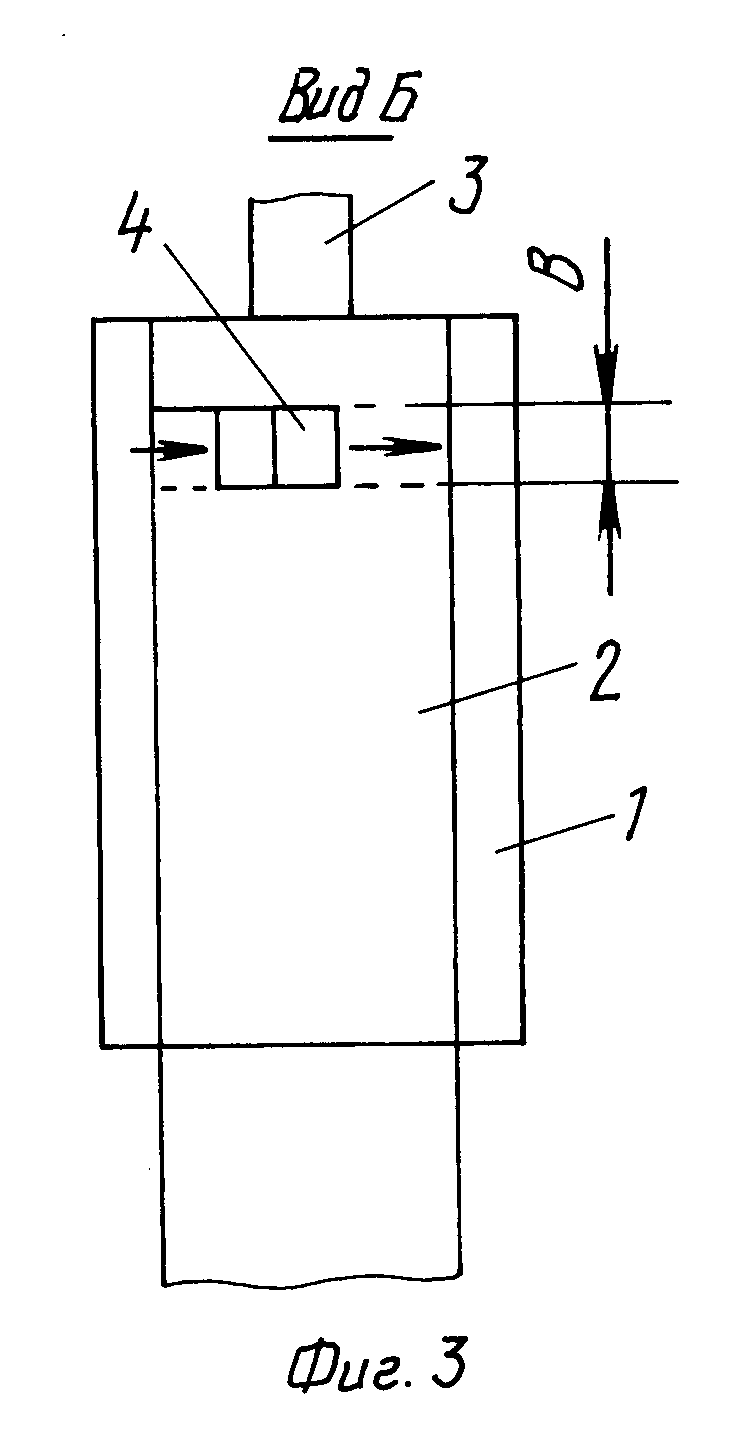
На фиг. 1 показан вариант схемы устройства для осуществления способа измерения положения уровня металла в кристаллизаторе при непрерывной разливке, продольный разрез, разрез А-А на фиг.1; на фиг.3 вид Б на фиг.Б.
Устройство для измерения положения уровня металла в кристаллизаторе состоит из рабочих стенок 1 и 2, разливочного стакана 3, излучательно-приемной головки 4, генератор 5 импульсов, блока 6 измерения временных сигналов, блока индикации 7. На фиг.2 показаны оболочка 8 слитка, уровень 9 металла, жидкий металл 10, направление (11) движения пучка импульсов поверхностных ультразвуковых волн, слой 12 шлаковой смеси, ширина В пучка импульсов, ослабленная величина В амплитуды ультразвуковой поверхностной волны.
Способ измерения положения уровня металла в кристаллизаторе при непрерывной разливке осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки металлов в рабочую полость кристаллизатора, образованную рабочими водоохлаждаемыми медными стенками 1 и 2 подают жидкий металл 10 марки 3 сп из промежуточного ковша через разливочный стакан 3 под уровень 9 металла, на который подают шлаковую смесь 12 на основе СаО-SiО2-Al2О3. Из кристаллизатора вытягивают оболочку 8 слитка с переменной скоростью. Расход металла 10 из промежуточного ковша регулируют при помощи шиберного затвора в зависимости от изменения положения уровня 9 металла при данной скорости вытягивания слитка. На внешней поверхности одной из рабочих стенок кристаллизатора 2 неподвижно смонтирована излучательно-приемная головка 4. Кристаллизатору сообщают возвратно-поступательное перемещение по синусоидальному закону.
В процессе непрерывной разливки генератор 5 ультразвуковых колебаний вырабатывает короткие электрические импульсы амплитудой 200 В с частотой заполнения 1,5 МГц, которые поступают на вход излучательно-приемной головки 4. Головка 4 возбуждает на поверхности рабочих стенок пучок импульсов поверхностной ультразвуковой волны шириной В. Импульсы поверхностной ультразвуковой волны поступают в поперечном к оболочке 8 слитка направлении 11 по периметру одной из рабочих стенок 2. Ширину пучка В импульсов ультразвуковой поверхностной волны устанавливают в пределах 1,5-50,0 амплитуды возвратно-поступательного движения кристаллизатора. По величине проходящего к головке 4 сигнала в виде величины В амплитуды пучка ультразвуковой волны определяют положение уровня 9 металла 10 в кристаллизаторе. Скорость распространения поверхностной ультразвуковой волны в меди составляет 2100 м/с.
Головка 4 преобразует приходящий сигнал поверхностной ультразвуковой волны в электрический импульс, который поступает на вход блока 6 измерения величины амплитуды ультразвуковой волны, где определяется разница величины (В-в). Полученный сигнал поступает в блок индикации 7. Далее из амплитуды ослабленного сигнала (В-в) вычитают сигнал, соответствующий текущему положению кристаллизатора.
Использование эффекта распространения поверхностной ультразвуковой волны, имеющей свойство распространяться вдоль поверхности твердых тел, огибать искривления поверхности и углы позволяет достигнуть точности измерения положения уровня металла в кристаллизаторе до значений ±0,4-0,8 мм. При этом появляется возможность определения величины перемещения кристаллизатора в процессе его возвратно-поступательного движения.
В таблице приведены примеры осуществления способа с различными технологическими параметрами.
В первом примере ширина пучка импульсов поверхностей ультразвуковой волны будет излишней. В пятом примере ширина пучка импульсов ультразвуковой волны будет недостаточной для надежного измерения положения уровня металла в кристаллизаторе в условиях колебания уровня металла. В шестом примере (прототип) невозможно измерять положение уровня металла в кристаллизаторе вследствие направления пучка импульсов ультразвуковой волны нормально к уровню поверхности жидкого металла в кристаллизаторе вдоль слитка.
В примерах 2-4 будет происходить измерение положение уровня металла в кристаллизаторе с точностью ±0,4-0,8 мм во всем диапазоне колебания уровня металла в кристаллизаторе.
В общем случае возможно направлять пучки импульсов поверхностной ультразвуковой волны как в горизонтальной плоскости перпендикулярно к продольной оси слитка, так и под углом к ней. Кроме того, возможно устанавливать излучательно-приемные головки по всем четырем граням кристаллизатора, а также устанавливать головки по несколько штук по высоте кристаллизатора.
Применение способа измерения положения уровня металла в кристаллизаторе позволяет снизить брак слитков по качеству поверхности на 3,5% за счет устранения колебания уровня металла в кристаллизаторе и точного регулирования весового расхода металла в кристаллизаторе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ УРОВНЯ МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ | 1992 |
|
RU2033891C1 |
| СПОСОБ ИЗМЕРЕНИЯ УРОВНЯ МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2014944C1 |
| СПОСОБ НАСТРОЙКИ ПОЛОЖЕНИЯ РОЛИКОВ ВДОЛЬ ТЕХНОЛОГИЧЕСКОЙ ОСИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1991 |
|
RU2014945C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015811C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015814C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015813C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015812C1 |
| СПОСОБ КОНТРОЛЯ ПОЛОЖЕНИЯ НАПРАВЛЯЮЩИХ ЭЛЕМЕНТОВ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2031756C1 |
| СПОСОБ КОНТРОЛЯ МЕХАНИЗМА КАЧАНИЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1992 |
|
RU2026138C1 |

Изобретение относится к металлургии, в частности к непрерывной разливке металлов. Технический эффект при использовании способа заключается в улучшении качества непрерывно-литых слитков за счет повышения точности измерения положения уровня металла в кристаллизаторе. Способ измерения уровня металла в кристаллизаторе включает подачу жидкого металла в кристаллизатор, вытягивание из кристаллизатора слитка с переменной скоростью, сообщение кристаллизатору возвратно-поступательного перемещения, подведение к поверхности рабочих стенок кристаллизатора пучка импульсов ультразвуковой волны, а также определение величины перемешения кристаллизатора в процессе его возвратно-поступательного движения. Пучок импульсов поверхностной ультразвуковой волны посылают в поперечном к слитку направлении по периметру одной из рабочих стенок. Ширину пучка импульсов ультразвуковой волны устанавливают в пределах 1,5 - 50,0 амплитуды возвратно-поступательного движения кристаллизатора и из амплитуды ослабленного сигнала вычитают сигнал, соответствующий текущему положению кристаллизатора. 3 ил., 1 табл.
СПОСОБ ИЗМЕРЕНИЯ УРОВНЯ МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ, включающий излучение и прием сигнала ультразвуковых колебаний, причем излучение осуществляют импульсами, а принимаемые ультразвуковые колебания оценивают по их интенсивности, отличающийся тем, что дополнительно измеряют сигнал, соответствующий текущему положению кристаллизатора, ультразвуковые колебания формируют в виде поверхностной ультразвуковой волны и направляют их по поверхности одной из рабочих стенок кристаллизатора в направлении, перпендикулярном к оси кристаллизатора, причем ширину излучения устанавливают в пределах 1,5 50,0 амплитуды возвратно-поступательного движения кристаллизатора и из амплитуды принимаемого ультразвукового сигнала вычитают сигнал, соответствующий текущему положению кристаллизатора.
| УСТРОЙСТВО для ПОГРУЖЕНИЯ СВАЙ | 0 |
|
SU372319A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
