Изобретение относится к литейному производству, в частности к литью с кристаллизацией под давлением преимущественно алюминиевых сплавов на машинах с горизонтальной камерой прессования.
Известен способ штамповки жидкого металла на машине литья под давлением с горизонтальной камерой прессования, включающий заливку жидкого металла в камеру прессования, выжимание металла прессующим поршнем в полость формы и его кристаллизацию под поршневым давлением [1]
Недостаток данного устройства заключается в незначительном заполнении объема камеры прессования (не более 50%) жидким металлом, так как полость формы и полость камеры прессования находятся на одной горизонтальной оси. По этой причине жидкий металл относительно быстро переохлаждается в камере прессования, а на зеркале металла образуются окисные плены, которые, перемешиваясь с металлом, попадают в полость формы и снижают качество отливок.
Известен способ литья с кристаллизацией под давлением на машине с горизонтальной камерой прессования, включающий заливку жидкого металла в камеру прессования через наполнительную чашу [2] Этот способ по своей технической сущности является наиболее близким к предлагаемому и выбран за прототип.
Сущность способа заключается в том, что жидкий металл через наполнительную чашу заливается в камеру прессования, ограниченную прессующим поршнем и запорным клапаном, а затем выжимается прессующим поршнем в закрытую полость формы и кристаллизуется под поршневым давлением.
Однако известный способ имеет недостатки, заключающиеся в том, что в отливках образуются газовые раковины и усадочная пористость, так как не обеспечены необходимые условия заполнения формы металлом и питания отливки при затвердевании.
Кроме того, способ не позволяет исключить противодавление газов в форме при ее заполнении металлом, что отрицательно влияет на качество отливок.
Цель изобретения повышение плотности отливок путем обеспечения ламинарного (спокойного) режима заполнения формы металлом и питания отливки при затвердевании. По предлагаемому способу появляется возможность получения качественных отливок, которые можно подвергать высокотемпературной термической обработке по режиму Т5 (Т6), поверхности отливок подвергать глубокому анодированию.
Решение данной технической задачи достигается тем, что согласно способу литья с кристаллизацией под давлением, включающему заполнению формы металлом путем заливки его в камеру прессования и выжимания металла прессующим поршнем, заполнение формы металлом осуществляют через относительно большой питатель со скоростью прессующего поршня 0,3-0,5 м/с и последующего перекрытия глубокого вентиляционного канала в верхней части формы, причем соотношение сечения камеры прессования, сечения питателя и сечения вентиляционного канала 5:2:1, что соответствует критерию изобретения "Новизна".
Сущность предлагаемого способа заключается в том, что металл, залитый в камеру прессования, выжимается при медленном движении прессующего поршня (0,3-0,5 м/с) через питатель, сечение которого равно 40% сечения камеры прессования, в полость формы, в верхней части которой выполнен вентиляционный канал с площадью сечения, равной 20% площади сечения камеры прессования, который перекрывается по мере заполнения формы металлом.
Если скорость прессующего поршня превышает 0,5 м/с, то ламинарное заполнение формы сменяется турбулентным, что приводит к образованию дополнительных окисных плен и замешиванию их и газов в жидкий металл. Движение прессующего поршня менее 0,3 м/с приводит к переохлаждению жидкого металла, потере его жидкотекучести и способности заполнить сложную форму. Вентиляционный канал, имеющий сечение менее 20% сечения камеры прессования, не исключает противодавления газов при заполнении формы металлом, что ухудшает ее заполняемость и способствует замешиванию в жидкий металл газов, находящихся в форме. Сечение вентиляционного канала более 20% сечения камеры прессования не способствует дальнейшему повышению качества отливок, но создает дополнительные проблемы для перекрытия вентиляционного канала для исключения заливки его жидким металлом. Это позволяет сделать вывод о соответствии предлагаемого способа критерию "существенные отличия".
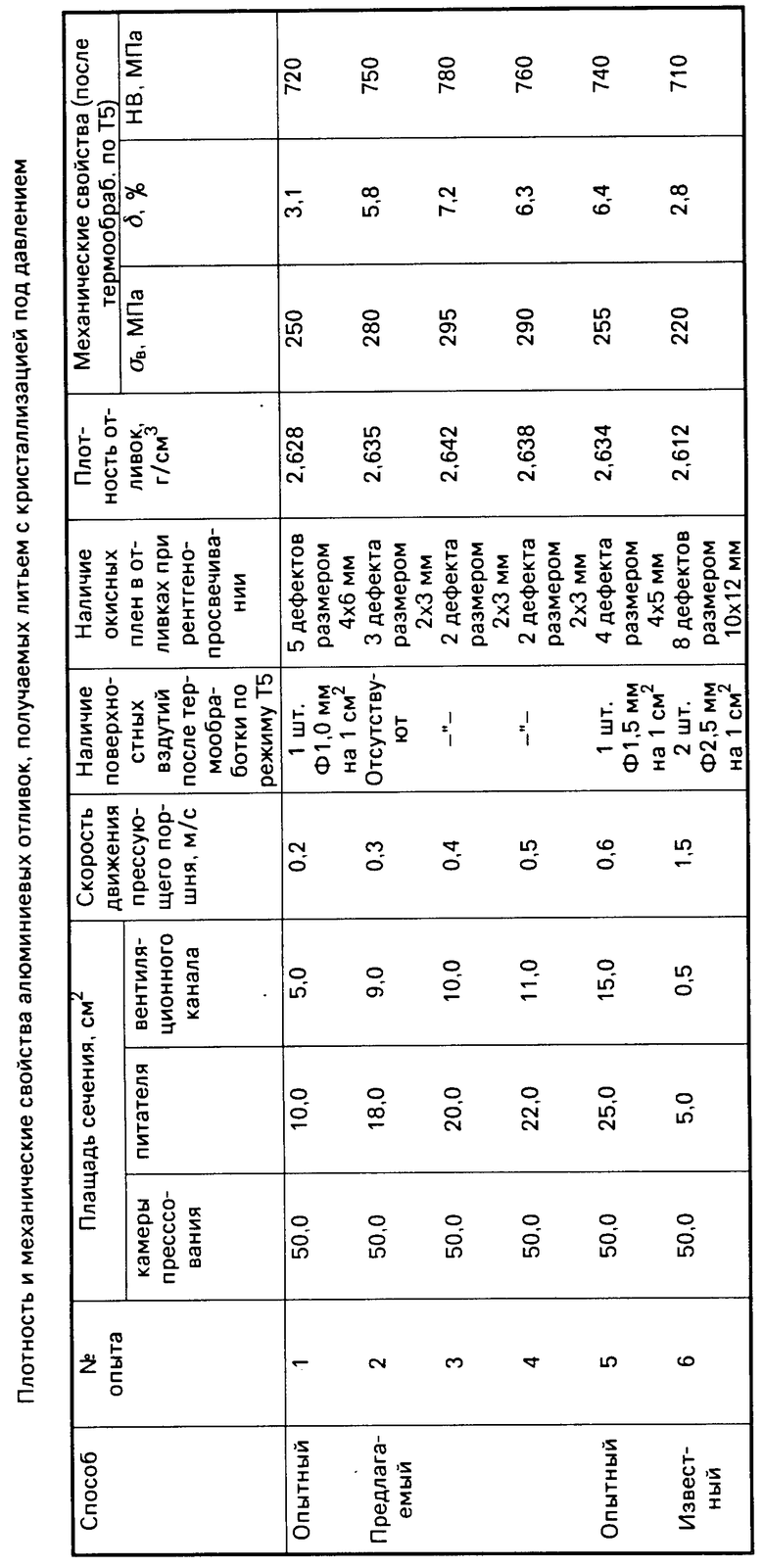
Сущность способа поясняется таблицей, в которой приведены результаты исследования плотности и механических свойств алюминиевых отливок, получаемых литьем с кристаллизацией под давлением.
На машине литья под давлением с горизонтальной камерой прессования модели CLО-630 в пресс-форме, сконструированной по предлагаемому способу, отливают из алюминиевого сплава марки АК7пч (ГОСТ 1583-89) автомобильные колеса (ВАЗ 2101-2107). Вес жидкого металла, заливаемого в камеру прессования, равен 7,8 кг, площадь сечения камеры прессования 50,0 см2 (диаметр 80 мм).
Параметры опыта 1 соответствуют опытному способу, в котором площадь сечения питателя (Fпит) и вентиляционного канала (Fв.к.), а также скорость движения прессующего поршня (Vпорш.) ниже нижнего предела параметров в предлагаемом способе.
Параметры (Fпит., Fв.к., Vпорш.) опытов 2-4 соответствуют параметрам предлагаемого способа.
Параметры (Fпит., Fв.к., Vпорш.) опыта 5 выше верхнего предела параметров предлагаемого способа.
Параметры ( Fпит., Fв.к., Vпорш.) опыта 6 соответствуют известному способу.
Алюминиевые отливки, полученные литьем с кристаллизацией под давлением, подвергают термической обработке по режиму Т5:
закалка при 530±5оС в течение 4-5 ч и охлаждение в воде;
старение при 160±5оС в течение 6-8 ч и охлаждение на воздухе.
После термообработки поверхности отливок визуально проверяют на наличие поверхностных вздутий, а также просвечивают рентгеном на наличие окисных плен и газовых раковин.
Из полученных результатов следует, что плотность отливок, изготовленных по предлагаемому способу, выше на 1,1% по сравнению с плотностью отливок, изготовленных по известному способу.
Механические свойства отливок также выше, особенно пластичность, которая выше в 2,0-2,5 раза.
Экономический эффект от внедрения предлагаемого способа литья с кристаллизацией под давлением на машинах с горизонтальной камерой прессования достигается за счет повышения коэффициента использования металла (КИМ), снижения брака отливок по газовым и усадочным дефектам, экономии алюминия и электроэнергии, значительного снижения трудоемкости в литье и в механической обработке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2173233C2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2000 |
|
RU2188742C1 |
| Способ литья под давлением | 1990 |
|
SU1787675A1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353468C2 |
| ПРЕСС-КАМЕРА ДЛЯ ПРЕСС-ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2006 |
|
RU2327545C1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМИРОВАНИЯ ПРЕСС-ФОРМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2114716C1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2252108C2 |
| ФОРМА ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ | 2000 |
|
RU2166407C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2193945C2 |
| Способ литья под давлением и устройство для его осуществления | 1982 |
|
SU1303259A1 |
Использование: литейное производство, в частности литье с кристаллизацией под давлением преимущественно алюминиевых сплавов на машинах с горизонтальной камерой прессования. Цель изобретения - повышение плотности отливок путем обеспечения ламинарного (спокойного) режима заполнения формы металлом и питания отливки при затвердевании. Сущность изобретения: заполнение формы металлом осуществляют через относительно большой питатель со скоростью движения прессующего поршня 0,3 - 0,5 м/с и с последующим перекрытием глубокого вентиляционного канала в верхней части формы, при этом соотношение сечения каиеры прессования, сечения питателя и сечения вентиляционного канала равно (4,5 - 5,5):2:1. 1 табл.
СПОСОБ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ НА МАШИНАХ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ, включающий выжимание металла из камеры прессования прессующим поршнем, заполнение металлом полости формы с одновременным удалением газов через вентиляционный канал в верхней части формы, отличающийся тем, что заполнение полости формы металлом осуществляют со скоростью движения прессующего поршня 0,3 0,5 м/с и с последующим перекрытием вентиляционного канала, при этом размеры поперечных сечений камеры прессования, питателя и вентиляционного канала выбирают из соотношения 4,5 5,5 2 1.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
