«
Изобретение относится к индукционному нагреву, в частности к устройствам для индукционной термообработки, и может быть использовано дпя
закалки длинномерных
пов ерхностной
изделий.
Цель изобретения - повьшение надежности и точности ориентации изделий при закалке и выгрузке,
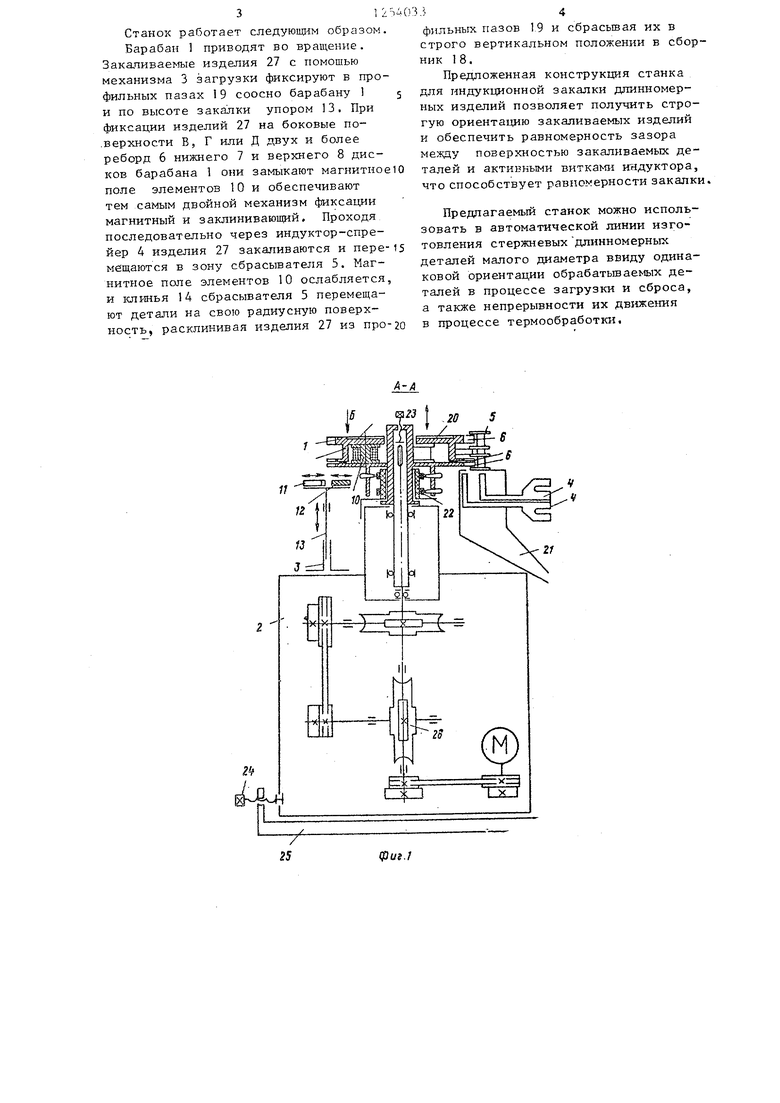
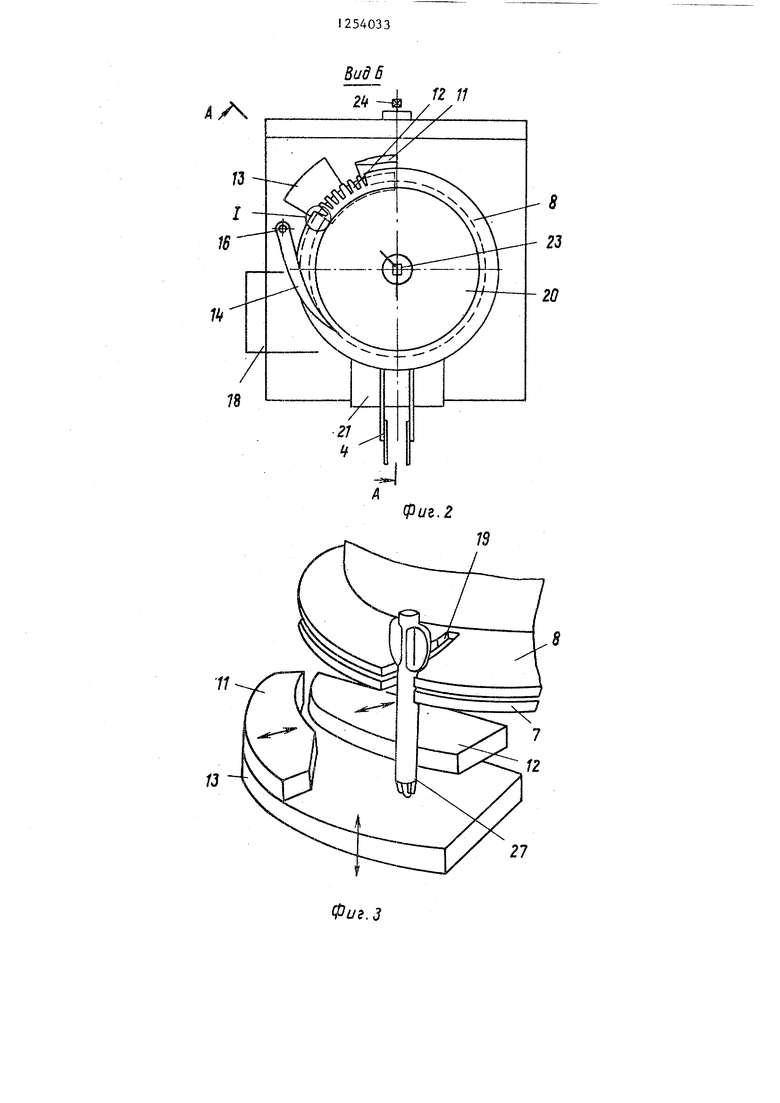
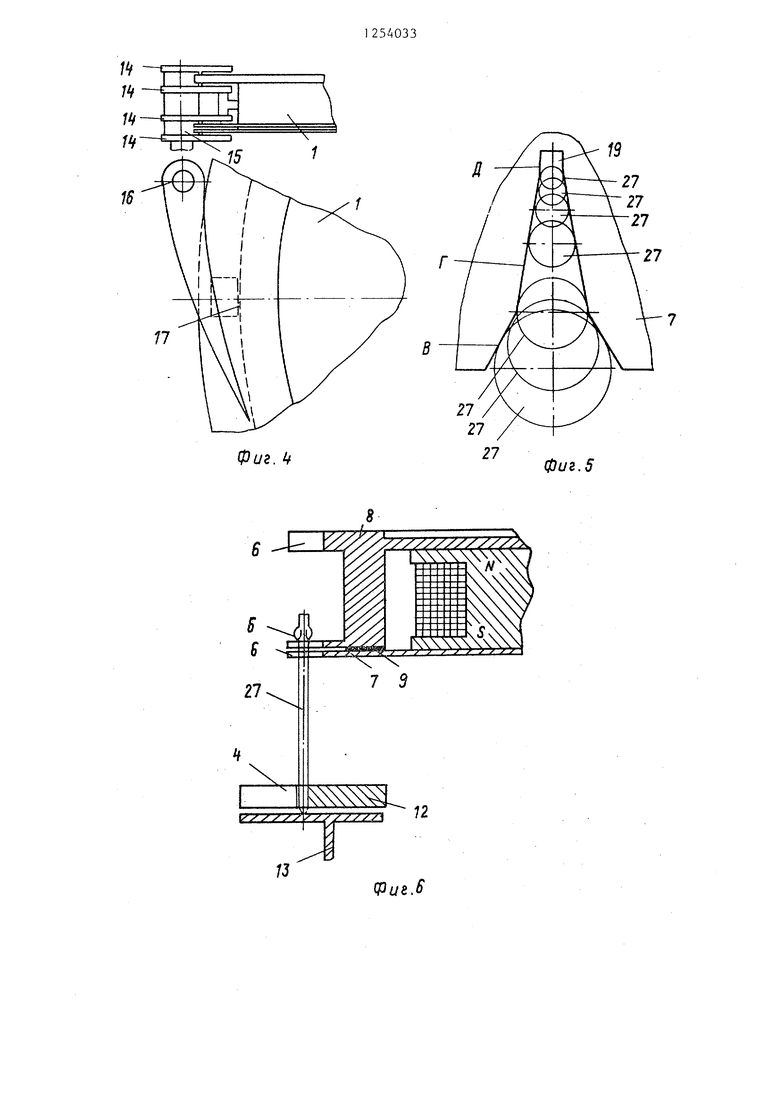
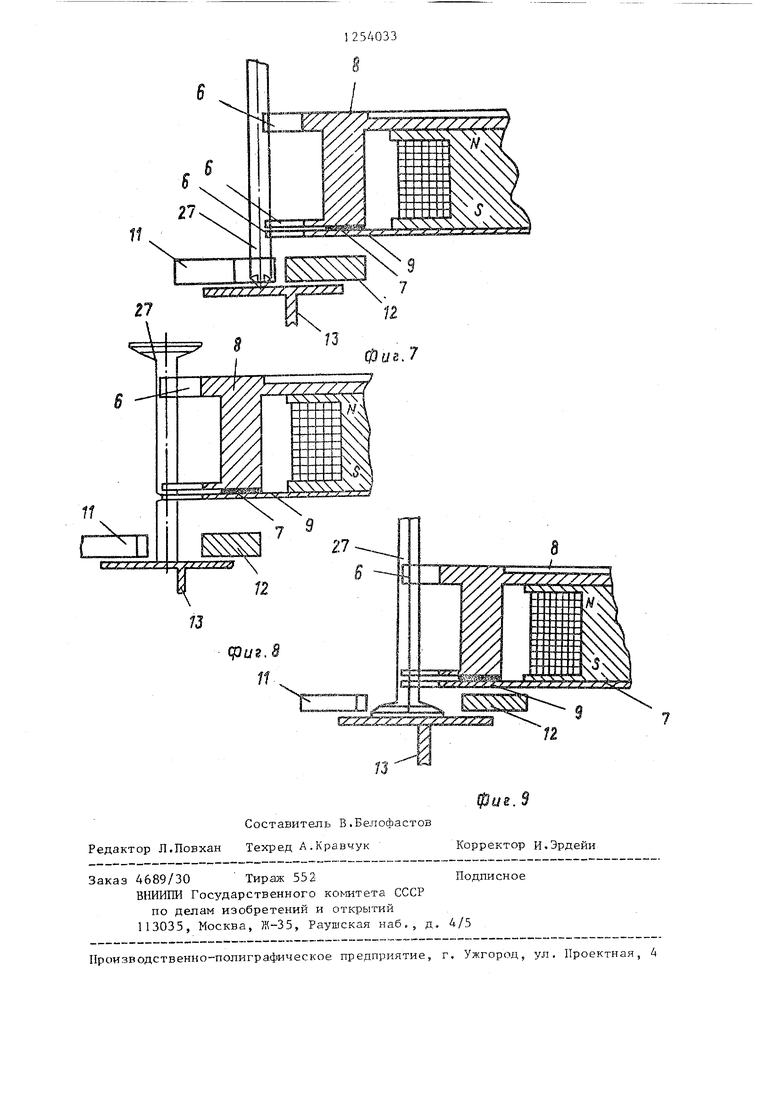
На фиг. приведен станок, общий вид (разрез А-А на фиг,2); на фиг.2 вид Б на фиг.1; на фиг.З - схема механизма загрузки; на фиг.4 - конструция сбрасьтателя ;на фиг.З - расположение ряда последовательнь(х боковых поверхностей в профильных пазах верхнего и нижнего дисков барабана; на фиг. 6-9 - примеры фиксации закаливаемых деталей.
Станок для индукционной закалки длинномерных изделий содержит барабан 1, привод 2 его вращения, механизм 3 загрузки, индуктор-спрейер 4 и сбрасьшатель 5, Барабан выполнен в виде полого цилиндра с ребордами 6, образованного нижним 7 и верхним 8 дисками, соединенными без зазора кольцевой про кладкой 9, вы- полненной из немагнитного материала например- из меди. В полости барабана концентрично расположены магнитные элементы 10, например электромагнитные катушки. Одноименные, полюса магнитных элементов беззазорно примыкают к верхнему 8 и нижнему 7 дискам, образуя незамкнутое подковообразное магнитное поле на торцовых поверхностях дисков, Механизм 3 загрузки автомата выполнен в виде. секторных направляющих 11 и 12 и упора 13. Направляв щие и упор установлены с возможностью независимого перемещения и при фиксации деталей различного диаметра и длины образуют с помощью заходной части направляющих радиусную щель, ширина кото-г рой меньше расстояния меходу активными витками индуктора-спрейера 4. Сбрасыватель 5 выполнен в виде блока серповидных клиньев 14, объединенных ступицей 15, базируется с возможностью поворота вокруг оси 16. На сбрасьгоатель установлен подвиясньй упор 17, постоянно опираюи1кйся на наружную поверхность барабана 1, и при наладочном режиме индуктора клинья 14 могут быть вьшедены из соприкосновения с барабаном. Серпо1
-к, ,
10
15
20
2540332
видные клинья 14 и подвижный упор i 7 позволяют учитывать изменение диаметра закапивае1-1ых деталей и гарантируют их ориентированное вертикальное положение при сбросе в фиксированной точке в сборник 18,
Реборды 6 дисков 7 и 8 имеют профильные пазы 19, образованные рядом последовательно расположенных под увеличивающимся к периферии барабана углом участков плоскостей В, Г,Д (фиг.З) и т.д.., обеспечивающих само- произвольньш угол заклинивания. Угол ме.жду указанными плоскостями получен аналитически.
Для более точной вертикальной ориентации деталей и исключения перекосов при .их фиксации на барабане верхний диск барабана имеет не менее двух реборд 6, что обеспечивает фиксацию деталей, например, по двум базовьгм поверхностям при отношении длины закаливаемой детали к ее общей длине, составляющем 0,8-0,83, и трем и более поверхностям при указанном выше соотношении, составляющем 0,3-0,8, Так как при.закалке деталей с соотношением 0,8-0,85 индуктор находится вблизи барабана (примыкает к плоскости нижнего диска 7), то в верхнем, диске 8 выполнено поднутрение 20 для охлаждения барабана, Индуктор-спрейер 4 и поднутрение 20 снабжены водосборником 21 ,
Магнитные элементы 10 соединены токосъемником 22 таким образом, что в зоне размещения сбрасьтателя 3 они последовательно отключаются, и величина магнитного поля составляет 0,1-0,15 первоначальной величины, т.е. не превышает остаточной магнитной индукции. Последнее обстоятельство обеспечивает облегченный съем закаленных деталей.
25
30
35
40
45
Дд1я осевого перемещения барабана 1 относ.ительно индуктора-спрейера 4 предусмотрен регулировочный винт 23,
для радиального перемещения - винт 24, установленный на станине 25 станка.
Для корреляции КПД индуктора при изменении диаметра закаливаемых деталей привод вращения 2 снабжен редуктором 26, обеспечивающим три ступени регулировки скорости вращения барабана.
3liS
Станок работает следующим образом. Барабан 1 приводят во вращение. Закаливае)ые изделия 27 с помощью механизма 3 загрузки фиксируют в профильных пазах 19 соосно барабану 1 j и по высоте закалки упором 13, При фиксации изделий 27 на боковые по- .верхности В, Г или Д двух и более реборд 6 нижнего 7 и верхнего 8 дисков барабана 1 они замыкают магнитноеЮ поле элементов 10 и обеспечивают тем самым двойной механизм фиксации магнитный и заклинивающий. Проходя последовательно через индуктор-спре- йер 4 изделия 27 закаливаются и пере-15 мещаготся в зону сбрасывателя 5. Магнитное поле элементов 10 ослабляется, и 14 сбрасывателя 5 перемещают детали на свою радиусную поверхность, расклинивая изделия 27 из про-20
334
фильных пазов 1.9 и сбрасьгоая их в строго вертикальном положении в сборник 18.
Предложенная конструкция станка для индукционной закалки длинномерных изделий позволяет получить строгую ориентацию закаливаемых изделий и обеспечить равномерность зазора между поверхностью закаливаемых деталей и активными виткаьш индуктора, что способствует равномерности закалк
Предлагаемый станок можно использовать в автоматической линии изготовления стержневых длинномерных деталей малого диаметра ввиду одинаковой ориентации обрабатьшаемых деталей в процессе загрузки и сброса, а также непрерывности их движения в процессе термообработки.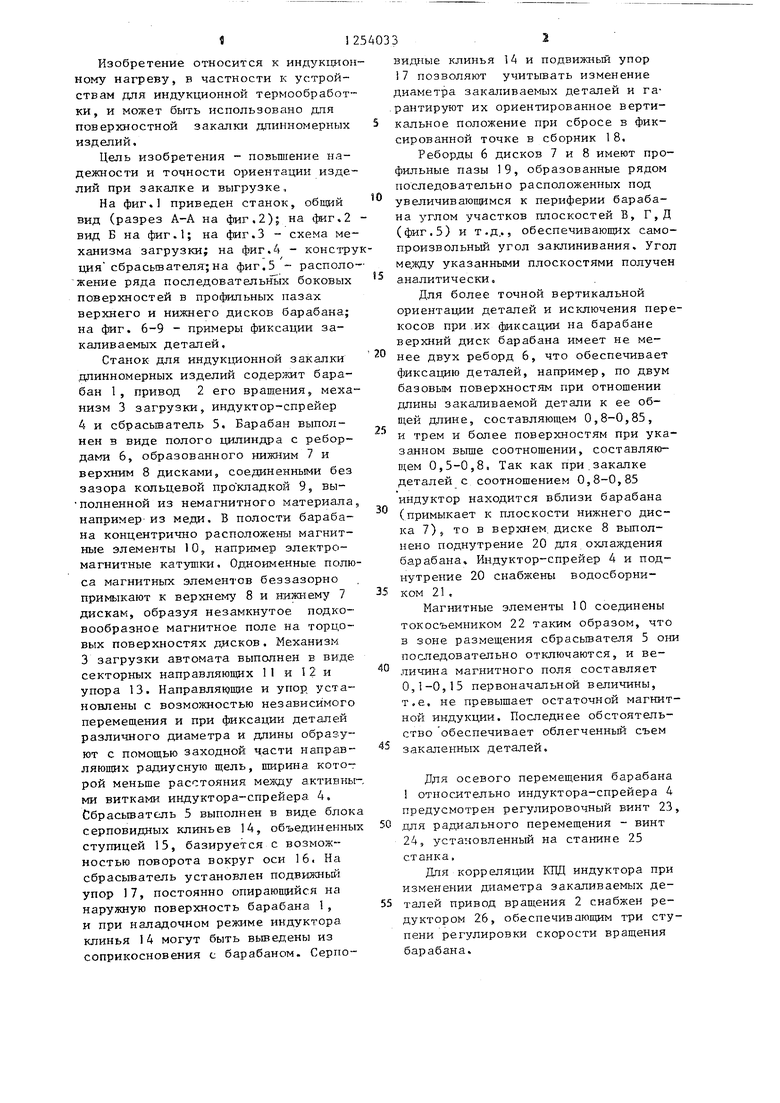
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термообработки деталей типа стержней | 1981 |
|
SU985073A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ С ИНДУКЦИОННЫМ НАГРЕВОМ | 1990 |
|
RU2024624C1 |
| Установка для термообработки изделий | 1990 |
|
SU1770385A1 |
| Станок для закалки изделий | 1977 |
|
SU655731A1 |
| Устройство для закалки деталей с нагревом токами высокой частоты Мазура В.И. | 1984 |
|
SU1196387A1 |
| Станок для термообработки длинномерных тонких деталей с постоянным сечением | 1990 |
|
SU1822426A3 |
| Установка для термической обработки изделий | 1982 |
|
SU1090730A1 |
| Установка для закалки изделий | 1984 |
|
SU1177359A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Индуктор-спрейер | 1984 |
|
SU1194895A1 |
11
/ 25
фи./
4 А.
78
фиг.2
27
Фиг. 3
Д
19
Фиг. if
27
фиг. 5
В
12
Фие.
,
i
s 11
в
.IX SSVvxV
CZ2TZ7
1
т-КежпА- т гп
TZZ
1
. 7
11
0us.7
т-КежпА- т гп пт,, if i iifT jrfi. ifJTi iirfi.
л
:
f
zzz
is
NU4
..a, T Составитель В.Белофастов Редактор Л.Повхан Техред А.КравчукКорректор И.Эрдейи
Заказ 4689/30 Тираж 552Подписное
ВНИИПИ Государственного KONMTCTa СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д„ 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул, Проектная, 4
| Автомат для закалки изделий | 1975 |
|
SU595397A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Рыскин С.Е | |||
| и др | |||
| Оборудование для индукционной термообработки | |||
| Машгиз, 1966, с | |||
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
