Изобретение относится к области термической обработки и может быть использовано при непрерывно-последовательной и дискретной индукционной закалке длинномерных валов различного назначения
Известен станок для закалки длинномерных направляющих с нагревом токами высокой частоты, содержащий закалочный контур, снабженный механизмом установки индуктора в любой плоскости относительно
закаливаемой детали, закалочный трансформатор и индуктор 1.
Отсутствие в известном станке устройства предупреждающего разбрызгивание и потери закалочной жидкости при спрейер- ной закалке, ухудшает условия эксплуатации станка и сокращает срок службы ввиду коррозии узлов и механизмов станка
Известна установка для термической обработки изделий, содержащая индуктор- спрейер и размещенный за ним полый кольvj
XJ
О СО 00
ел
цевой отсекатель закалочной жидкости, выполненный с каналами для выхода газа на внутренней кольцевой поверхности, расположенными под углом к его продольной оси
2.
Недостатком известной конструкции является значительная потеря закалочной жидкости в виде разбрызгивания последней при осевом перемещении и вращении обрабатываемой детали сквозь индуктор- спрейер и частичное рассеивание электромагнитной энергии, снижающее экологические характеристики установки.
Цель изобретения - расширение технологических возможностей и улучшение условий эксплуатации путем обеспечения локальной закалки и исключения разбрызгивания закалочной жидкости.
Поставленная цель достигается тем, что установка для термообработки изделий, содержащая индуктор-спрейер и размещенный за ним полый кольцевой отсекатель жидкости, выполненный с каналами для выхода газа на внутренней кольцевой поверхности, расположенными под углом к его продольной оси, она снабжена размещенным перед индуктором и соосно ему дополнительным разовым отсекателем и кожухом с окнами загрузки и выгрузки и сливным патрубком, при этом отсекатели закреплены на внутренних боковых стенках кожуха, закалочный узел выполнен в виде индукто- ра-спрейера. Отверстия отсекателя размещены под углом к его продольной оси, при этом отверстия одного ряда направлены противоположно отверстиям другого ряда. Каждый отсекатель выполнен с радиальными отверстиями на наружной поверхности, при этом отверстия обращены в сторону сливного патрубка.
Охватывающий индуктор-спрейер кожух предотвращает разбрызгивание и унос закалочной жидкости с одновременной утилизацией последней и возвратом ее в техно- логический процесс индукционной спрейерной закалки длинномерных изделий при непрерывно-последовательном перемещении их сквозь индуктор-спрейер и вращении с высокой угловой скоростью для обеспечения равномерного слоя закалки.
Сопоставительный анализ предложенного технического решения с прототипом показывает, что заявляемая установка для термообработки изделий отличается тем, что снабжена охватывающим индуктор- спрейер кожухом, сообщенным посредством сливного патрубка с емкостью для сбора жидкости и расположенным перед индуктором-спрейером дополнительным кольцевым отсекателем жидкости, выполненным на внутренней кольцевой поверхности, расположенным под углом к его продольной оси, при этом отсекатели жидкости соосно закреплены на внутренних боковых
стенках кожуха, а каналы для выхода газа расположены в плоскости, перпендикулярной оси отсекателей. Таким образом заявляемая установка для термообработки изделий соответствует критерию изобрете0 ния Новизна.
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки,
5 отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию Существенные отличия.
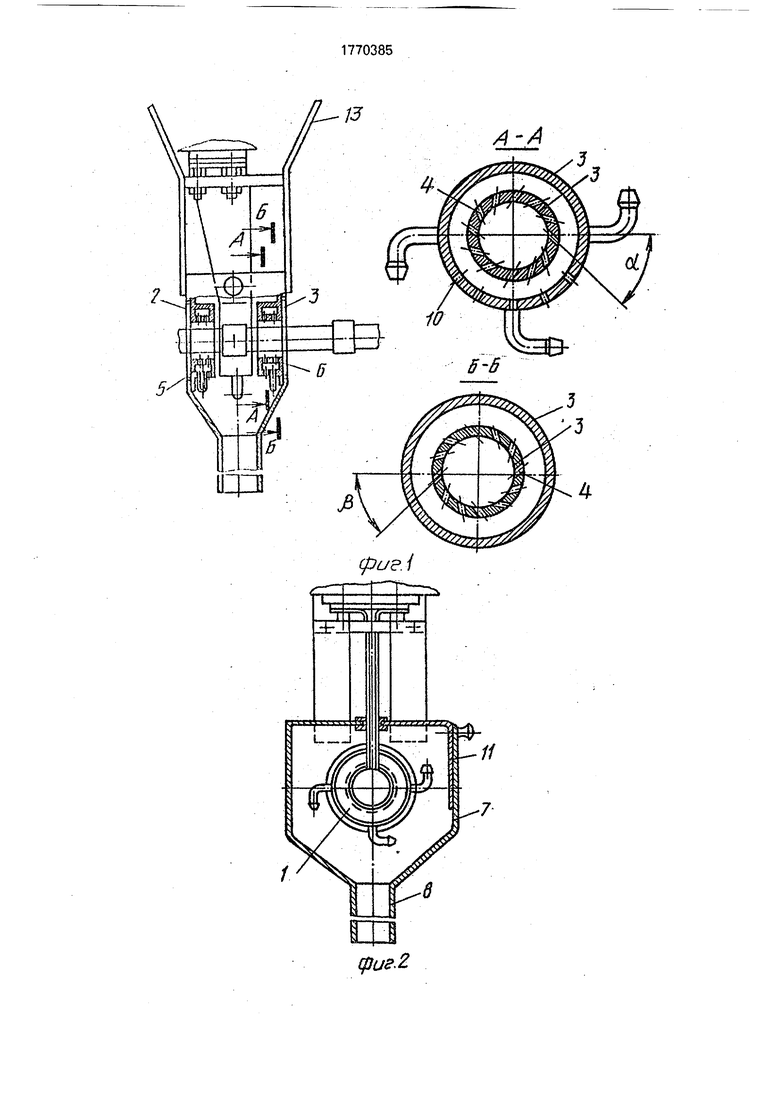
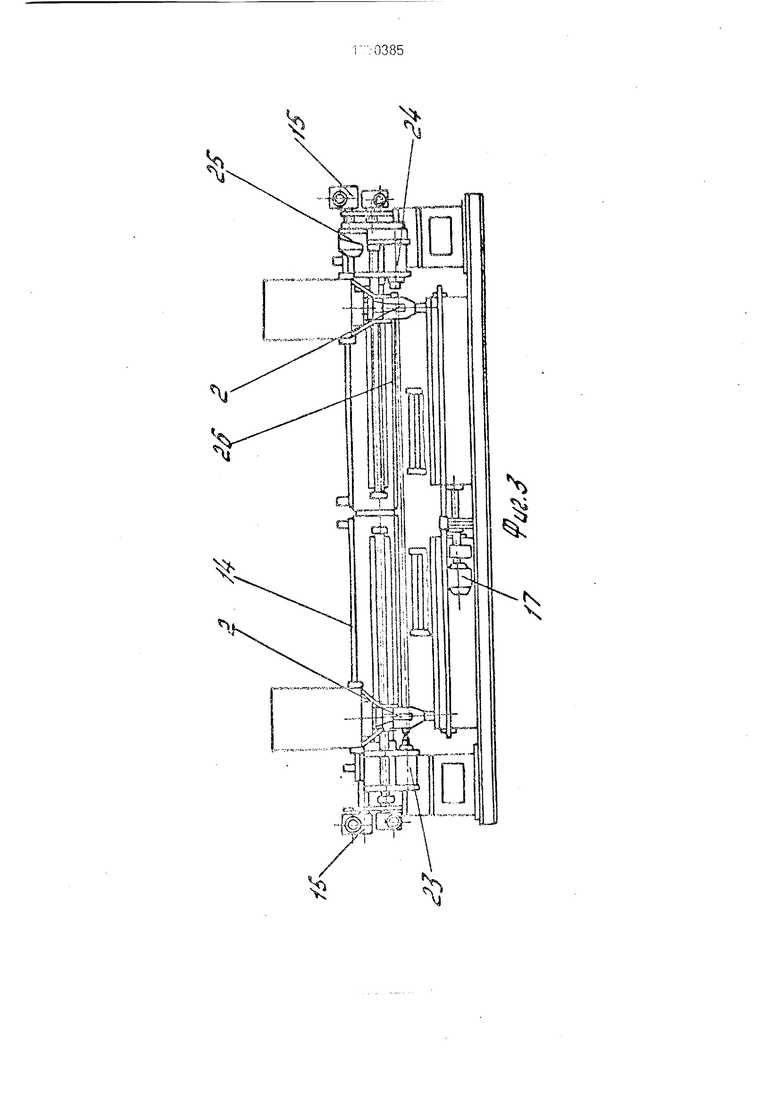
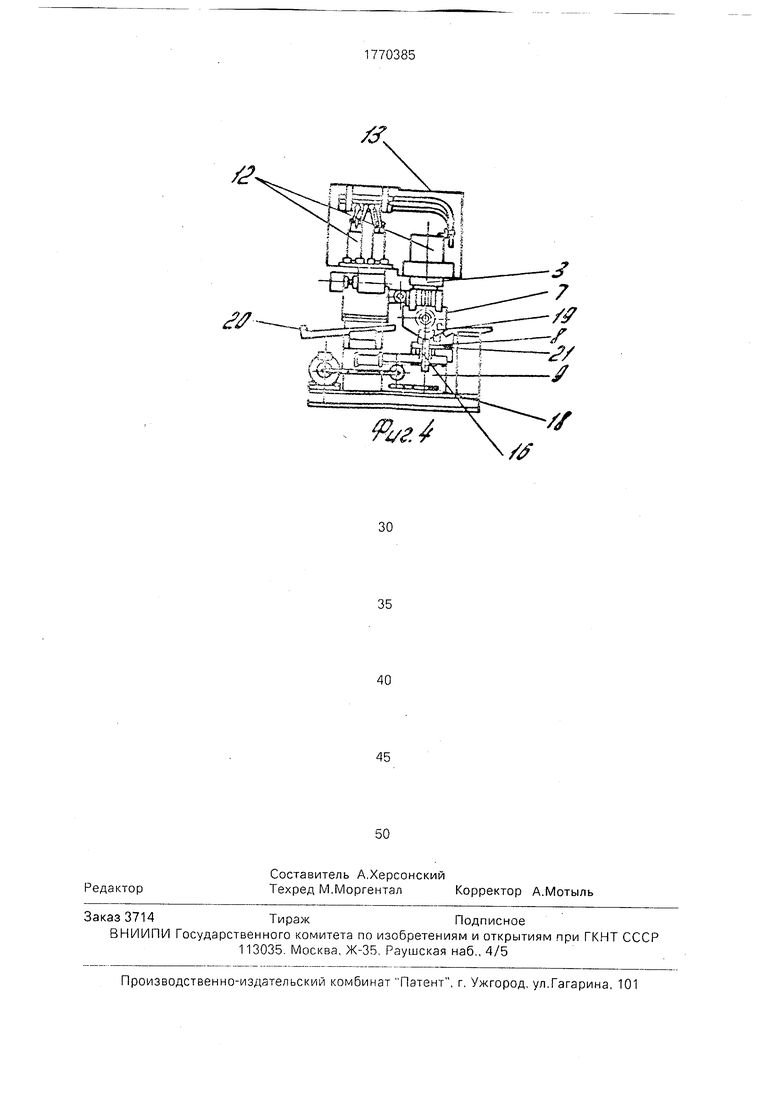
На фиг. 1 и 2 представлена предлагае0 мая конструкция установки с сечениями; на фиг. 3 и 4 монтаж установки и взаимосвязь ее с конструкцией станка для индукционной закалки длинномерных валов переменного сечения.
5Установка для термообработки изделий
содержит индуктор-спрейер 1 и размещенные по обе стороны от него идентичные полые кольцевые основной и дополнительный отсекатели жидкости 2 и 3 с выполненными
0 на внутренней кольцевой поверхности каналами для выхода газа 4, расположенными под углом к продольной оси отсекателей. Кольцевые отсекатели 2 и 3 соосно закреплены на внутренних поверхностях боковых
5 стенок 5 и 6 охватывающего индуктор- спрейер 1 кожуха 7, сообщенного посредством сливного патрубка 8 с емкостью для сбора закалочной жидкости 9. Каналы 4 для выхода газа расположены в плоскости, пер0 пендикулярной оси отсекателей 2 и 3 и расположены на внутренней кольцевой поверхности последних едва ряда, при этом каналы второго ряда обращены в сторону, противоположную каналам первого ряда, то
5 есть углы наклонов каналов в обеих рядах равны по величине (10...30°) и противоположны по направлению. В нижней части наружной кольцевой поверхности кольцевых отсекателей жидкости 2 и 3 выполнены ра0 диальные каналы 10, а обслуживание индук- тора-спрейера 1 в кожухе 7 осуществляется через съемную стенку 11.
Установка для термообработки изделий смонтирована на конденсаторно-трансфор5 маторном блоке 12 станка для индукционной закалки длинномерных валов с опорными шейками различного сечения при этом блок 12 станка охвачен заземленным кожухом 13, составляющим соответственно с кожухом 7 установки замкнутую
экранированную полость, изолирующую обслуживающий персонал от влияния высокочастотного электромагнитного поля, рассеиваемого как блоком 12, так и индук- тором-спрейером 1. Оба блока 12 установлены на опорной направляющей 14 с возможностью автономного и совместного соосного перемещения вдоль оси термооб- рабатываемого вала с помощью приводов 15, сохраняя при перемещении постоянную стыковку сливного патрубка 8 кожуха 7 с бесконечной щелью 16 емкости 9 для сбора закалочной жидкости. Емкость 9 снабжена гидростанцией 17 для подачи закалочной и охлаждающей жидкостей в блок 12 и индук- тор-спрейер 1, и радиэтором-охпадителем 18 жидкости в емкости 9. Для загоузки и выгрузки валов станокснабжен склизами 19 и 20 и кареткой 21, а для фиксации изделий соосно установке для термообработки - центрами 23 и 24, при этом центр 24 имеет привод вращения 25, а центр 23 подпружинен для компенсации, термической деформации изделия в процессе термообработки.
Установка работает следующим образом.
Обрабатываемая деталь 26 с помощью склиза 19 и каретки 21 фиксируется в центрах 23 и 24 и приводится во вращение приводом 25, а блоки 12 перемещают индуктор-спрейер 1 с кожухом 7 до щения с зоной закалки. После достижения температуры нагрева под закалку в зоне индуктора-спрейера 1, последний отключается, а в каналы 4 установки подается газ (сжатый воздух), создающий в отсекателях 2 и 3 вращающиеся в противоположных направлениях двухрядные плотные газовые завесы, препятствующие разбрызгиванию закалочной жидкости, подаваемой в значительных объемах через индуктор-спрейер на закаливаемую поверхность практически сразу после подачи газа в отсекатели 2 и 3 (задержка составляет 0,2 с). Воздушные потоки от отсекателей 2 и 3 концентрируясь з полости кожуха 7 создают дополнительный гидравлический напор, интенсифицирующий движение жидкости по патрубку 8 и вывод ее из полости кожуха 7, габариты и емкость KOioporo ограничены узлами и механизмами станка и расположением зон за- калки (опорных шеек) по длине обрабатываемого изделия. Указанный цикл повторяется у каждой из закаливаемых шеек.
По сравнению с известной конструкцией предложенная установка для термообработки изделий обладает рядом преимуществ, в том числе:
-улучшение условий эксплуатации за счет сокращения потерь охлаждающей жидкости до 94...95% (с учетом уноса закалочной жидкости на поверхности обрабатываемого изделия) и исключения потребления и подпитки закалочной жидкости от внешних источников, кроме емкости
станка;
-улучшение экологических характеристик за счет предупреждения рассеивания электромагнитной энергии;
-повышение степени компактирования конструкции и систем энергопитания и охлаждения конденсаторно-трансформатор- ного индукционного блока с одновременным снижением энергетических потерь на 5...6%;
- упрощение конструкции закалочных станков за счет аннулирования в них устройств для сбора закалочной жидкости (корыта, воронки) и повысить ее надежности путем предупреждения преждевременной
коррозии узлов и механизмов под действием разбрызгиваемой закалочной жидкости.
Формула изобретения
1.Установка для термообработки изде- лий, содержащая соосно размещенные закалочный узел в виде индуктора и спрейера и полый кольцевой газовый отсекательс параллельно размещенными на внутреннем образующей поверхности отверстиями, о тли чающаяся тем, что, с целью расширения технологических возможностей и улучшения условий эксплуатации путем обеспечения локальной закалки и исключения разбрызгивания, она снабжена размещенным перед индуктором и соосно ему дополнительным газовым отсекателем и кожухом с окнами загрузки и сливным патрубком, при этом отсекатели закреплены на внутренних боковых стенках кожуха, а закалочный узел выполнен в виде индуктора- спрейера.
2.Установка по п. 1,отличающая- с я тем, что отверстия отсекателя размещены под углом к его продольной оси, при этом
отверстия одного ряда направлены противоположно отверстиям другого ряда.
3.Установка поп. 1,отличающая- с я тем, что каждый отсекатель выполнен с радиальными отверстиями на наружной поверхности, при этом отверстия обращены в сторону сливного патрубка.
А-А
сриг.{
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для термообработки длинномерных сложных изделий | 1980 |
|
SU954445A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201460C2 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2018 |
|
RU2704951C1 |
| Установка для термической обработки изделий | 1977 |
|
SU722956A1 |
| СТВОЛ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ХОЛОДНОГО РАДИАЛЬНОГО ОБЖАТИЯ, И СПОСОБ ЕГО МЕСТНОЙ ЗАКАЛКИ | 2012 |
|
RU2498185C1 |
| Станок для закалки деталей | 1972 |
|
SU436865A1 |
| Установка для закалки | 1980 |
|
SU901299A1 |
| Установка для закалки изделий | 1982 |
|
SU1084313A1 |
| Способ непрерывно-последовательного индукционного нагрева длинномерных осесимметричных изделий переменного по длине поперечного сечения и устройство для его осуществления | 1981 |
|
SU1001513A1 |
| Станок для закалки внутренних поверхностей полых цилиндрических изделий | 1981 |
|
SU1025735A1 |
Использование: термическая обработка индукционной закалкой длинномерных валов различного назначения. Сущность изобретения: установка для термообработки изделий содержит индуктор-спрейер, размещенный за ним полый кольцевой отсека- тель жидкости, выполненный с отверстиями для выхода газа на внутренней кольцевой поверхности, расположенными под углом к его продольной оси. Установка снабжена кожухом, сообщенным посредством сливного патрубка с емкостью для сбора жидкости и расположенным перед индуктором дополнительным кольцевым отсекателем жидкости, выполненным с отверстиями на внутренней кольцевой поверхности, расположенными под углом к его продольной оси, при этом отсекатели 2, 3 жидкости соосно закреплены на внутренних боковых стенках 5 кожуха, а отверстия для выхода газа расположены в плоскости, перпендикулярной оси отсекателей. Каждый отсекатель жидкости выполнен со вторым рядом отверстий для выхода газа на внутренней поверхности, при этом отверстия второго ряда обращены в сторону, противоположную каналам первого ряда. Каждый отсекатель жидкости выполнен с радиальными отверстиями в нижней части наружной кольцевой поверхности, обращенными в сторону сливного патрубка. Установка позволяет локализовать закалку на определенном участке обра- батываемой поверхности и исключить разбрызгивание, тем самым расширить технологические возможности установки. 2 з.п. 3 ил. СО С
1
фи.2.
Ч
.
i Г-ГРМ
fi/&4
| СТАНОК ДЛЯ ЗАКАЛКИ НАПРАВЛЯЮЩИХ С НАГРЕВОМ ТВЧ | 0 |
|
SU372282A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Установка для термической обработки изделий | 1977 |
|
SU722956A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
