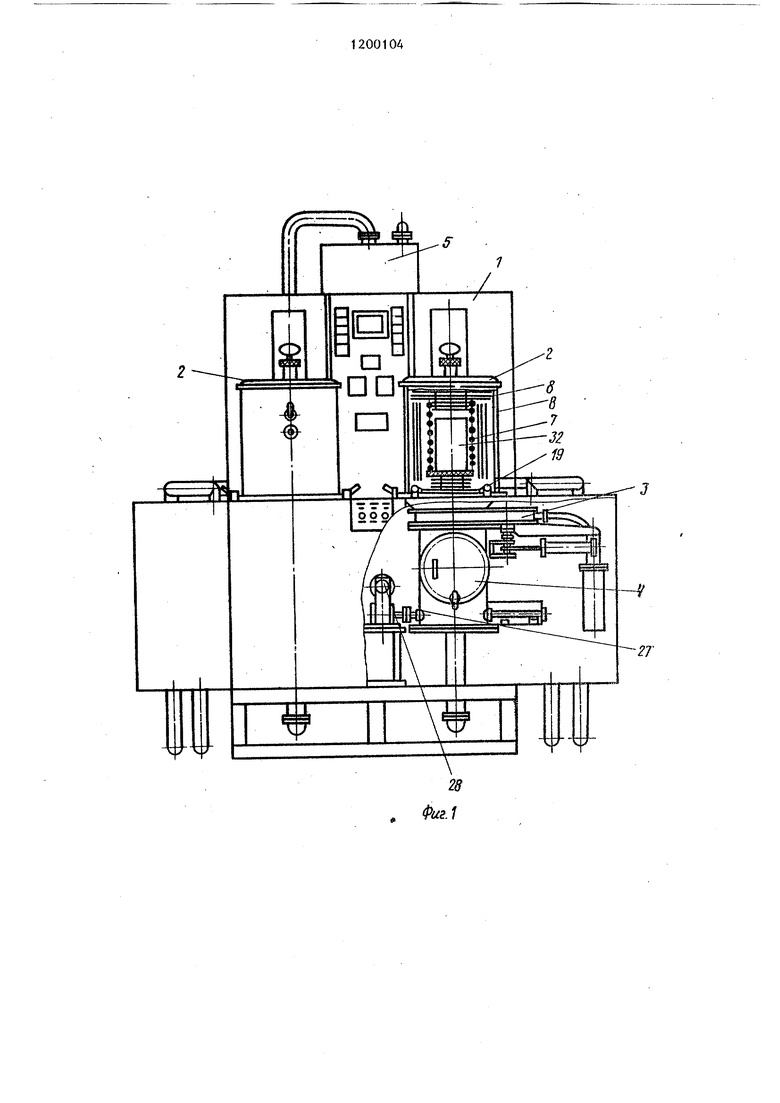
Изобретение относится к вакуум ной металлургии и может быть использовано в различных отраслях промьшшенности для терьшческой и химико-термической обработки металлов . Цель изобретения - упрощение конструкции. На фиг.1 изображена установка термической и химико-термической обработки деталей в вакууме, общий вид; на фиг.2 нагревательная камера, закалочный бак и вакуумный затвор, разрез; на фиг.З - механиз фиксации. Установка состоит из корпуса 1 двух нагревательных камер 2, двух вакуумных затворов 3, двух закалочных баков 4, масляной системы 5 а также вакуумной, газовой системы и системы водоохлаждения (не показаны) . Нагревательная камера 2 служит для ведения технологического процесса и представляет собой водоохлаждаемый колпак 6, внутри которог установлены нагреватели 7, отделен ные от стенок колпака 6 системой экранов 8, при этом нагревательная камера имеет возможность перемещения по вертикали. Вакуумный затвор 3 предназначен для отделения объема нагревательной камеры 2 от объема закалочного бака 4 и состоит из корпуса 9, внутри которого смонтирована карет ка 10 с возможностью ее перемещения в горизонтальном направлении, привода каретки, состоящего из пневмоцилиндра 11 и передаточного механизма 12, водоохлаждаемой тарелки 13, подвешенной на четьфех серьгах 14 и каретке 10, причем шланги 15 для подвода и отвода вод убираются в специальный карман 16 верхней крышки с водоохлаждаемым фланцем 17 и нижней крьшки 18. На фланце 17 смонтирован механизм 19 фиксации. На фланце 17, являющемся продол жением стенки камеры нагрева, смон тированы упоры 19 фиксации загрузочного цилиндрического стола 20 с кольцевым пазом 21 на его боково поверхности. Упоры 19 фиксации выполнены в виде двуплечих рычагов 22 с углом раскрытия плеч 95-135 шарнирно закрепленных на осях 23. 04 Одно из плеч двуплечего рычага выполнено в виде контргруза. Конструкторская проработка и экспериментальная проверка показали, что при углах между рычагами меньше 95 и больше 135 работоспособность механизма фиксации ухудшается. . Закалочный бак 4 служит в качестве загрузочной камеры и для охлаждения нагретых деталей, причем охлаждение может производиться маслом или газами. Он представляет собой водоохлаждаемый герметичный контейнер 24, в боковой части которого имеется загрузочно-разгрузочньш люк 25, а в верхней части трубопровод 26 для подачи охлаждающих газов. Внутри закалочного бака 4 смонтирован загрузочно-подъемный механизм 27, состоящий из привода 28, соединенного с приводной валом-шестерней 29, находящейся в зацеплении с зубчатой рейкой 30. Последняя расположена на оси закалочного бака 4 и крепится в двух на правляюшщх бронзовых втулок 31. Зубчатая рейка 30 своим верхним . концом имеет возможность входить в паз загрузочного стол.а 20. На загрузочный стол устанавливается корзина с деталями 32. Установка работает следующим образом.. При закрытом положении вакуумного затвора 3 проводится вакуумирование объема нагревательной камеры. 2, после чего включаются нагреватели 7 и производится разогрев нагревательной камеры 2 до рабочей температуры. Далее открывается люк 25 и загрузочный стол 20 с корзиной с деталями 32 помещается в закалочный бак 4. Люк 25 зак рывается и производится вакуумирование объема закалочного бака 4 и вакуумного затвора 3, после чего вакуумный затвор 3 открывается, включается привод 28, загрузочный стол 20 с корзиной с деталями 32 поднимается зубчатой рейкой 30 в нагревательную камеру 2 до момента захвата загрузочного стола 23 механизмом 19 фиксации. При следующем движении зубчатой рейки 30 вниз загрузочный стол 20 с корзиной с деталями 32 удерживается механизмом 19 фиксации в нагревательной камере 2.
3
в механизме фиксации, который состоит по крайней мере из трех упоров фиксации, рычаги 22 работают синхронно, поэтому можно рассматривать работу одного рычага. В исходном положении плечо ОБ. рычага 22 направлено под действием силы тяжести вертикально вниз, угол АОВ составляет 95-135 . При выборе угла АОВ больше 135° и меньше 95 ухудшается распределение усилий и, следовательно, надежность работы механизма фиксации.
При подъеме загрузочного стола 20 с корзиной с деталями 32 точка А рычага 22 скользит по образздощей верхней крышки загрузочного стола до момента совпадения точки А с кромкой С, при этом рычаг поворачивается против часовой стрелки. При дальнейшем подъеме загрузочного стола рычаг под воздействием момент от силы тяжести плеча ОВ относительно оси О поворачивается по часовой стрелке до упора точки А рычага в дно кольцевого паза 21. В . этом положении рейка 30 останавливается и затем опускается вниз. При этом точка А рычага скользит по образующей дна паза загрузочного стола до упора в верхшою кромку, после чего загрузочный стол повисает и останавливается на рычагах. Ввиду симметричности схем дальнейший поворот рычаг-ов невозможен, что достигается выбором размеров 1глеч рытаагов ОА, ОВ, глубины проточки загрузочного стола и yrjia АОВ. Для опускания загрузочного стола с корзиной с деталями рейка 30 поднимает загрузочный стол из подвешенного состояния, при этом рычаг 22 поворачивается против часовой стрелки, точка А скользит по образующей нижнего пояска загрузочного стола до момента совпадения с кромкой Д, а при дальнейшем подъеме его рычаг занимает исходное положение. В этом положении загрузочный стол останавливается. При последующем опускании рейки 30 нижняя кромка загрузочного стола поворачивает рычаг по
001044
часовой стрелке и он опускается вниз, после чего рычаг занимает исходное положение.
Вакуумный затвор 3 закрьюается 5 и в нагре тельной камере 2 проводится технологический процесс, по окончании которого вакуумный затвор 3 открьтается, зубчатая рейка 30 поднимается до такого О положения, при котором она вьгоодит загрузочный стол 20 из зацепления с механизмом фиксации, после чего рейка.. 30 с загрузочным столом 23 и корзиной с деталями 32 опуска 5 ется.в исходное положение в закалочньй бак 4, вакуумный затвор 3 закрывается и производится охлаждение деталей маслом или охлаждающим газом. После проведения
20 процесса охлаждения масло из закалочного бака 4 удаляется, в объем бака напускается воздух, открьюается люк 25 и садка выгружается.
5 Во время загрузки-выгрузки в одной нагревательной камере технологический процесс проводится в другой. Затем процесс повторяется, причем следует отметить, что
0 нагревательная камера постоянно находится в нагретом состоянии и иод вакуумом.
Весь процесс термической и химико-термической обработки деталей на установке автоматизирован. Выполнение установки термической и химико-термической обработки деталей в вакууме по сравнению с известной установкой позволяет
0 упростить ее конструкцию за счет механизма фиксации, вьтолненного в виде неприводных двуплечих рычагов, которые взаимодействуют с кольцевой проточкой загрузочного
5 стола, тем самым исключая применение пневмоцилиндров, проходящих через стенки вакуумной камеры и дополнительных уплотняющих узлов. Предлагаемая установка позволяQ ет снизить энергозатраты за счет исключения затрат энергии на работу пневмопривода и вакуумных насосов .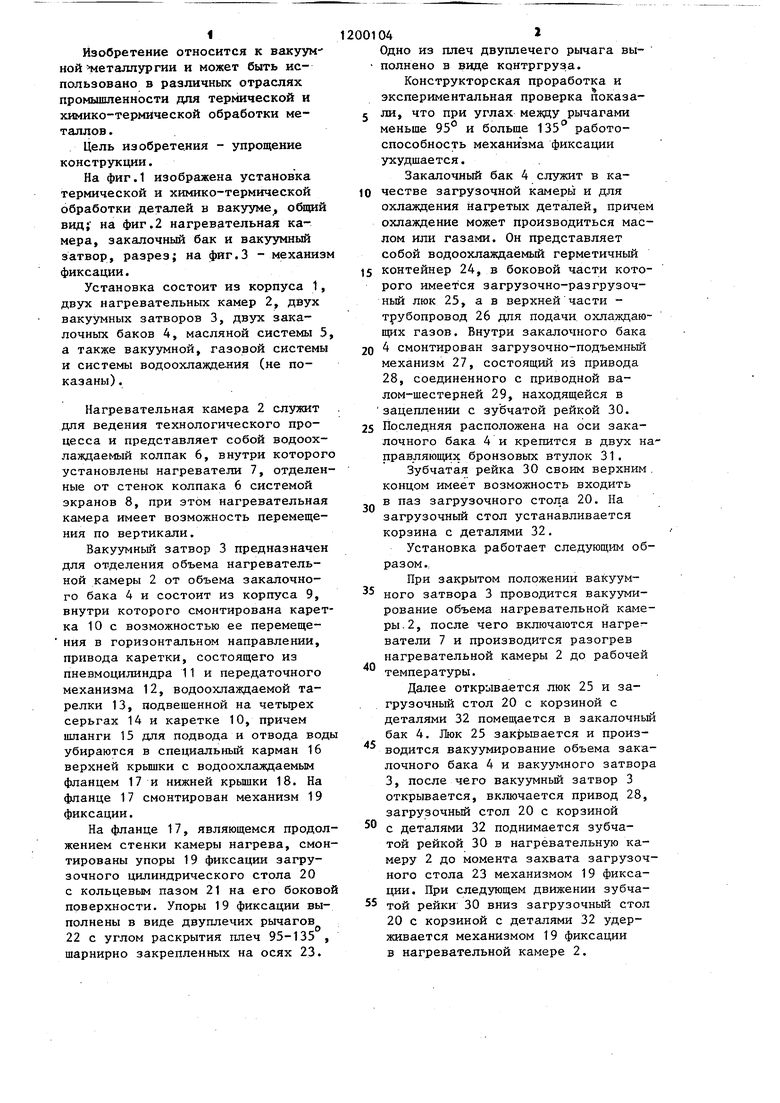

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для химико-термической обработки металлических изделий | 1982 |
|
SU1122713A1 |
| Установка для вакуумной термической и химико-термической обработки изделий и материалов и способ вакуумной закалки металлических изделий | 2024 |
|
RU2827622C1 |
| Устройство для транспортировки деталей на поддонах | 1986 |
|
SU1420330A1 |
| Линия для термической обработки | 1985 |
|
SU1416519A1 |
| Вакуумная электропечь для термической обработки | 1980 |
|
SU935692A1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2009 |
|
RU2423546C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2005 |
|
RU2287610C2 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2062794C1 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ | 1983 |
|
SU1104989A1 |
УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ВАКУУМЕ, содержащая корпус, камеру нагрева и расположенный под ней закалочный бак, рабочий цилиндрический стол и механизм его подъема, размещенный в закалочном баке, и упоры для фиксации рабочего цилиндрического стола, расположенные в камере нагрева по ее периметру, отличающа яс я тем, что, с целью упрощения конструкции, упоры для фиксации рабочего стола вьтолнены в виде шарнирно закрепленных на стенках камеры нагрева двуплечих рычагов с углом раскрытия плеч, равным 95135 , рабочий цилиндрический стол имеет кольцевой паз на боковой поверхности, при этом одно плечо казкдого рычага имеет возможность СО взаимодействия с кольцевым пазом с рабочего стола, а другое имеет контргруз.
| Вакуумная установка для термообработки | 1977 |
|
SU723337A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
