Изобретение относится к устройствам для термической обработки деталей, преимущественно плашек из быстрорежущих сталей, и может быть использовано в металлургической промышленности.
Известна печь с контролируемой атмосферой для непрерывной термической обработки металлических изделий. Печь включает футерованную камеру нагрева с контролируемой атмосферой и узел охлаждения, содержащий камеру охлаждения, механизмы загрузки и выгрузки камеры охлаждения с системой подачи и отвода от печи обрабатываемых деталей. Для охлаждения металлических изделий используются циркулирующие инертные газы.
Недостаток этого решения конструктивная сложность камеры охлаждения и необходимость использования дефицитного материала в качестве охлаждающего агента.
Также известна установка для термической обработки деталей, содержащая герметичный корпус со средствами его вакуумирования, камеру нагрева, охлаждающий узел и приемный бункер [2]
Использование в качестве охлаждающей среды при закалке легированных сталей специального очищенного мине- рального масла, несмотря на присущие ему недостатки (пожароопасность, дефицитность, высокую стоимость, недостаточно высокую охлаждающую способность в интервале температур 500-600оС) вызывает ряд трудностей при эксплуатации печи: изыскание дефицитного охладителя в большом количестве, вероятность загрязнения вакуумной системы парами охладителя, расход времени на перемещение деталей из камеры нагрева в камеру охлаждения.
Задачей, на решение которой направлено заявляемое решение, является обеспечение возможности охлаждения нагретых заготовок (плашек) в процессе их закалки, без применения специальных расходунмых охлаждающих агентов) и, тем самым упрощения технологического процесса закалки плашек из быстрорежущей стали (при снижении габаритов охлаждающего узла и упрощении его конструкции.
Поставленная задача решается тем, что установка для термической обработки деталей, содержащая герметичный корпус со средствами его вакуумирования, камеру нагрева, охлаждающий узел, и приемный бункер, отличаетcя тем, что охлаждающий узел выполнен в виде цилиндрической чаши из высокотеплопроводного материала, например меди, размещенной под выпускным отверстием камеры нагрева и снабженной виброприводом, при этом на внутренних поверхностях чаши закреплена спиральная направляющая, приемный участок которой размещен на уровне дна чаши, а выпускной участок размещен не ниже верхних кромок чаши и выступает за ее пределы.
Кроме того, установка для термической обработки деталей отличается тем, что чаша снабжена системой водяного охлаждения, содержащей каналы, выполненные из высокотеплопроводного материала, например меди, стенки которых контактируют, по крайней мере со спиральными направляющими чаши, при этом каналы подключены посредством гибких трубопроводов, выполненных из термостойкого материала, к источнику охлаждающей воды размещенному вне герметичного корпуса установки.
Сопоставительный анализ с известными аналогами и прототипом показывает, что заявленное решение соответствует критерию "новизна".
Признаки, изложенные в отличительной части формулы, решают следующие функциональные задачи.
Признак ".охлаждающий узел выполнен в виде чаши. из высокотеплопроводного материала, например меди." обеспечивает возможность охлаждения нагретых заготовок в процессе их закалки без применения специальных охлаждающих агентов.
Признаки второго пункта формулы изобретения усиливают воздействие вышеупомянутого признака и направлены на ускорение процесса охлаждения.
Признаки"на внутренних поверхностях чаши закреплена спиральная направляющая, приемный участок которой размещен на уровне дна чаши, а выпускной участок размещен не ниже верхних кромок чаши и выступает за ее пределы" направлены на упрощение конструкции и на снижение габаритов охлаждающего узла.
Признак "охлаждающий узел снабжен виброприводом." позволяет двигаться обрабатываемым деталям с определенной скоростью с учетом времени выдержки при необходимой температуре закалки.
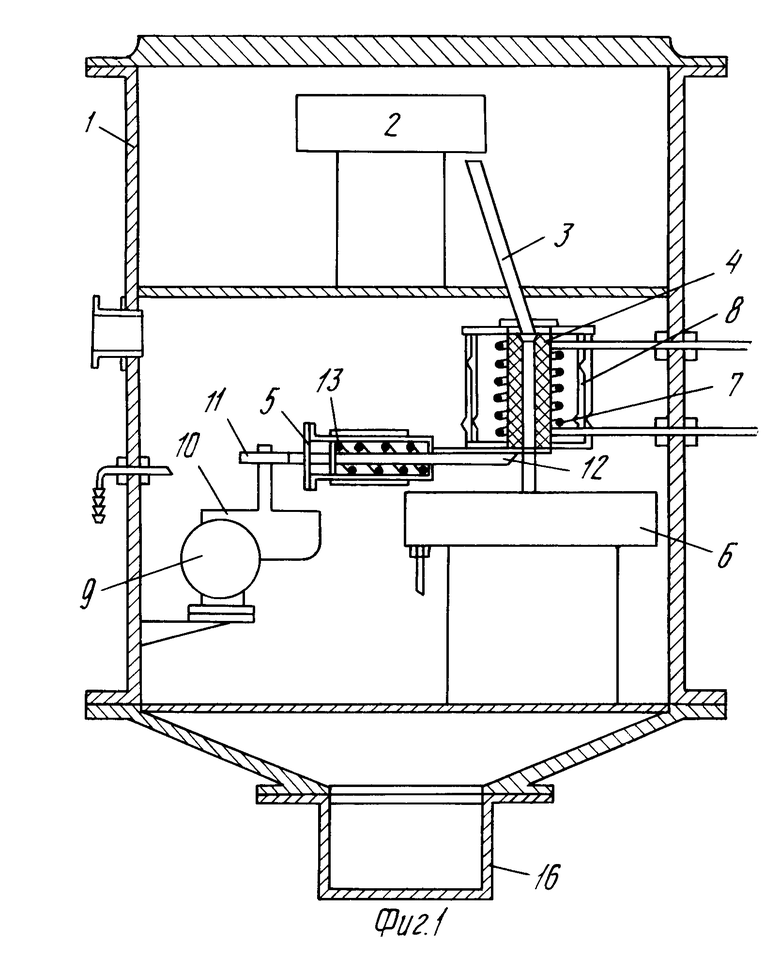
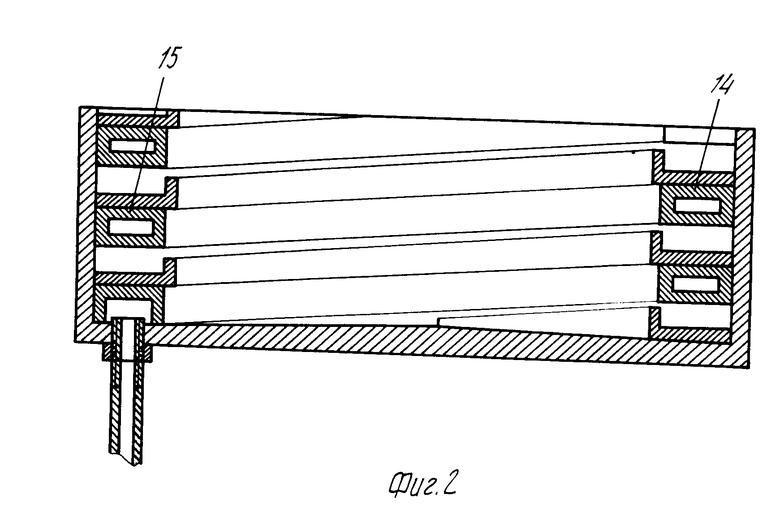
Заявленная установка для термической обработки деталей схематически изображена на фиг. 1; на фиг. 2 охлаждающий узел (фрагмент).
Установка состоит из герметичного корпуса 1, в котором смонтированы вибробункер загрузки 2, лоток 3, камера нагрева 4, механизм выгрузки 5 и охлажлаждающий узел 6. На чертеже показан также водоохлаждающий медный поддон 16.
Вибробункер загрузки 2 представляет собой цилиндрическую полость, снабженную виброприводом. На внутренней поверхности загрузочной полости расположены спиралеобразные направляющие, по которым детали поднимаются вверх. Например, может использоваться вибробункер ВБ 3151, выпускаемый предприятием "Кристалл" (Армения).
Камера нагрева 4 служит для ведения технологического процесса и снабжена нагревателями 7, обеспечивающими нагрев деталей до закалочной температуры. Для предотвращения распространения тепла по всему объему печи рабочая зона камеры отделена экранами 8. Детали в камере нагрева движутся по направляющим, выполненным с учетом размеров и формы детали.
Механизм выгрузки 5 состоит из электродвигателя 9 с редуктором 10, эксцентрика 11, тяги 12 с заслонкой и пружины 13 в кожухе. В нормальном положении тяга 12 отжата пружиной 13 в крайнее левое положение. При работе электродвигателя 9 вращение через редуктор 10 передается эксцентрику 11. При повороте эксцентрика 11 тяга 12 перемещается вправо и открывает отверстие для сброса детали.
Охлаждающий узел 6 служит в качестве приемного поддона для нагретых деталей и для их первичного охлаждения до температуры, обеспечивающей закалку. Выполненный из высокотеплопроводного материала, например меди, он позволяет охлаждать нагретые детали без применения специальных охлаждающих агентов. Узел 6 представляет собой чашу цилиндрической формы, которая снабжена системой водяного охлаждения, выполненной в виде спирального канала 14 прямоугольного сечения и расположенной на внутренней боковой поверхности цилиндрической чаши по всей высоте ее образующей с небольшим наклоном. Верхняя стенка водяного канала 14 образует направляющие 15, которые служат для подъема деталей. Входное и выходное отверстия спирального водяного канала 14 подключены к источнику холодной воды, который размещен вне корпуса 1 (на чертеже не показан).
Установка работает следующим образом.
Детали для закалки загружают в вибробункер 2. Проводят вакуумирование объема камеры нагрева 4, после чего включают нагреватели 7 и производят разогрев камеры 4 до рабочей температуры. При достижении требуемых глубины вакуума и температуры закалки включают вибропривод. Детали, находящиеся на дне вибробункера 2, под действием вибрации движутся по спиралеобразным направляющим вверх и по лотку 3 поступают в камеру 4. В камере нагрева 4 детали движутся по направляющим, выполненным с учетом размеров и формы деталей. По этим направляющим детали движутся с определенной скоростью с учетом необходимого времени выдержки при температуре закалки. После выдержки в камере нагрева детали при помощи механизма выгрузки 5 попадают в охлаждающий узел 6. Включают вибратор охлаждающего узла 6. Под действием вибрации деталь двигается по спиральным направляющим 15 со скоростью, определяемой интенсивностью работы вибропривода. При этом детали охлаждаются до температуры, требуемой режимом закалки, после чего они попадают в водоохлаждаемый медный поддон 16, где охлаждаются до температуры окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ ДВУХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2323808C2 |
| ТЕРМОКОМПРЕССИОННОЕ УСТРОЙСТВО | 2009 |
|
RU2396482C1 |
| Устройство для ориентированной поштучной выдачи ферромагнитных деталей | 1974 |
|
SU503660A1 |
| УСТРОЙСТВО для ЗАКАЛКИ ИЗДЕЛИЙ | 1973 |
|
SU379640A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ ДЕТАЛИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2167739C1 |
| ПЕРЕДВИЖНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2011 |
|
RU2579859C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОВЕДЕНИЯ ПРОЦЕССА СТРУКТУРНОГО ПРЕВРАЩЕНИЯ В МАТЕРИАЛЕ ЗАГОТОВОК СУХИМ МЕТОДОМ | 2006 |
|
RU2436845C2 |
| Способ закалки быстрорежущей стали | 1990 |
|
SU1788045A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ И НАКОПЛЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2011504C1 |
| Устройство для ориентации | 1981 |
|
SU1038180A1 |
Изобретение относится к устройствам для термической обработки деталей, преимущественно плашек из быстрорежущих сталей. Установка содержит гермокорпус, камеру нагрева и охлаждающий узел ОУ. ОУ служит в качестве приемного поддона для нагретых деталей и для их первичного охлаждения до температуры, обеспечивающей закалку. ОУ представляет собой чашу цилиндрической формы с системой водяного охлаждения в виде спирального канала прямоугольного сечения, расположенной на внутренней боковой поверхности цилиндрической чаши по всей высоте ее образующей с небольшим наклоном. Верхняя стенка водяного канала образует направляющие, которые служат для подъема деталей. Входное и выходное отверстия спирального водяного канала подключены к источнику холодной воды, который размещен вне корпуса. Установка позволяет охлаждать нагретые заготовки без применения специальных охлаждающих агентов при снижении габаритов охлаждающего узла и упрощении его конструкции. 1 з.п. ф-лы, 2 ил.
| Установка для термической и химико-термической обработки деталей в вакууме | 1983 |
|
SU1200104A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
