Настоящее изобретение относится к литейному производству, а более точно касается способа изготовления направленной кристаллизацией детали с монокристаллической структурой и устройства для его осуществления.
Данное изобретение может быть использовано, в частности, в производстве литых деталей газотурбинных двигателей и газотурбинных установок, например рабочих лопаток.
Направленной кристаллизацией изготавливаются сейчас и могут изготавливаться в будущем литые детали ответственного назначения, эксплуатирующиеся при высоких температурах, статических и переменных механических и термических напряжениях. Примерами таких деталей являются рабочие и направляющие лопатки. В зависимости от условий реализации способа литые детали могут быть сформированы в виде монокристалла или могут быть образованы из сориентированных в одном направлении столбчатых кристаллов. Направленной кристаллизацией могут быть получены при различных условиях реализации способа литые детали со столбчатой структурой, монокристаллической структурой, комбинацией этих структур. Различия в условиях реализации имеют следствием и разный уровень дефектности в материале деталей: объемной микропористости величиной от ~1,0 до ~0,01% и наличием или отсутствием зон с дефектами кристаллической решетки в виде цепочек и соосно ориентированных зон ("веснушки").
Качество структуры и уровень дефектности детали, полученной направленной кристаллизацией, зависит от температурного градиента на фронте кристаллизации и скорости кристаллизации. Высокие значения этих теплофизических параметров обеспечивают высокое качество детали, то есть стабильность монокристаллической структуры во всей детали и минимальный уровень дефектности. При низких температурных градиентах и даже при высоких скоростях затвердевания получить монокристаллические и ориентированные столбчатые структуры в деталях невозможно. При высоких температурных градиентах на фронте кристаллизации и малых скоростях затвердевания детали с монокристаллическими и столбчатыми структурами имеют ту или иную степень дефектности, то есть детали имеют пониженную эксплуатационную надежность и долговечность.
Величины теплофизических параметров кристаллизации определяются, при прочих равных условиях, интенсивностями двух этапов процесса переноса тепла от кристаллизующегося сплава. Во-первых, интенсивностью переноса теплоты кристаллизации сплава непосредственно от внутренней поверхности формы через стенку литейной формы к ее наружной поверхности и, во-вторых, интенсивностью отбора тепла от наружной поверхности формы. Лимитирующим является, естественно, перенос теплоты кристаллизации через стенку от внутренней к наружной поверхности формы.
Известно, что интенсивность переноса тепла через стенку литейной формы определяется и управляется теплопроводностью материала и толщиной стенки литейной формы. Чем выше теплопроводность материала формы и чем меньше толщина стенки формы, тем выше интенсивность перетока тепла через стенку формы к ее поверхности.
Известно также, что интенсивность отбора тепла с наружной поверхности формы управляема в широком диапазоне и чем выше эта интенсивность, тем выше значения теплофизических параметров формирования монокристаллических структур в деталях и выше их качество.
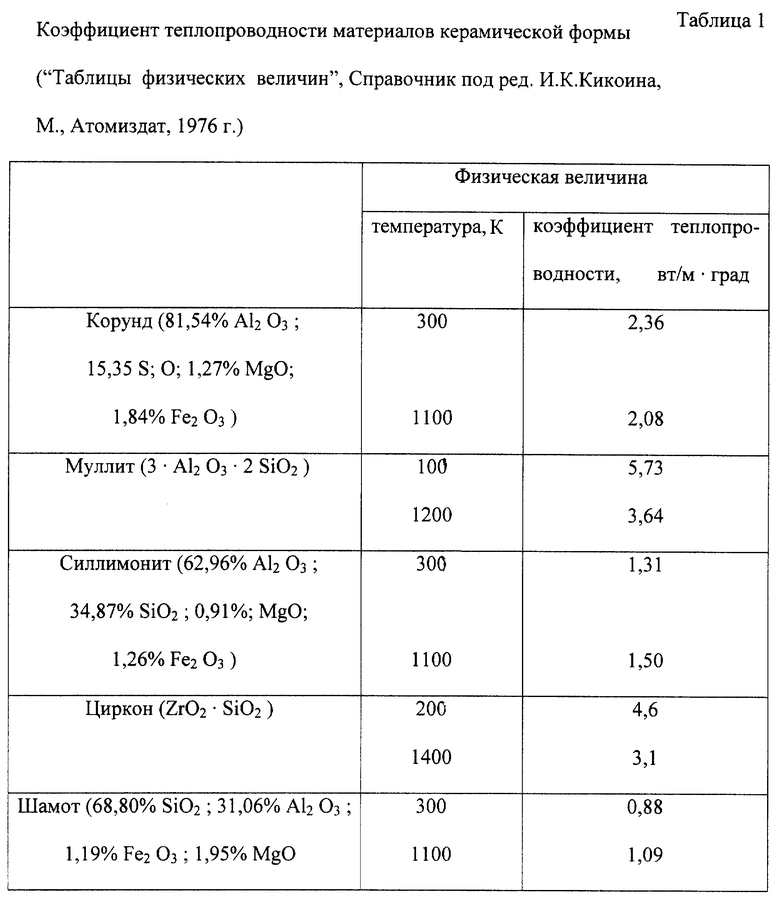
Известен способ изготовления направленной кристаллизацией детали с монокристаллической структурой (RU, 2157296), заключающийся в том, что устанавливают в камере нагрева на подъемном водоохлаждаемом столе нагретую литейную керамическую форму со сквозной пористостью в наружных слоях. Затем заливают литейную керамическую форму расплавом, кристаллизация которого осуществляется снизу вверх. Перемещают литейную керамическую форму с кристаллизующимся расплавом из вакуумной камеры нагрева вниз в камеру охлаждения. В процессе перемещения формы ее охлаждают кристаллизатором на столе, и, одновременно при перемещении в камере охлаждения, литейную керамическую форму охлаждают дополнительно двумя независимыми охлаждающими потоками смесей инертного газа и порошкообразных охладителей. Существо технического решения состоит в преобразовании низкотеплопроводной (см. таблицу 1) керамической литейной формы в относительно высокотеплопроводную металлокерамическую форму. Такое преобразование достигается за счет изготовления известными процессами керамической оболочковой формы со сквозной пористостью величиной до 15% в поверхностных наружных слоях и путем последующей пропитки этих слоев формы в вакууме при температурах, близких к 1500oC, теплопроводными жидкими металлами, например медью и алюминием. Предложенное техническое решение позволяет повысить теплопроводность стенки формы до ~ 15 раз.
В данном способе использованы для отвода тепла с наружной поверхности форм при кристаллизации сплава и охлаждении отливки естественные и искусственные методы. Использован естественный теплообмен излучением в вакууме от нагретой до ~ 1500oC керамической формы в окружающую среду - водоохлаждаемые стенки камеры охлаждения.
Для искусственного отбора тепла использована энергия фазовых превращений (плавление, испарение и сублимация) в охладителях. Эффективность использования энергии фазовых превращений твердых порошкообразных охладителей на поверхности формы состоит в следующем:
- снимаются все ограничения по габаритам и массе монокристаллических литых деталей;
- скорости формирования монокристаллических структур могут достигать от 40-70 мм/мин (N 2146185) до 100 и более мм/мин (И.Е.Цацулина " Супер- и гиперскоростная направленная кристаллизация жаропрочных сплавов", М., "МИСИС", 2000 г., стр. 19).
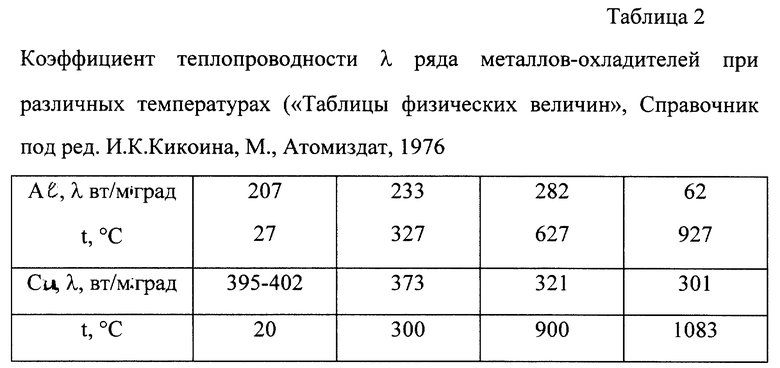
Каждый из независимых потоков состоит из смеси инертного газа с порошкообразными охладителями различного химического состава и существенно отличными теплофизическими характеристиками. Верхний поток содержит порошкообразный охладитель, претерпевающий только одно фазовое превращение - плавление. Расплавленный теплом формы высокотеплопроводный охладитель (см. таблицу 2) пропитывает пористые слои керамической формы, преобразуя ее в металлокерамическую. Нижний поток содержит порошкообразный охладитель, претерпевающий в процессе отбора тепла или два фазовых превращения - плавление и испарение, или одно - сублимацию. Каждый из независимых потоков различен по физическому механизму действия. Верхний поток предназначен, главным образом, для отбора тепла из глубины формы и переноса его за счет относительно высокой теплопроводности металлокерамики литейной формы к поверхности формы. Нижний поток предназначен для отбора тепла с поверхности формы за счет плавления и испарения или сублимации охладителя и переноса тепла вместе с инертным газом к охлаждаемым внутренним поверхностям камеры охлаждения для последующей конденсации, кристаллизации и охлаждения охладителя и охлаждения в газовой системе инертного газа.
Каждый из независимых потоков различен также по моменту начала действия: всегда и обязательно сначала включают поток, порошкообразный охладитель в котором претерпевает только одно фазовое превращение - плавление, и с задержкой во времени, необходимой для пропитки пористых слоев керамики высокотеплопроводным металлом, включают второй поток, порошкообразный охладитель в котором претерпевает одно или два фазовых превращения до парообразного состояния.
Известно устройство для изготовления направленной кристаллизацией детали с монокристаллической структурой (RU, 2157296), оно содержит вакуумную печь, которая состоит из двух водоохлаждаемых камер, расположенных одна над другой соосно. Верхняя камера - камера нагрева, а нижняя - камера охлаждения. Камеры разделены водоохлаждаемой перегородкой с отверстием. Устройство имеет расположенное в камере нагрева приспособление для нагрева литейной формы до заполнения ее расплавом из поворотного плавильного тигля. В устройстве имеется стол с кристаллизатором. Форма установлена на столе с возможностью ее перемещения из камеры нагрева в камеру охлаждения через отверстие в перегородке.
Также устройство снабжено двумя видами независимых и общеизвестных приспособлений, размещенных за пределами печи, для формирования и двумя видами независимых приспособлений, размещенных в камере охлаждения, для направления на форму двух охлаждающих потоков. Приспособления для формирования охлаждающего потока состоят из расположенных за пределами камеры охлаждения газовой системы, двух независимых систем для формирования смеси газа с порошкообразными охладителями, например общеизвестные бункер, дозатор и т.д. Приспособления для направления потоков состоят из систем распыления, расположенных внутри камеры охлаждения. Системы распыления имеют расположенные по кольцу распылители, отверстия систем распыления направлены на литейную форму.
Однако в данном способе и устройстве несмотря на возможность достижения весьма высоких скоростей формирования монокристаллических структур в деталях любой протяженности и массы, невозможно создать высокоэкономичные и высокопроизводительные технологии и оборудование для литья монокристаллических деталей.
Необходимо максимально выровнять временную продолжительности τ1, τ2 и τ3 трех главных этапов монокристаллического литья: тепловой подготовки формы в течение времени τ1, плавки суперсплава и заливки формы - в течение времени τ2, формирования монокристаллической структуры за время τ3 при охлаждении формы с расплавом,
Время τ1 нагрева формы до температуры заливки ~ 1500oC в настоящее время составляет несколько (до 4,0) часов и должно быть многократно сокращено.
Время τ2 плавки суперсплава и заливки форм в настоящее время составляет 30 - 40 мин при скорости расплавления ~ 1 кг/мин, технических проблем сокращения времени плавки в 1,5-2,0 раза нет.
Время τ3 формирования монокристаллической структуры в детали для лопатки длиной 500 мм изменяется в зависимости от скорости литья: по патенту N 2157296 от 12.10.99 ~25 мин.
Таким образом, необходимо максимальное сокращение времени τ1 тепловой подготовки формы к заливке.
При прочих равных условиях (типы и устройство нагревателей, мощность и др.) сокращения времени τ1 можно достичь двумя способами: уменьшением толщины стенки и, соответственно, массы формы и увеличением теплопроводности материала формы.
В вышеописанном способе и устройстве возможно увеличивать теплопроводность керамической формы путем преобразования низкотеплопроводной керамики формы в значительно более (до ~ 15 раз) теплопроводную металлокерамику. Это техническое решение использовано исключительно для повышения скорости формирования монокристаллической структуры и, более того, по времени осуществления - после заполнения нагретой до ~ 1500oC керамической формы расплавом, - это решение не влияет на анализируемое время τ1.
Таким образом, анализируемые способ и устройство не позволяют снизить материалоемкость формы и энергозатраты на нагрев формы, сократить время нагрева и охлаждения формы и сократить время, затрачиваемое на изготовление детали в целом.
В основу изобретения положена задача создания способа изготовления направленной кристаллизацией детали с монокристаллической структурой и устройства для его осуществления с таким их выполнением, которое позволило бы снизить материалоемкость формы и энергозатраты на нагрев формы, сократить время нагрева и охлаждения формы и, следовательно, сократить время, затрачиваемое на изготовление наиболее экономичным и производительным процессом детали в целом.
Поставленная задача решается тем, что в способе изготовления направленной кристаллизацией детали с монокристаллической структурой, включающем установку керамической литейной формы, выполненной со сквозной пористостью в наружных слоях, в камеру нагрева вакуумной печи, нагрев литейной формы, заливку расплавом, перемещение литейной формы из камеры нагрева в камеру охлаждения, охлаждение ее потоком из смеси инертного газа и порошкообразного охладителя из материла, претерпевающего при отборе тепла от кристаллизующегося расплава два фазовых превращения - плавление и испарение или только одно фазовое превращение - сублимацию, перед установкой формы в камеру нагрева вакуумной печи форму размещают в камере предварительного нагрева, нагревают ее и перемещают в камеру металлизации, осуществляют металлизацию в ней наружных слоев потоком из смеси инертного газа и порошкообразного охладителя из материала, претерпевающего при отборе тепла одно фазовое превращение - плавление, при этом предварительный нагрев осуществляют при температуре, превышающей температуру плавления порошкообразного охладителя.
Предварительный нагрев литейной формы осуществляют до температуры, превышающей до 200 градусов температуру плавления порошкообразного охладителя.
При металлизации наружных слоев литейной формы минимальную температуру порошкообразного охладителя поддерживают в пределах до 50 градусов ниже температуры его плавления.
Предпочтительно, литейную форму при нагреве размещают в камере нагрева вакуумной печи продольной осью горизонтально.
Поток из смеси инертного газа и порошкообразного охладителя в камере охлаждения вакуумной печи направляют, преимущественно, в вертикальной плоскости с наклоном в направлении перемещения литейной формы.
При металлизации и охлаждении литейной формы ее внутреннюю полость и внутреннюю поверхность плавильного тигля в камере нагрева изолируют от воздействия, соответственно, частиц порошка и паров охладителя.
Также поставленная задача решается тем, что устройство для изготовления направленной кристаллизацией детали с монокристаллической структурой, содержащее вакуумную печь с системой вакуумирования, имеющую отделенные друг от друга камеру нагрева формы и камеру охлаждения формы, литейную форму, выполненную со сквозной пористостью в наружных слоях, установленную с возможностью перемещения из камеры нагрева в камеру охлаждения, газовую систему, расположенную за пределами вакуумной печи, два приспособления для формирования потоков из смеси инертного газа и порошкообразного охладителя, расположенные за пределами вакуумной печи, приспособление для направления на литейную форму потока из смеси инертного газа и порошкообразного охладителя из материала, претерпевающего при отборе тепла от кристаллизующегося расплава два фазовых превращения - плавление и испарение или одно фазовое превращение - сублимацию, расположенное в камере охлаждения и приспособление для направления на литейную форму потока из смеси инертного газа и порошкообразного охладителя из материала, претерпевающего при отборе тепла одно фазовое превращение - плавление, снабжено по меньшей мере одним блоком камер с вакуумными затворами, состоящим из соединенных между собой вакуумным затвором камеры предварительного нагрева и камеры металлизации наружных слоев литейной формы, стыковочным устройством для герметизации пространства между вакуумной печью и блоком камер, при этом литейная форма установлена с возможностью перемещения из камеры предварительного нагрева в камеру металлизации и камеру нагрева, а по крайней мере одно приспособление для направления на литейную форму потока из смеси инертного газа и порошкообразного охладителя из материала, претерпевающего при отборе тепла одно фазовое превращение - плавление, расположено внутри камеры металлизации.
Литейная форма установлена в камере нагрева с расположением ее продольной оси в горизонтальной плоскости.
Плавильный тигль камеры нагрева имеет изолирующую крышку.
Данное изобретение позволяет повысить интенсификацию теплопереноса через стенку литейной формы при ее нагреве и охлаждении за счет существенного уменьшения толщины стенки формы и массы формы. Также изобретение обеспечивает снижение материалоемкости формы и энергоемкости большинства этапов технологии литья деталей с монокристаллической структурой.
Таким образом, в данном изобретении, во-первых, горизонтальное расположение оси формы при заливке и охлаждении уменьшает нагрузки во всех ее сечениях от металлостатического давления расплава в два и более раз, а также уменьшает нагрузки от массы металла и массы формы. Во-вторых, горизонтальное расположение формы предпочтительно выпуклыми поверхностями - спинкой вниз. Только такое расположение обеспечивает минимально возможную нагруженность в наиболее напряженных точках вогнутых поверхностей формы - корыта, в точках максимальной кривизны. В-третьих, уменьшение толщины стенки формы до двух раз. В этом случае при горизонтальном расположении формы нагруженность ни одного сечения ее, по сравнению с вариантом вертикального положения оси формы, не увеличится. Более того, нагруженность материала в любом сечении формы от термических напряжений - наиболее опасных с точки зрения сохранения прочности при всех технологических режимах охлаждения в период формирования монокристаллической структуры уменьшается пропорционально уменьшению толщины стенки.
Данное изобретение позволяет из-за горизонтального расположения формы уменьшения толщины ее стенок и металлизации наружных ее слоев при температуре ~ 700oC, в случае применения алюминия, обеспечить снижение материалоемкости формы, сократить время тепловой подготовки формы и энергозатраты на всех этапах технологии изготовления и тепловой обработки литейной формы, а также на этапе формирования монокристаллической структуры.
В дальнейшем изобретение поясняется конкретным примером выполнения и сопровождающим чертежом, на котором схематично изображен горизонтальный разрез по оси литейной формы общего вида устройства для изготовления направленной кристаллизацией детали с монокристаллической структурой согласно изобретению.
Способ изготовления направленной кристаллизацией детали с монокристаллической структурой заключается в том, что устанавливают литейную форму со сквозной пористостью в наружных слоях в камере предварительного нагрева, предварительно нагревают литейную форму в камере предварительного нагрева, затем перемещают литейную форму из камеры предварительного нагрева в камеру металлизации, и металлизацию в ней наружных слоев литейной формы осуществляют при температуре ниже максимальной температуры предварительного нагрева литейной формы потоком из смеси инертного газа и порошкообразного охладителя, претерпевающего одно фазовое превращение - плавление. При этом желательно максимальную температуру предварительного нагрева литейной формы поддерживать до 200 градусов выше температуры плавления порошкообразного охладителя. При металлизации наружных слоев литейной формы минимальную температуру порошкообразного охладителя в потоке из его смеси с инертным газом поддерживают до 50 градусов ниже температуры его плавления. Перемещают металлизированную литейную форму и устанавливают в вакуумной камере нагрева продольной осью горизонтально и выпуклой профильной поверхностью вниз. Нагревают в камере нагрева литейную форму с металлизированными поверхностными слоями до температуры заливки формы. Заливают литейную форму с металлизированными поверхностными слоями расплавом. Перемещают литейную форму из вакуумной камеры нагрева в камеру охлаждения, охлаждают потоком из смеси инертного газа и порошкообразного охладителя из материала, претерпевающего при отборе тепла от кристаллизующегося расплава два фазовых превращения - плавление и испарение или только одно фазовое превращение - сублимацию.
Поток из смеси инертного газа и порошкообразного охладителя из материала, претерпевающего при отборе тепла от кристаллизующегося расплава два фазовых превращения - плавление и испарение или одно фазовое превращение - сублимацию, был направлен преимущественно в вертикальной плоскости с наклоном в направлении перемещения литейной формы в камере охлаждения.
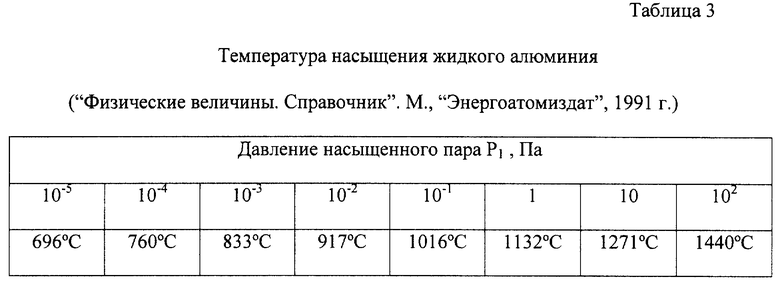
При переносе процесса преобразования керамики в металлокерамику из периода τ3 формирования монокристаллической структуры в период τ1 и для пропитки наружных пористых слоев применить высокотеплопроводный материал с относительно низкой температурой t1 плавления, например, алюминий или его сплавы с t1 ≅ 700oC, то наиболее продолжительный период нагрева формы от 700 до 1500oC может быть существенно сокращен и сокращено, соответственно, τ1. По нашим расчетам, введение новой операции в цикл нагрева керамики - металлизации пропиткой алюминием при температуре ~ 700oC позволяет уменьшить время τ1 в несколько раз.
В таблице 3 приведены данные по величинам давления насыщенного пара P1 алюминия при температурах выше температуры плавления.
Известно, что давление P1 вместе с остаточным давлением P2 10-3 Па всегда противодействуют капиллярному давлению P3 жидкого алюминия в сквозных тупиковых каналах пористой стенки в наружных слоях керамической формы.
10-3 Па всегда противодействуют капиллярному давлению P3 жидкого алюминия в сквозных тупиковых каналах пористой стенки в наружных слоях керамической формы.
Естественно, что уменьшение величины P1 при ~ 1500oC до величины, соответствующей температуре ~ 700oC (см. таблицу 3), ускорит процесс пропитки во времени, и, одновременно, увеличит также глубину пропитки. Следовательно, повысится и интенсивность переноса тепла не только в период τ3 формирования монокристаллической структуры при переносе тепла от внутренней к наружной поверхности формы, но также и от наружной поверхности формы к внутренней при тепловой в период τ1 подготовке формы к заливке.
Известно, что вне зависимости от теплофизических свойств материала формы (см. таблицу 1), и физического строения ее материала - пористая (сквозная или изолированная пористость) керамика или металлокерамика, интенсивность переноса тепла через стенку обратно пропорциональна ее толщине. Следовательно, любое, а тем более существенное, уменьшение толщины стенки формы увеличивает существенно и интенсивность теплопереноса.
Зарубежные и отечественные патенты и специальная литература по направленной кристаллизации суперсплавов, в т.ч. наиболее информативная монография "Суперсплавы II", М., "Металлургия", 1995 г., не содержат описания технических решений по интенсификации процессов переноса тепла в керамических литейных формах за счет уменьшения толщины стенок и, следовательно, массы. Более того, применительно к крупногабаритным литым монокристаллическим деталям из суперсплавов неизвестна даже сама постановка подобного вопроса, хотя уменьшение толщины стенки и массы керамической или металлокерамической формы не только обеспечивает интенсификацию процессов переноса тепла, но также уменьшает материало- и энергоемкость технологии в целом.
Главным препятствием для существенного уменьшения толщины стенок оболочковых керамических форм является опасность разрушения формы при заливке и в процессе формирования монокристаллической структуры, который может продолжаться по современным технологиям часами. Разрушение керамической формы внутри вакуумных агрегатов может иметь катастрофические последствия и потому недопустимо. Таким образом, уменьшение толщины стенки формы не должно иметь следствием разупрочнение или, что маловероятно, деформацию формы.
Из нашего анализа напряженного состояния материала крупногабаритной керамической оболочковой формы вместе с прибылью длиной L ≥ 700 мм с толщиной стенок δф ≥ 5 мм с учетом:
- осевых напряжений растяжения в поперечных сечениях формы от массы металла и массы формы;
- меридиальных напряжений изгиба в поперечных сечениях формы от действия внутреннего гидростатического давления жидкого металла;
- меридиальных напряжений изгиба в поперечных сечениях формы от действия на форму в зоне формирования монокристаллической структуры давления охлаждающего потока (смесь инертного газа и порошкообразного охладителя, претерпевающего на поверхности формы фазовые превращения до парообразования) и равномерно распределенного давления пара охладителя;
- термических напряжений в зоне воздействия на форму охлаждающего потока из-за перепадов температур в стенке формы по длине (высоте) зоны интенсивного охлаждения формы и по толщине стенки формы в этой зоне, сделаны следующие выводы.
С точки зрения механических нагрузок (масса металла, масса формы, металлостатическое давление расплава, давление охлаждающего потока и давление пара охладителя) значимое в 1,5 - 2,0 раза уменьшение толщины стенки формы при сохранении неизменной ее прочности возможно при пропорциональном уменьшении металлостатического давления расплава на форму.
С точки зрения термических напряжений в форме от перепадов температур по толщине стенки установлено, что эти напряжения прямо пропорциональны толщине стенки и обратно пропорциональны теплопроводности материала формы.
С точки зрения взаимодействия напряжений от механических и термических нагрузок наиболее опасными являются точки на вогнутых поверхностях формы, где суммируются напряжения от металлостатического давления, давления охлаждающего потока и давления пара охладителя с напряжениями от перепада температур по толщине стенки формы.
Устройство для изготовления направленной кристаллизацией детали с монокристаллической структурой, горизонтальное сечение которого представлено на сопровождающем чертеже, содержит вакуумную печь 1 и по меньшей мере один блок 2 камер с приспособлением для транспортировки литейной формы в горизонтальной плоскости (на чертеже не показано). Горизонтальное сечение образовано плоскостью, проходящей через ось литейной керамической формы 3, выполненной со сквозной пористостью в наружных слоях. Вакуумная печь 1 с системой вакуумирования включает в себя камеру 4 нагрева формы и камеру 5 охлаждения формы, вакуумный затвор 6, разделяющий камеру 4 нагрева и камеру 5 охлаждения. Блок 2 камер содержит соединенные между собой вакуумным затвором 7 камеру 8 предварительного нагрева и камеру 9 металлизации. Внутри камеры 9 расположено по крайней мере одно приспособление 10 для направления потоков на литейную форму 3 из смеси инертного газа и порошкообразного охладителя из материала, претерпевающего одно фазовое превращение - плавление. Камера 9 имеет со стороны камеры 4 нагрева вакуумный затвор 11. Между вакуумной печью 1 и блоком 2 камер имеется стыковочное устройство 12 для герметизации пространства между вакуумной печью 1 и блоком 2 камер. Литейная форма 3 установлена с возможностью ее перемещения из камеры 8 предварительного нагрева в камеру 9 металлизации, камеру 4 нагрева и камеру 5 охлаждения. Камера 8 предварительного нагрева имеет вакуумный затвор 13 для соединения с окружающей средой. Камера 4 нагрева имеет со стороны камеры 9 металлизации вакуумный затвор 14. Камера 5 охлаждения также имеет вакуумный затвор 15 для соединения с окружающей средой. Вакуумная печь 1 и блок 2 камер имеют самостоятельные систему вакуумирования (на чертеже не показана), газовую систему (на чертеже не показана), расположенную за пределами вакуумной печи 1 и блока 2 камер два вида приспособлений (на чертеже не показаны) для формирования потоков из смесей инертного газа и порошкообразных охладителей, расположенных за пределами вакуумной печи 1 и блока 2 камер.
Также устройство имеет приспособление 16 для направления потоков на литейную форму 3 из смеси инертного газа и порошкообразного охладителя из материала, претерпевающего при отборе тепла от кристаллизующегося расплава или два фазовых превращения - плавление и испарение, или одно фазовое превращение - сублимацию, расположенное в камере 5 охлаждения.
В камерах 5 и 9 расположены конденсаторы для разделения транспортирующего газа и пара охладителя и для конденсации, кристаллизации и охлаждения охладителя. В вакуумной печи 1 и блоке 2 имеется самостоятельный механизм перемещения форм 3 внутри камер 4, 5, 8, 9 и за их пределы. Конденсаторы и механизм перемещения формы 2 на чертеже не показаны. Система вакуумирования, газовая система, приспособленная для формирования потоков из смеси инертного газа и порошкообразного охладителя и приспособления 10, 16 для направления потоков на литейную форму 3, являются общеизвестными (см. RU 2146185; RU 2157296).
В камерах 4, 8 и 9 расположены нагреватели 17 для тепловой подготовки формы 3 к заливке. В камере 4 имеется по крайней мере одна печь плавильная 18 для плавки и разливки с изолирующей крышкой (на чертеже крышка не показана). Загрузочные приспособления 19 для шихты расположены за пределами камеры 4. По направлению стрелки А на фигуре показано направление движения формы 3. Изолирующая крышка изолирует внутреннее пространство печи 18 в период действия на форму 3 в камере 5 охлаждения охлаждающего потока. По направлению стрелок В показано направление движения потока охладителя.
В данном примере литейная форма 3 изготовлена с толщиной стенки в 1,5 - 2,0 раза меньше, чем при размещении ее продольной осью вертикально.
Данное устройство может иметь установленную на прибыльную часть 20 литейной формы 3 изолирующую крышку из жаростойкого материала (на чертеже не показано) и расположенное в камере 9 металлизации приспособление для удаления с литейной формы 3 после окончания ее металлизации изолирующей крышки (на чертеже не показано). Приспособление 10 для направления потоков на литейную форму вместе с непоказанным на чертеже приспособлением для их формирования обеспечивает поддержание минимальной температуры порошкообразного охладителя до 50 градусов ниже температуры его фазового превращения - плавления.
Устройство для изготовления направленной кристаллизацией детали с монокристаллической структурой работает, на примере данного цикла, следующим образом.
На прибыльную часть 20 формы 3, изготовленной с пористыми наружными слоями, устанавливают до помещения формы 3 в камеру 8 легкосъемную изолирующую крышку из жаростойкого материала. Форму 3 с изолирующей крышкой через вакуумный затвор 13 устанавливают с помощью механизма перемещения форм 3 блока 2 в зону действия нагревателей 17 камеры 8 предварительного нагрева. При достижении в зонах действия нагревателей 8 и 9 блока 2 температуры, превышающей до 200 градусов температуру плавления охладителя в приспособлении 10 форму 3 через вакуумный затвор 7 между камерами 8 и 9 перемещают из камеры 8 в камеру 9. В процессе этого перемещения все части формы 3 от затравочной до прибыльной части 20 последовательно минуют зону, в которой на форму 3 подают поток из приспособления 10 из смеси инертного газа и порошкообразного охладителя, претерпевающего на поверхности формы 3 одно фазовое превращение - плавление. При этом температуру потока смеси инертного газа и охладителя на выходе из приспособления 10 поддерживают до 50 градусов ниже температуры плавления охладителя. Расплавленный охладитель под действием капиллярных сил пропитывает - металлизует наружные пористые слои формы 3 на всю глубину сквозной пористости при температуре в зоне действия нагревателей 17 в камере 9 до 200 градусов выше температуры плавления охладителя в потоке приспособления 10.
По окончании металлизации поверхностных слоев керамической формы 3, ставшей металлокерамической, форму 3 через соседние вакуумные затворы 11, 14 в камере 9 и в камере 4 механизмом перемещения форм 3 печи 1 устанавливают в зону действия нагревателей 17 камеры 4. В процессе установки формы 3 и до его окончания изолирующую крышку с прибыльной части формы 3 удаляют специальным приспособлением. При достижении в форме 3 технологически необходимых температуры и ее распределения по длине формы 3 и при готовности расплава суперсплава в плавильной печи 18 проводят заливку формы 3. После заливки формы 3 поворотная печь 18 возвращается в исходное положение и на период воздействия на форму 3 охлаждающего потока в камере 5 охлаждения печь 18 закрывают крышкой для изолирования внутренней поверхности печи 18 и металла в ней от взаимодействия с парами охладителя. Форму 3 с расплавом через вакуумный затвор 6, соединяющий камеру нагрева 4 с камерой охлаждения 5, перемещают в камеру 5. В процессе этого перемещения все части формы 3, начиная от затравочной и до прибыльной части 20, последовательно попадают, непосредственно при входе в камеру 5, в зону действия охлаждающего потока из приспособления 16, направленного преимущественно вертикально с наклоном в сторону движения формы 3, из смеси инертного газа и порошкообразного охладителя, претерпевающего на поверхности формы 3 или два фазовых превращения - плавление и испарение, или одно - сублимацию. При выходе любого сечения формы 3 из зоны действия потока из приспособления 16 монокристаллическая структура в затвердевшей части отливки сформирована. Вне зоны действия потока 16 форма и монокристаллическая отливка охлаждают за счет водоохлаждаемых стенок камеры 5. Пары охладителя конденсируются, кристаллизуются и охлаждаются специальными конденсаторами на стенках камеры 5, инертный газ через конденсаторы удаляется вакуумной системой для дальнейшего использования. Полностью сформированная монокристаллическая отливка удаляется из камеры 5 через вакуумный затвор 15 механизмом перемещения форм 3 печи 1. На этом цикл изготовления детали с монокристаллической структурой закончен.
Таким образом, предложенный способ и устройство для его реализации позволяют: во-первых, повысить производительность процесса в целом за счет сокращения времени тепловой подготовки формы 3 и времени формирования монокристаллической структуры в отливке, во-вторых, уменьшить до двух раз материалоемкость формы 3 при одновременном сокращении затрат труда и времени на изготовление оболочковой формы 3, в-третьих, сократить энергозатраты на тепловую подготовку оболочковой формы 3, на ее охлаждение, а также на утилизацию и регенерацию материала формы 3.
Для газотурбинной рабочей лопатки с длиной 500 м с прибылью (150 мм) из жаропрочного сплава на основе никеля при литье в керамическую оболочковую форму 3 с толщиной стенки 9 мм при сквозной пористости 5% на глубину ~ 7,5 мм от наружной поверхности формы 3 получены следующие результаты.
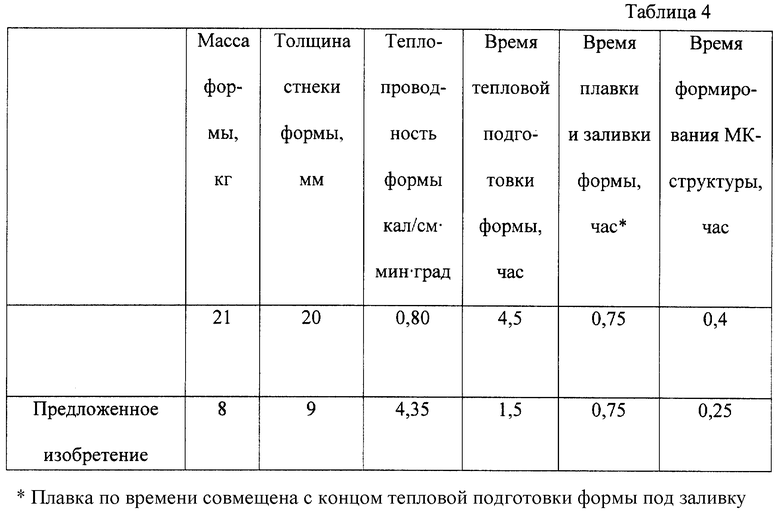
В таблице 4 приведены сравнительные данные по продолжительности этапов литья монокристаллических лопаток по RU 2157296 от 12.10.99 и предложенному способу.
Таким образом, с помощью предлагаемого изобретения достигаются лучшие результаты в изготовлении монокристаллических крупногабаритных лопаток по экономичности (материальные, энергетические и трудовые затраты) и производительности. Изготовленные предложенным способом и устройством детали по показателям качества (по прочности на излом и уровню дефектности) не отличаются от полученных способом по патенту России N 2157296 от 12.10.99.
Способ предназначен для изготовления направленной кристаллизацией деталей с монокристаллической структурой, например лопаток. Литейную форму устанавливают в камеру предварительного нагрева, нагревают ее и перемещают в камеру металлизации. Затем литейную форму с металлизированными поверхностями слоями перемещают в камеру нагрева, в которой располагают ее продольной осью горизонтально. Заливают расплав в форму. Форму с расплавом перемещают в камеру охлаждения для формирования в отливке направленной или монокристаллической структуры. Металлизацию формы и охлаждение осуществляют воздействием двух потоков из смесей инертного газа и порошкообразных охладителей из материалов, претерпевающих при отборе тепла фазовые превращения. Каждая из камер снабжена приспособлениями для транспортировки литейных форм в горизонтальной плоскости. За пределами камер расположены вакуумная и газовая система и системы формирования охлаждающих потоков. Внутри камер - система направления охлаждающих потоков, системы нагрева форм, плавки. Изобретение обеспечивает снижение материалоемкости формы, сокращение времени нагрева и охлаждения формы. Возрастает экономичность и производительность процесса. 2 с. и 7 з.п. ф-лы, 4 табл., 1 ил.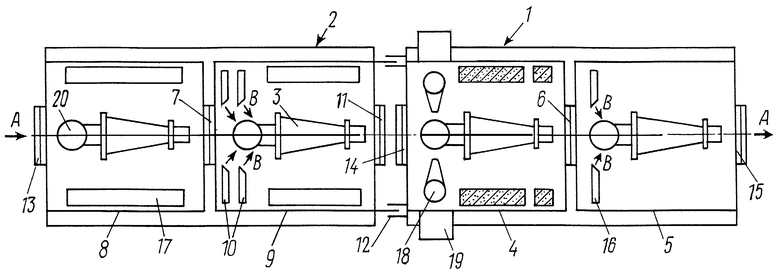
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ ДЕТАЛИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157296C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ ДЕТАЛИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2146185C1 |
| Устройство для определения координат грузоподъемного крана | 1978 |
|
SU749790A1 |
| Устройство для изготовления длинномерных отливок направленной кристаллизацией | 1982 |
|
SU1057179A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛОВ | 1991 |
|
RU2012410C1 |
| Способ получения отливок в пористых литейных формах | 1976 |
|
SU604624A1 |
| Способ получения отливок | 1989 |
|
SU1799679A1 |

