Изобретение относится к области термообработки металлов.
Известно устройство для закалки шестерен с нагревом током высокой частоты, содержащее закалочную головку с индуктором, магнитопроводом и фиксаторами и охлаждающее устройство.
Предложенное устройство отличается от известного тем, что магнитопровод упруго закреплен на монтажной плите закалочной головки независимо от индуктора, а охлаждающее устройство снабжено торцевыми подпружиненными спрейерами, имеющими профиль закаливаемой поверхности. Такое выполнение повышает качество закалки шестерен.
Независимое от индуктора закрепление магнитопровода позволяет автоматически поддерживать постоянным расстояние между закаливаемой деталью и башмаком магнитопровода вне зависимости от положения индуктора, что оказывает существенное влияние на распределение закаленного слоя по рабочим поверхностям и впадине. Установка торцевых подпружиненных спрейеров устраняет неравномерность закалки на торцах закаливаемой шестерни.
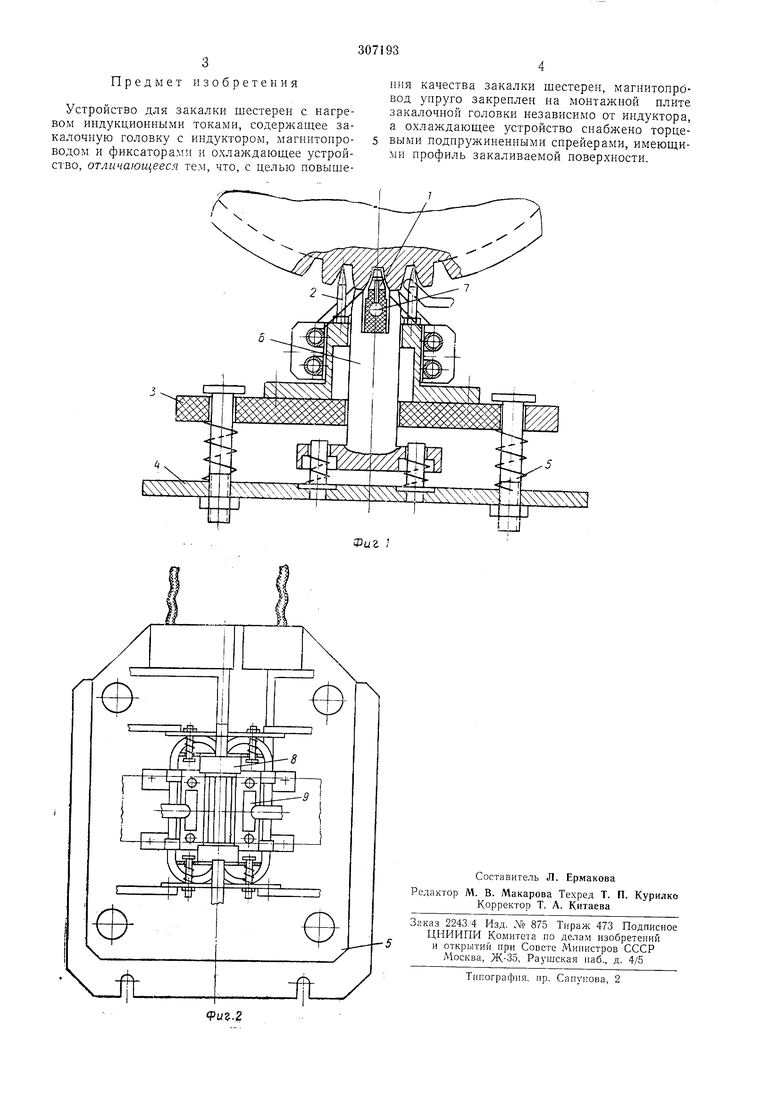
На фиг. 1 показано предложенное устройство; на фиг. 2 - торцевые подпружиненные спрейера.
Устройство содержит индуктор 1, состоящий из одного или нескольких витков, фиксатор 2, подвижную монтажную плиту 3, неподвижную станину 4, амортизатор 5, подпружиненный магнитопровод 6, воздухопровод 7, торцевый спрейер 8 и основной спрейер 9.
Работает устройство следующим образом. Положение шестерни относительно индуктора устанавливается с помощью фиксаторов 2 по соседним с закаливаемой впадиной шестерни.
Разница в высоте регулируемого фиксатора и токопровода индуктора определяет зазор между токопроводом и закаливаемой впадиной шестерни. Этот зазор сохраняется постоянным для всех впадин, так как монтажная плита подпружинена.
Для концентрации магнитого потока у закаливаемой поверхности и ослабления потока рассеивания индуктор снабжен магнитопроводом 6. Магнитопровод, жестко несвязанный с индуктором, установлен на станине 4 и подпружинен относительно нее, имея таким образом возможность независимого перемещения относительно монтажной плиты индуктора.
После индукционного нагрева поверхности впадины осуществляется ее закалка охлаждением закалочной жидкостью, подаваемой через спрейер.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
| ИНДУКТОР ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1991 |
|
RU2034045C1 |
| Способ индукционной закалки шестерен и индуктор для его осуществления | 1988 |
|
SU1640180A1 |
| Индуктор для нагрева под закалку контуров деталей | 1982 |
|
SU1029429A1 |
| Индукционная установка для непрерывно-последовательной закалки дорожек качения колец крупногабаритных подшипников | 1985 |
|
SU1281593A1 |
| СПОСОБ ИНДУКЦИОННОЙ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С ГАЛТЕЛЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2071504C1 |
| АВТОМАТ ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ С НАГРЕВОМ ИНДУКЦИОННЫМИ ТОКАМИ | 1971 |
|
SU293048A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙI | 1971 |
|
SU301362A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ТЕРМООБРАБОТКИ ДИСКОВ | 1971 |
|
SU293554A1 |
| Станок для контурной закалки шестерен | 1976 |
|
SU633915A1 |
