Изобретение относится к цветной металлургии, в частности к способам получения проволоки из иодидного циркония.
Существует серийное производство по изготовлению прутков иодидного циркония по ТУ 95.46-82, которые представляют собой стержни неправильной круглой формы диаметром 25-35 мм с крупнокристаллической серебристой поверхностью. Данные прутки отличаются высокой чистотой по примесям и служат промежуточным продуктом для изготовления проката (лист, трубы, прутки, проволока) и изделий из циркония и его сплавов.
Известен способ получения проволоки из прутка иодидного циркония, включающий выдавливание или прокатку заготовки, многопроходное волочение с промежуточным отжигом, окончательную термообработку и отделку поверхности проволоки.
Крупнокристаллическая структура и наличие несплошностей у циркония, полученного иодидным процессом, затрудняют его обработку и требуют применения промежуточных термообработок для снятия наклепа.
Поэтому выдавленные или катаные заготовки из прутков иодидного циркония волочат с обжатиями за один проход 10-15% с суммарным обжатием между отжигами до 60% Отжиг проводится в вакууме при температуре до 850оС.
Данный способ позволяет получать циркониевую проволоку диаметром менее 0,76 мм.
Недостатком известного способа является то, что он не позволяет устранить исходную структуру и несплошности, присущие иодидному цирконию, что приводит к ограничению величины обжатия за один проход, необходимости применения промежуточных отжигов и значительным колебанием свойств полученной проволоки из-за невысокого качества ее поверхности (закаты) и металла (хрупкость, несплошности). Кроме того, ограничение величины обжатия за один проход и применение промежуточных отжигов приводит к снижению производительности процесса изготовления проволоки и увеличению трудо- и энергозатрат.
Известен серийный способ получения проволоки из прутков иодидного циркония, выбранный авторами за прототип, включающий подготовку прутков, получение заготовки под холодное деформирование, многопроходное холодное деформирование с промежуточными и окончательной термообработками и отделку поверхности.
Этот способ позволяет получать циркониевую проволоку с требуемым уровнем и незначительным колебанием свойств за счет устранения крупнокристаллической структуры и несплошностей иодидного циркония путем изготовления расходуемого электрода из иодидных прутков, вакуумно-дуговой плавки слитков (двойной переплав), ковки слитков на прутки требуемого размера, их термообработки, резки кованных прутков на мерные заготовки, горячего выдавливания заготовки.
Однако недостатками этого способа получения проволоки из иодидного циркония являются низкий КИМ, значительные трудо- и энергозатраты, большое количество отходов циркония на каждой операции получения заготовок под холодное деформирование.
Предлагаемое техническое решение направлено на снижение трудо- и энергозатрат и количества отходов циркония.
В отличие от известного способа получения проволоки из иодидного циркония, включающего подготовку прутка, получение заготовки под холодное деформирование, окончательную термическую обработку и отделку поверхности, по предлагаемому способу перед холодной деформацией пруток иодидного циркония оплавляют в вакууме при остаточном давлении не более 2˙10-4 мм рт.ст. на глубину 0,01-0,6 диаметра прутка.
Сравнительный анализ предлагаемого решения с прототипом показывает, что предлагаемый способ получения проволоки отличается от известного тем, что перед холодной деформацией пруток иодидного циркония оплавляют в вакууме при остаточном давлении не более 2˙10-4 мм рт.ст. на глубину 0,01-0,6 диаметра прутка.
Таким образом, предлагаемый способ по результатам анализа уровня техники является неизвестным и соответствует критерию патентоспособности "новизна".
Сравнение предлагаемого решения с другими техническими решениями в данной области техники показало, что известен способ улучшения поверхности слитков, предварительно полученных в электронно-лучевой печи путем оплавления боковой поверхности слитков электронной бомбардировкой.
Однако оплавление прутков иодидного циркония неизвестно.
Предлагаемый способ получения проволоки не следует из уровня развития техники, позволяет получить новый положительный эффект, заключающийся в значительном повышении технологических свойств прутка иодидного циркония и, таким образом, соответствует критерию патентоспособности изобретения и "изобретательский уровень".
Оплавление иодидного прутка в вакууме на глубину до 0,6 его диаметра позволяет переработать металл прутка и устранить крупнозернистую структуру и несплошности иодидного циркония и тем самым улучшить его обрабатываемость, повысить технологические свойства.
Осуществление оплавления прутка в вакууме позволяет повысить КИМ, снизить трудо- и энергозатраты и количество отходов за счет исключения из технологии изготовления циркониевой проволоки таких трудо- и энергозатратных операций с большим количеством отходов, как изготовление расходуемого электрода из иодиодных прутков, вакуумно-дуговая плавка (двойной переплав), ковка слитков на прутки требуемого размера, их термообработка, резка кованных прутков на мерные заготовки, горячее выдавливание заготовки.
Экспериментальная проверка предлагаемого способа заключается в следующем.
Из иодидного циркония получали проволоку диаметром 0,9 мм. По прототипу из иодидных прутков изготавливали расходуемый электрод, осуществляли вакуумно-дуговую плавку (двойной переплав), ковку слитков на штанги, проводили их термообработку, разрезали кованные прутки на мерные заготовки, проводили горячее выдавливание заготовки, затем осуществляли холодную прокатку, многооперационное волочение (25 проходов), окончательный отжиг в вакууме при 520оС в течение 2-3 ч и отделку поверхности.
По предлагаемому способу боковую поверхность прутка иодидного циркония подвергали оплавлению в вакууме электронным лучом. Глубину оплавления прутка изменяли в пределах 0,005, 0,01, 0,3, 0,6, 0,7 его диаметра. Остаточное давление в рабочей камере устанавливали равным 5 ˙10-4, 2˙10-4, 1˙10-4 мм рт. ст.
Затем оплавленный пруток подвергали многооперационному волочению (22 прохода) с целью получения циркониевой проволоки диаметром 0,9 мм. Полученную проволоку отжигали в вакууме при 520оС в течение 2-3 ч и осуществляли отделку поверхности. Из проволоки, полученной по прототипу и предлагаемому способу были изготовлены образцы и определены механические свойства. Установлено, что механические свойства у циркониевой проволоки по прототипу и предлагаемому находятся на одном уровне.
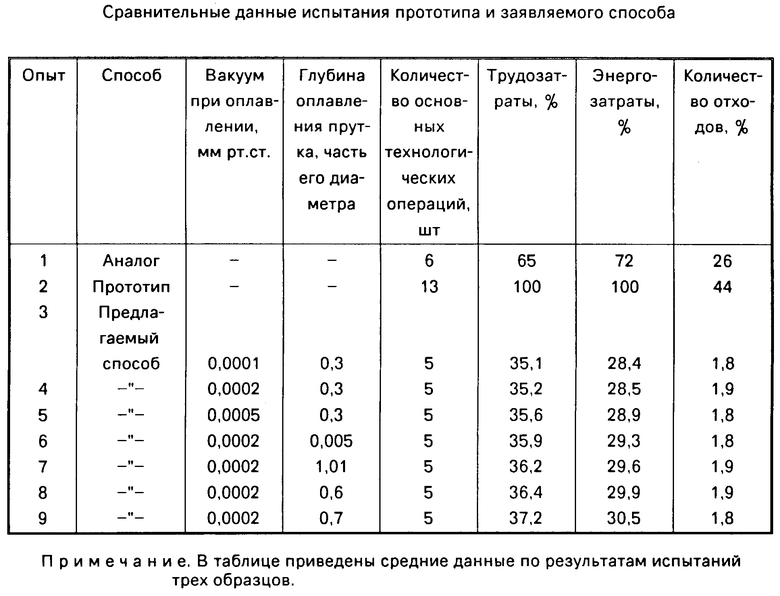
В процессе выполнения данной работы фиксировали энерго- и трудозатраты, КИМ и количество отходов. Результаты испытаний приведены в таблице.
Анализ результатов, приведенных в таблице, показывает, что предлагаемый способ получения проволоки отличается от аналога и прототипа более низкими трудозатратами (35,1-36,4% вместо 100% по прототипу), более низкими энергозатратами (28,5-29,9% вместо 100% по прототипу), значительно меньшим количеством отходов (1,8-1,9% вместо 44% по прототипу).
Оптимальная глубина оплавления прутка составляет 0,01-0,6 его диаметра (опыты NN 4-5, 7-8).
Уменьшение глубины оплавления прутка менее 0,01 его диаметра (опыт N 6) не позволяет устранить несплошности в прутке и проволоке, что приводит к снижению технологичности материала.
Увеличение глубины оплавления прутка более 0,6 его диаметра (опыт N 9) приводит к значительному увеличению трудо- и энергозатрат без существенного изменения механических свойств проволоки.
Оптимальная величина остаточного давления в рабочей камере оплавления составляет 2˙10-4 мм рт.ст. (опыт N 4, 7, 8).
Проведение процесса оплавления прутка иодидного циркония в вакууме худшего качества (опыт N 5) приводит к насыщению материала прутка газовыми примесями, снижающими технологические свойства материала.
Предлагаемый способ получения проволоки из прутка иодидного циркония опробован в производственных условиях при выпуске опытной партии проволоки диаметром 0,9 мм для вязания цепочек.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕДЕЛЬНЫХ ЗАГОТОВОК ИЗ МЕТАЛЛА ПОДГРУППЫ ТИТАНА И СПЛАВОВ НА ЕГО ОСНОВЕ | 1996 |
|
RU2107585C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2110600C1 |
| Способ получения прутков из сверхупругих сплавов системы титан-цирконий-ниобий | 2018 |
|
RU2692003C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИРКОНИЯ ИЛИ ГАФНИЯ ВЫСОКОЙ ЧИСТОТЫ | 1993 |
|
RU2048558C1 |
| Способ получения проволоки из сплава титан-ниобий-тантал-цирконий с эффектом памяти формы | 2017 |
|
RU2656626C1 |
| СПОСОБ ОБРАБОТКИ ЦИРКОНИЯ | 1991 |
|
RU2021537C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКА ИЗ СПЛАВОВ СИСТЕМЫ ТИТАН-НИКЕЛЬ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2023 |
|
RU2828806C1 |
| Способ изготовления прутков и проволоки из гафния | 2020 |
|
RU2742176C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВОК ИЗ ХИМИЧЕСКИ АКТИВНЫХ ТУГОПЛАВКИХ МЕТАЛЛОВ IV И V ГРУПП ИЛИ СПЛАВОВ НА ИХ ОСНОВЕ ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2010 |
|
RU2457276C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ЗАГОТОВОК ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2003 |
|
RU2240188C1 |
Сущность изобретения: способ получения проволоки из прутка иодидного циркония включает подготовку прутка, оплавление прутка иодидного циркония в вакууме при остаточном давлении не более 2·10-4 на глубину 0,01-0,6 диаметра прутка, многопроходное холодное деформирование, окончательную термическую обработку и отделку поверхности. 1 табл.
СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ ИЗ ПРУТКА ИОДИДНОГО ЦИРКОНИЯ, включающий подготовку прутка, получение заготовки под холодное деформирование, многопроходное холодное деформирование, окончательную термическую обработку и отделку поверхности, отличающийся тем, что перед холодной деформацией пруток иодидного циркония оплавляют в вакууме при остаточном давлении не более 2 · 10-4 мм рт.ст. на глубину 0,01 0,6 диаметра прутка.
| Займовский А.С., Никулина А.В | |||
| и Решенников Н.Г | |||
| Циркониевые сплавы в атомной промышленности | |||
| М.: Энергоиздат, 1981, с.53-54. |
