Изобретение относится к автоматизации технологических процессов обработки деталей и может быть использовано для шлифования деталей типа тормозных накладок большегрузных автомобилей.
Цель изобретения - повышение надежности работы станка путем исключения деформации и перекоса детали при ее обработке.
На фиг. 1 изображен станок для абразивной обработки, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Станок для абразивной обработки содержит основание 1, шаговый цепной конвейер 2, смонтированный на основании I, с приводом (не показан).
Шаговьш конвейер состоит из двух параллельно замкнутых цепей 3, на которых равномерно с одинаковым шагом закреплены толкатели 4, выступаюшие над ветвями 5 и 6 цепного конвейера 2.
Расстояние между толкателями 4 а на горизонтальном участке ветви 5 соответствует размеру обрабатываемой детали 7. Под ветвью 5 цепного шагового конвейера 2 на основании 1 закреплены направляющие 8 для ветви 5.
Над цепным шаговым конвейером 2 на основании 1 закреплена шлифовальная головка 9 с приводом (не показан). Под ветвью 5 соосно шлифовальной головке 9 смонтирован упругий ложемент 10 с. упором И для удержания детали 7 во время ее обработки шлифовальной головкой 9. .Меха- низ.м для перемещения ложемента 10 к шлифовальной головке 9 выполнен в виде пнев- моцилиндра 12, закрепленного на основании 1. Упругий ложемент 10 выполнен по профилю детали 7.
В направляющих 8 выполнено окно 13 для прохода упругого ложемента 10.
Над ветвью 5 цепного шагового конвейера 2 в месте ее перегиба, где расстояние с между толкателями 4 больше расстояния а, смонтировано загрузочное устройство 14, а также разгрузочное устройство, выполненное в виде лотка 15.
Станок для абразивной обработки работает следующим образом.
Детали 7 загружаются в загрузочное устройство 14. С помощью привода (не показан) приводится в .действие шаговый цепной конвейер 2. В момент загрузки шагового цепного конвейера 2 деталями 7 толкатель 4 не добегает до вертикального положения на заданный угол у. В результате
этого расстояние с между толкателя.ми в зоне расположения загрузочного устройства 14 значительно больше размера детали 7. Вследствие чего деталь 7 под действием собственного веса свободно опускается между толкателями 4 на направляющие 8. При движении цепного шагового конвейера 2 на один шаг толкатели 4 выходят на горизонтальный участок, достигают вертикального положения и расстояние .между ними умень0 шается до величины а, соответствующей размеру детали. Последняя находится как бы в жестком размерном гнезде, исключающе.м перекос ее в 1 оризонтальной плоскости при транспортировке и обработке. При подходе
детали 7 к упругому ложементу 10 и шлифовальной головке 9 она сталкивается толкателями 4 цепного игагового конвейера 2 в упругий ложемент 10. При движении штока пневмоцилиндра 12 вверх поднимается и упругий ложе.мент 10 с деталью 7 к шлифовальной головке 9.
Упругий ложемент Ш, выполненный по профилю обрабатывае.мой детали 7, обеспечивает самоцентрирование последней относительно шлифовальной головки 9 и равно- .мерность усилия, воздействующего на деталь 7, что предохраняет ее от дефор.мации и перекоса в мо.мент шлифования. После обработки детали 7 упругий ложе.мент 10 пнев- моцилиндро.м 12 опускается до уровня направляющих 8.
При последуюп ем шаговом пере.мещении цепного шагового конвейера деталь 7 толкателями 4 перемещается к лотку 15 выгрузки.
0
5
0
Формула изобретения
35
Станок для абразивной обработки, содержащий смонтированный на основании шаговый цепной конвейер с равномерно за- крепленны.ми на нем толкателя; 1и, направляющие для рабочей его ветви, шлифовал.ь40 ную головку, закрепленную над рабочей ветвью конвейера, и загру:ючное и разгрузочное устройства, отличающийся те.м, что, с целью повышения надежности работы станка, он снабжен установленны.м на основании под рабочей ветвью шагового цепного
конвейера соосно шлифовальной головки с возможностью возвратно-поступательного перемещения в вертикальной плоскости упругим ложементом с упором для удержания детали во время обработки, при это.м загрузочное устройство установлено в месте перегиба рабочей ветви шагового цепного конвейера.
50
11
CpU2.l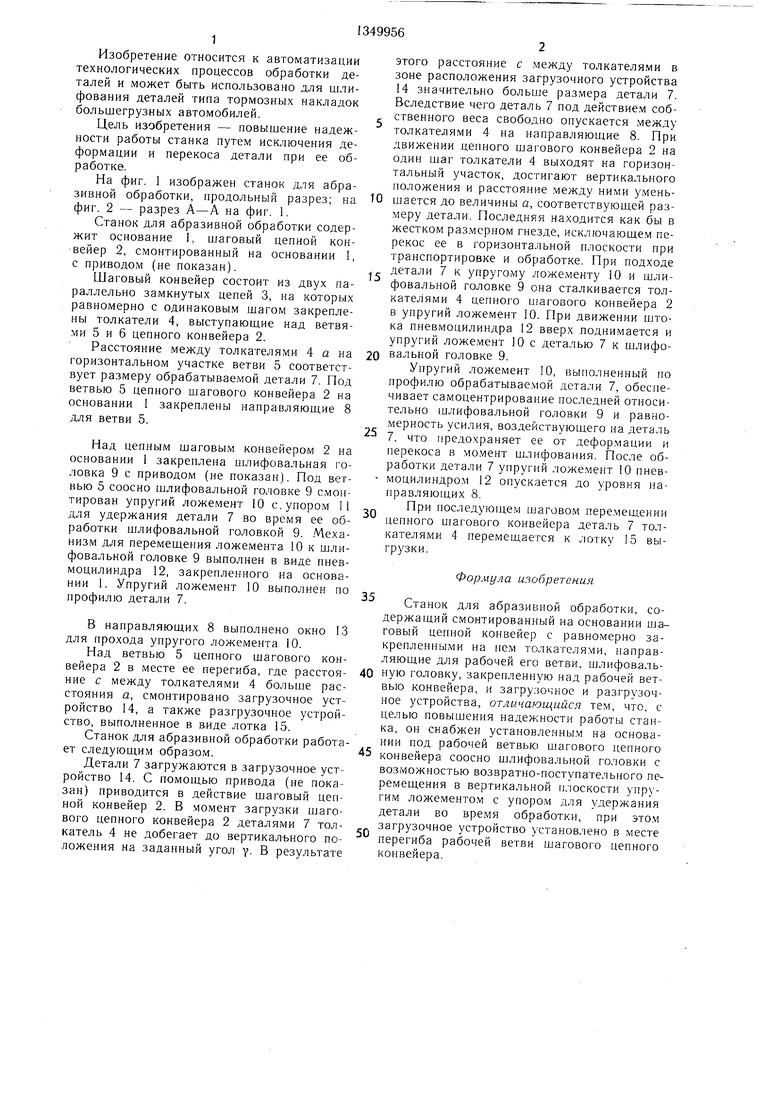
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления деревянных деталей круглой формы | 1988 |
|
SU1639956A1 |
| Обдирочно-шлифовальный станок | 1983 |
|
SU1703403A1 |
| Шлифовальный станок | 1990 |
|
SU1807929A3 |
| Автомат для шлифования тормозных колодок | 1985 |
|
SU1349965A1 |
| Плоскошлифовальный станок | 1982 |
|
SU1073079A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРМОЗНЫХ КОЛОДОК С АВТОМАТИЧЕСКОЙ КОРРЕКЦИЕЙ ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2108220C1 |
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
Изобретение относится к автоматизации технологических процессов обработки деталей и может быть использовано для шлифования деталей типа тормозных накладок большегрузных автомобилей. Целью изобретения является повышение надежности работы станка путем исключения деформации и переноса детали при ее обработке. Для этого на основании 1 под ветвью 5 шагового цепного конвейера установлен упругий ложемент с приводом его возвратно-поступательного перемещения в вертикальной плоскости от пневмоцилиндра 12. Упругий ложемент установлен соосно шлифовальной головке 9, смонтированной на основании 1 над ветвью 5. Загрузочное устройство 14 закреплено на основании 1 над ветвью 5 в месте ее перегиба, где расстояние с между толкателями 4, равномерно закрепленными на шаговом цепном конвейере, больше расстояния а между толкателями 4 на горизонтальном участке ветви 5. 2 ил. (Л с: со 4 Х СО сл О5 IJIUZJ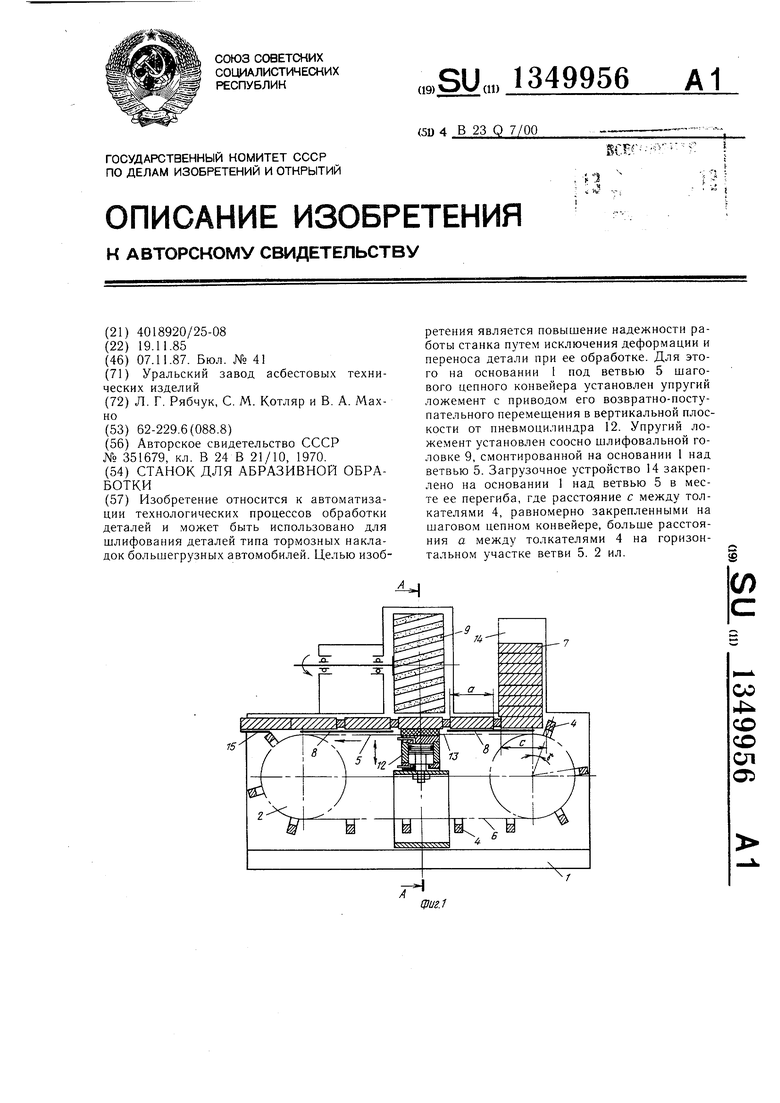
| СТАНОК ДЛЯ ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 0 |
|
SU351679A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
