Изобретение-относится к промышленности строительства, к оборудованию для производства прессованных заготовок оптического стекла, в частности к агрегатам для нагрева и прессования заготовок оптического стекла.
Целью изобретения является сокращение ручного труда, повышение удобства пользования и технологической дисциплины, а также сокращение занимаемой производственной площади.
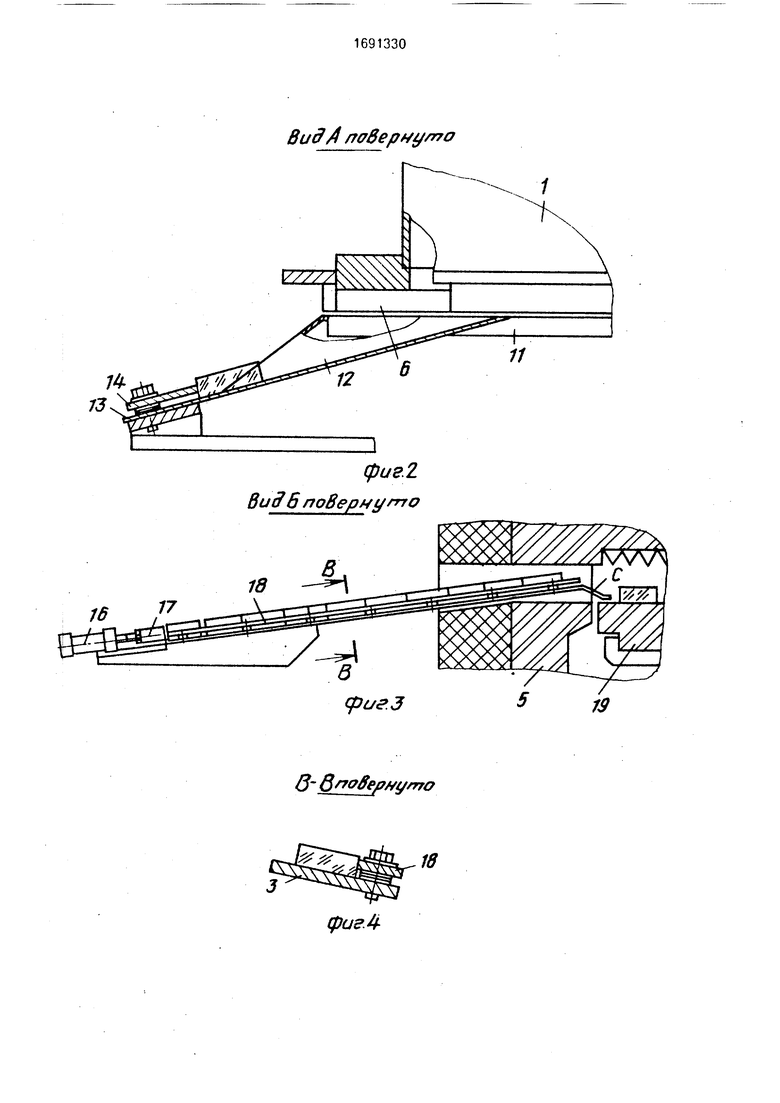
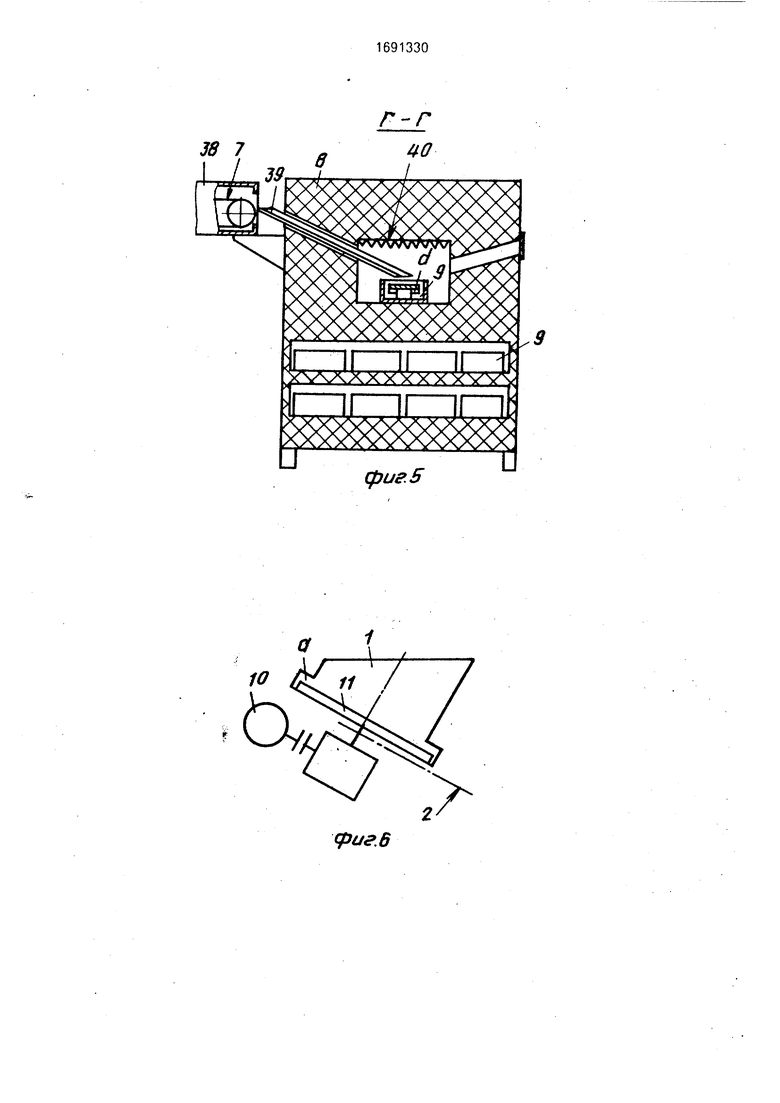
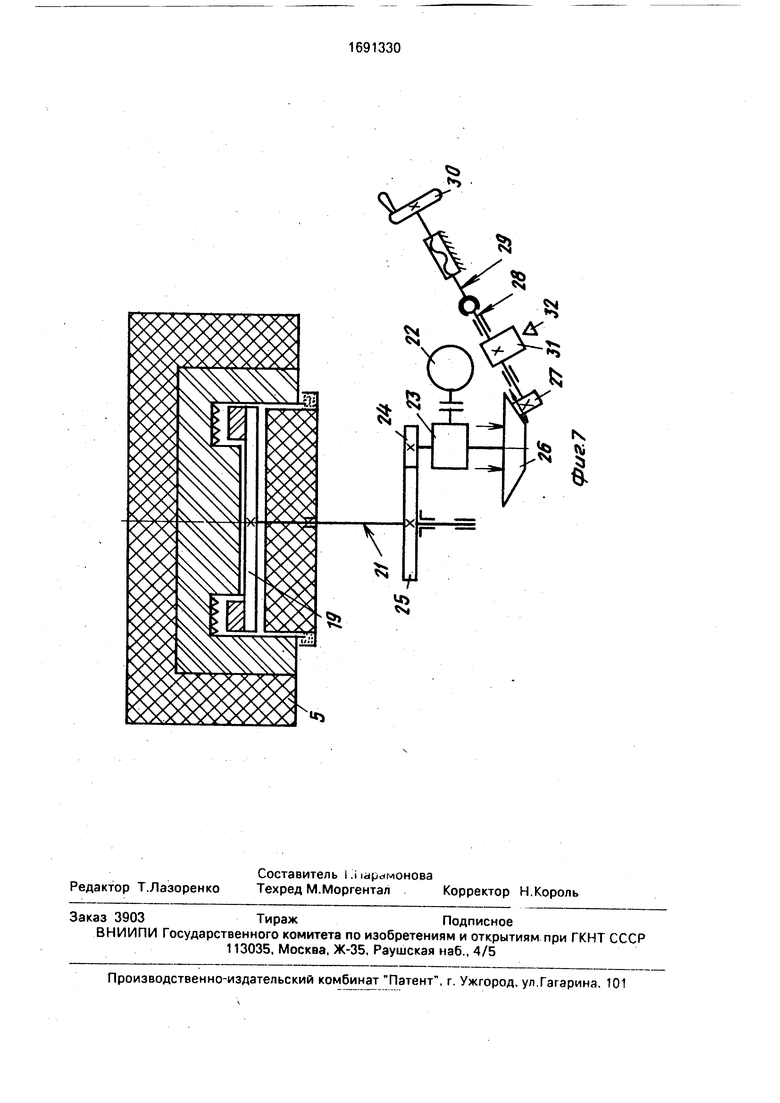
На фиг. 1 изображен агрегат, общий вид; на фиг. 2 - вид А на фиг. 1 (загрузочный бункер с накопителем); на фиг. 3 - вид Б на фиг. 1 (питатель с толкателем); на фиг. 4 - сечение В-В на фиг, 3; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - кинематичсеская схема загрузочного бункера (штрихпунктирной линией наложенной проекции условно показан наклонный лоток накопителя); на фиг. 7 - кинематическая схема привода вращения пода нагревательной печи и привода командного вала толкателя.совмещенная с поперечным разрезом нагревательной печи.
Нарезки изображены тонкими линиями со штриховкой, соответствующей стандартному графическому обозначению стекла (фиг. 2-4).
Агрегат для нагрева и прессования заготовок оптического стекла включает загрузочный бункер 1 с накопителем 2, питатель 3 с толкателем 4, нагревательную печь 5, пресс 6, конвейер 7 и печь-накопитель 8 с контейнерами 9.
Внутри наклонной чаши бункера 1 может вращаться от привода 10 диск 11. В
а чэ
со со о
чаше бункера над краем диска 11 имеется круговая ориентирующая щель а с боковым отверстием Ь. Наклон чаши 1 , высота щели а, размеры и расположение отверстия Ь, скорость вращения диска 11 - регулируемые, Отверстие Ь размещается над склизом 12, соединенным с самотечным V-образ- ным лотком-накопителем 2. Одна грань V- образного профиля лотка 2 образуется наклонной плоскостью листа 13, другая - линейкой 14. Зазор между листом 13 и линейкой 14 (см. фиг.2) облегчает скольжение нарезок вдоль линейки.
В нижней части накопителя 2 установлен путевой переключатель (фотодатчик) 15, управляющий приводом 10 в зависимости от уровня заполнения нарезками нижней части накопителя 2. При этом в цепи прохождения команды на выключение привода 10 имеется реле времени.
Перпендикулярно накопителю 2 установлен V-образный лоток питателя 3, на котором размещен пневмоцилиндр 16 с упором-толкателем 17 в виде стержня, закрепленного на резьбовом конце штока. Лоток питателя 3 с линейкой 18, аналогичной линейке 14, проходит через окно в боковой стене нагревательной печи 5 и заканчивается склизом с, нависающим над вращающимся подом 19. Уклон лотка питателя 3 противоположен уклону склиза с, но недостаточен для свободного скольжения нарезок.
Бункер 1, накопитель 2, питатель 3 с толкателем 4 размещены на площадке 20 с лестницей.
Печь 5 - электрическая, карусельная,с тарельчатым подом 19, закрепленным на вертикальном валу 21. Вал 21 получает вращение от двигателя 22 с регулируемой скоростью вращения через червячный редуктор 23 и зубчатую передачу 24-25. Устройства для опускания при ремонтах днища печи и пода 19 не показаны. Вторым концом выходного вала редуктора 23 вращение передается через фрикционный вариатор с конусом 26 и роликом 27 командному валу 28, установленному с возможностью регулировочного осевого перемещения от винта 29 с маховичком 30, выведенным к рабочему месту прессовщика. На валу 28 закреплен флажок 31, воздействующий на переключатель 32, который дает команду на ход пневмоцилиндра 16.
Каркас, теплоизоляция, нагреватели, система теплоконтроля печи аналогичны применяемым в известных карусельных нагревательных печах.
Пресс 6 -/пневматический, карусельный, трехпозиционный, полуавтоматический установлен перед разгрузочным окном печи 5 с переходным столом 33 в одном уровне с вращающимся подом 19 и формами 34 пресса.
Пресс содержит поворотный стол (карусель) 35 с приводом поворота и фиксатором и цилиндры прессования, выталкивания и сбрасывания заготовок. Предусматривается газовый обогрев форм и воздушный душ
0 для прессовщика. Для работы сидя имеется стул 36.
Управление цилиндром прессования осуществляется от педали. Все остальные перемещения механизмов пресса произво5 дятся автоматически.
К позиции сбрасывания пресса 6 со склизом 37 примыкает загрузочный конец конвейера 7. Конвейер 7 - цепной, пластинчатый, с теплоизолирующим ограждением
0 38 и электрообогревом (в виде трубчатых нагревателей, размещенных внутри ограждения 38 над рабочей ветвью конвейера). Пластины конвейера, закрепленные на цепи, облицованы стеклотекстолитом, чтобы
5 предохранить горячие заготовки от посечек. Привод конвейера - от двигателя с регулируемой скоростью.
Конструктивно конвейер аналогичен известным конвейерам, подающим отпрессо0 ванные изделия к печам отжима в линиях выработки, например стеклотары, но меньше по размерам.
Разгрузочный конец конвейера 7 примыкает к самотечному лотку 39. проходя5 щему через окно в боковой стенке печи-накопителя 8.
Печь-накопитель 8 - электрическая, камерная. Нагреватели 40 установлены на своде обогреваемой камеры, внутри кото0 рой размещается контейнер 9 - открытый сверху короб, обклеенный изнутри листовым асбестом, с грибовидным обтянутым в несколько слоев стеклотканью выступом - отбойником d в средней части.
5 Рабочий объем контейнера 9 примерно равен объему загрузки чаши бункера 1. Количество контейнеров 9 назначается из условия размещения в них продукции, выпускаемой за две смены.
0 Имеется окно для наблюдения за падением нарезок при настройке и за степенью заполнения контейнера при работе.
Под обогреваемой камерой размещены два необогреваемых отделения для запол5 нения контейнеров. Камера и необогреваемые отделения имеют дверки. Для облегчения загрузки и разгрузки контейнеров в печь и из печи имеется двухвинтовой подъемник с платформой 41, оснащенной поворотными самоустанавливающимися
(рояльными) роликами 42. Привод подъемника не показан.
Агрегат работает следующим образом.
Электрические печи 5 и 8 и обогрев конвейера 7 включены и автоматически поддерживают установленный температурный режим. Формы 34 пресса разогреты. Под 19 вращается непрерывно со скоростью, обеспечивающей нарезкам требуемое время нагрева. Конвейер 7 работает непрерывно с соответствующей скоростью. В обогреваемой камере печи 8 установлен один незаполненный контейнер 9, остальные контейнеры - в необогреваемых отделениях.
Привод 10 диска загрузочного бункера настроен на требуемую скорость и работает периодически в зависимости от уровня заполнения лотка-накопителя 2. При вращении диска 11 те нарезки, которые лежат на нем, попадают в ориентирующую щель а (благодаря наклону вращающегося диска постепенно ложаться и стоящие нарезки), а затем в отверстие Ь. Поскольку нарезки имеют достаточно острые края и склонны сцепляться друге другом при проходе через это отверстие, его приходится делать более ем в 4 раза длиннее одной нарезки, так что заторов в отверстии b не возникает.
Из-за увеличенного размера отверстия b нарезки выходят из чаши 1 неравномерно - то одна, то 2-3 одновременно, группой. По склизу 12 нарезки попадают на V-образный лоток-накопитель 2. По уклону его листа 13, показанному на фиг. 6, и упираясь в линейку 14 из-за уклона, показанного на фиг. 2, они разворачиваются до упора всей стороной в линейку и одновременно скользят вдоль этой линейки до упора первой нарезки в инейку 18 питателя 3 перед толкателем 17 фиг. 3) и таким образом выстаиваются одна за другой с одинаковой ориентацией - одной стороной вдоль линейки 14.
Однако для такого построения в ряд необходимо, чтобы верхняя часть лотка 2, куда со склиза 12 попадают выходящие из чаши
1нарезки, была свободна. Если в этом месте линейка 14 закрыта уже остановившимися, выстроившимися в ряд нарезками, то выходящие из чаши 1 нарезки, вращаясь, скользят вдоль этого ряда и могут упасть с лотка
2или, что еще хуже, пристраиваются сбоку и могут нарушить работу питателя 3.
Ограничение длины ориентированного ряда и контроль уровня заполнения лотка- накопителя 2 обеспечивается тем, что переключатель (фотодагчик) 15 включает привод 10, когда ряд сократится настолько, что нарезки не закрывают фотодатчик 15, а когда нарезки закрывают его (это может сделать
первая после включения нарезка), дает команду на выключение привода 10, но благо даря задержке выключения, настраиваемой посредством реле времени, вслед за нарез- 5 кой, закрывшей фотодатчик 15, набирается ряд нарезок до требуемого уровня, и пока этот ряд не опустится до открывания фотодатчика 15, привод 10 остается отключенным.
0Пневмоцилиндр 16 делает рабочий ход
по команде переключателя 32 от флажка 31, вращающегося с командным валом.
Во время рабочего хода упор-толкатель 17 упирается в нижнюю нарезку из ряда,
5 выстроившегося на лотке накопителя 2, и продвигает ее по лотку 3,
Во время обратного хода толкателя 17 ряд нарезок в накопителе 2 под действием собственного веса опускается, подавая од0 ну нарезку к толкателю. Таким образом на лотке питателя 3 выстраивается ориентированный ряд нарезок (нарезки подаются ориентированными из накопителя, сохранение ориентации обеспечивается V-образным
5 профилем лотка). При заполнении лотка 3 каждый рабочий ход толкателя 4 проталкивает весь ряд нарезок и передняя нарезка, предварительно нагретая при прохождении через окно в стенке печи, попадает на склиз
0 с и переходит на под 19 печи. Настройка четкости перехода нарезки на склиз с (по одной на один ход толкателя, не больше и не меньше) производится перемещение упора-толкателя 17 по резьбе штока пнев5 моцилиндра 16.
Независимо от скорости вращения пода 19 одному обороту командного вала 28 соответствует один рабочий ход толкателя 4 и поворот пода 19 на один и тот же угол, а
0 значит, и один и тот же шаг нарезок на поду 19. Настройку шага производят, изменяя с помощью маховичка 30 на винте 29 положение ролика 27 на конусе 26 вариатора.
Когда нагретая в печи 5 нарезка появля5 ется в выходном окне, прессовщик вручную перемещает ее по столику 33 в форму 34 пресса. У некоторых видов заготовок предварительно вручную специальными лопатками скругляют углы в плане. Нажатием
0 педали прессовщик включает цилиндр прессования и выдерживает время прессования. В это же время на позиции разгрузки срабатывают цилиндры выталкивателя и сбрасывателя. Отпрессованная и достаточно
5 отвердевшая заготовка попадает на склиз 37 и с него на конвейер 7. Под обогреваемым кожухом 38, предохраняющим от посе- чек, заготовки попадают на лоток 39 и по нему в контейнер 9, стоящий в обогревае- мой камере печи-накопителя 8. Грибовидный отбойник d смягчает удар падающей нарезки и предохраняет ее от сколов. Когда контейнер 9 наполнится, его меняют местами с пустым контейнером из необогреваемого отделения.
Периодически (через 1-1,5 ч) прессовщик или помощник (в этом случае достаточно одного помощника на 6 агрегатов) заполняет бункер 1 нарезками и переставляет контейнеры 9 в печи-накопителе.
Агрегат работает по две смены в сутки. Во время третьей смены заполненные контейнеры остаются в неотапливаемых отделениях. Здесь они медленно остывают, обеспечивая заготовкам инерционный отжиг. В начале первой смены цеховым транспортом контейнеры доставляют к печам окончательного отжига и пустыми возвращают в печь-накопитель.
При перемещениях контейнеров между отделениями печи-накопителя, а также между печью-накопителем и цеховым транспортом вертикальные перемещения заполненных контейнеров производят поднимая или опуская платформу 41, горизонтальные - вручную по рояльным роликам 42.
Применение предложенного агрегата в сравнении с прототипом уменьшает количество рабочих, занятых на операции прессования (из 12 рабочих на 6 агрегатах освободится 5 рабочих), а также ручной труд прессовщика за счет механизации операций поворота пода нагревательной печи и передачи отпрессованной заготовки из формы в печь-накопитель; повышает удобство пользования агрегатом и технологическую дисциплину, так как время нагрева нарезок в печи не зависит от темпа работы прессовщика, а удобный для себя темп прессовщик может устанавливать регулировкой шага нарезок в нагревательной печи, не меняя скорость вращения пода и время нагрева, сокращает занимаемую производственную площадь за счет многоэтажной конструкции печи-накопителя.
Формула изобретения
1.Агрегат для нагрева и прессования заготовок оптического стекла, содержащий карусельную нагревательную печь, пресс,
печь-накопитель и контейнеры для инерционного отжига прессованных заготовок, о т- личающийся тем, что, с целью сокращения ручного труда и повышения удобства пользования и технологической дисциплины, он снабжен загрузочным бункером с накопителем и питателем с толкателем для поштучной подачи заготовок в печь, кинематически связанным с каруселью нагревательной печи, и конвейером, установленным между прессом и печью-накопителем.
2.Агрегат по п. 1,отличающийся тем, что загрузочный бункер выполнен в виде приводного диска, вращающегося в наклонной чаше с образованием круговой ориентирующей щели с боковым отверстием, выходящим на склиз накопителя, выпол- ненного в виде V-образного лотка с датчиком уровня его заполнения, управляющим приводом диска.
3.Агрегат по п. 1,отличающийся тем, что питатель выполнен в виде V-образного лотка, проходящего через окно в стенке нагревательной печи, со склизом,
нависающим над подом нагревательной печи.
4.Агрегат по п. 3, отличающийся тем, что толкатель выполнен с приводом от силового цилиндра, управляемого посредством командного вала, связанного с каруселью нагревательной печи передачей с регулируемым передаточным отношением.
5.Агрегат по п. 1,отличающийся тем, что, с целью сокращения занимаемой
производственной площади, печь-накопитель снабжена обогреваемой камерой, соединенной с конвейером самотечным лотком, проходящим через окно в стене камеры, и расположенными под обогреваемой
камерой необогреваемыми отделениями для установки заполненных контейнеров.
n
I enib
8ид А гг0верну о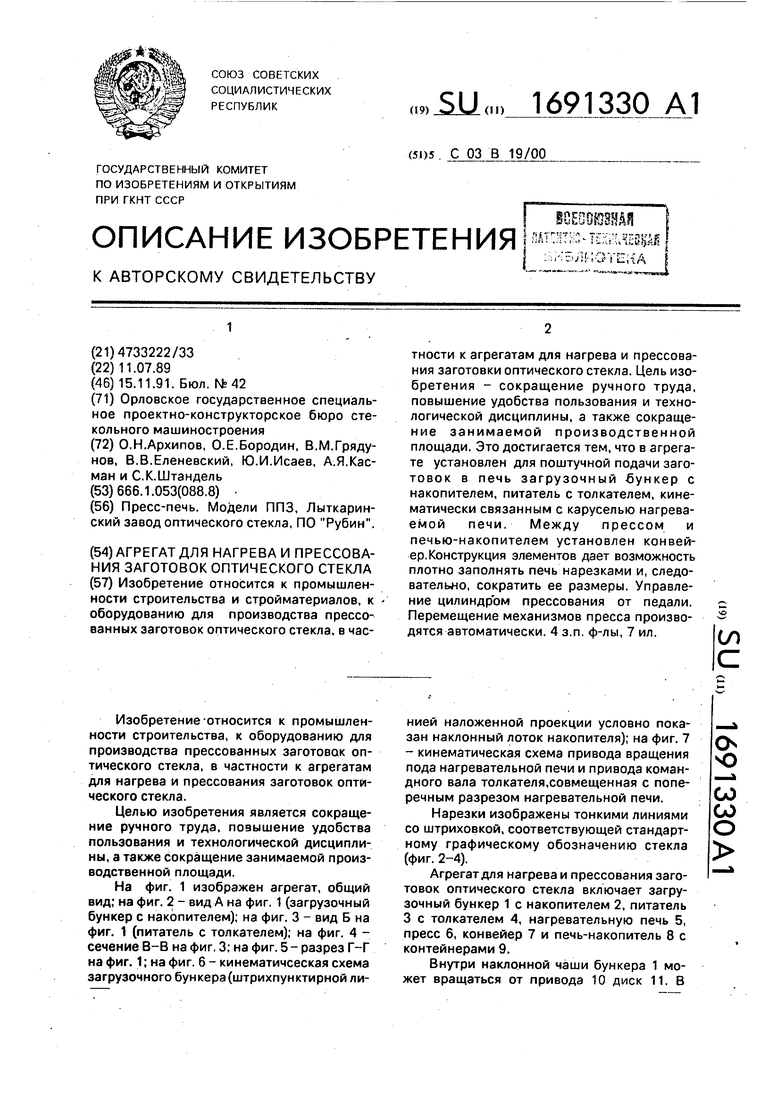

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматическая линия изготовленияиздЕлий из МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU818750A1 |
| Устройство для загрузки нагревательных печей | 1981 |
|
SU1016658A1 |
| Установка для термофиксации пружин | 1983 |
|
SU1154519A1 |
| Агрегат для малоокислительного нагрева | 1968 |
|
SU448911A1 |
| ВЫРАБОТКИ МЕЛКОШТУЧНЫХ БУЛОЧНЫХ И СДОБНЫХ ИЗДЕЛИЙ | 1972 |
|
SU343677A1 |
| Карусельная электропечь для термообработки мелких деталей | 1979 |
|
SU857683A1 |
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| УЧАСТОК ПРИЕМА И ПЕРЕРАБОТКИ СТРУЖКИ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 2014 |
|
RU2586179C2 |
Изобретение относится к промышленности строительства и стройматериалов, к оборудованию для производства прессованных заготовок оптического стекла, в частности к агрегатам для нагрева и прессования заготовки оптического стекла. Цель изобретения - сокращение ручного труда, повышение удобства пользования и технологической дисциплины, а также сокращение занимаемой производственной площади. Это достигается тем, что в агрегате установлен для поштучной подачи заго- товок в печь загрузочный бункер с накопителем, питатель с толкателем, кинематически связанным с каруселью нагреваемой печи. Между прессом и печью-накопителем установлен конвейер. Конструкция элементов дает возможность плотно заполнять печь нарезками и, следовательно, сократить ее размеры. Управление цилиндром прессования от педали. Перемещение механизмов пресса производятся автоматически. 4 з.п. ф-лы, 7 ил. (Л
фие.2 But 6 повернуто
Q- 8повернуто
фигЛ
38 7
X X X X
10
фиг. 6
r-r
9
фиг. 5
i«
/.
| Пресс-печь | |||
| Модели ППЗ, Лыткарин- ский завод оптического стекла, ПО Рубин. |
