Изобретение относится к измерительной технике и касается вопроса конструкции и настройки регулируемых калибров-скоб для контроля деталей типа "вал".
Известен односторонний калибр-скоба для контроля валов [1] который имеет проходную (ПР) и непроходную (НЕ) стороны. Однако этот калибр можно применять только для контроля валов одного диаметра.
Наиболее близким по технической сущности к предлагаемому является регулируемый калибр-скоба [2] который состоит из корпуса с губками, установочных и регулировочных вставок. Калибр-скоба такой конструкции имеет возможность настройки (переналадки) для контроля валов разного диаметра. Недостатком его является сложность и неудобство настройки на заданный размер, невозможность обеспечивать однозначно точное усилие настройки, что может являться источником систематических погрешностей при контроле валов. Возможна деформация корпуса калибра, что также может стать источником погрешности как при настройке, так и при контроле валов. Деформация корпуса калибра возможна как от усилия регулировки непосредственно при контроле, так и от температурных колебаний.
Целью изобретения является повышение точности и производительности настройки устройства на заданный размер.
Цель достигается тем, что устройство для контроля валов дополнительно снабжено установочными вставками, выполненными в форме ступенчатого по длине цилиндра. Торец ступени меньшего диаметра вставки в процессе настройки устройства на заданный размер взаимодействует с поверхностью блока концевых мер, а в процессе контроля с поверхностью контролируемого вала. Торец ступени большего диаметра взаимодействует с пружиной, установленной соосно с установочной вставкой. Пружина находится в постоянном взаимодействии с торцом ступени большего диаметра вставки и старается переместить установочную вставку в сторону регулировочной вставки устройства. Установочная вставка в процессе настройки устройства на заданный размер имеет возможность перемещаться в осевом направлении влево или вправо. В процессе контроля вала вставка остается неподвижно в правом крайнем положении. Для контроля осевого положения установочной вставки в процессе настройки на заданный размер устройство снабжено индикаторной головкой, расположенной соосно с вставкой. Измерительный стержень индикаторной головки взаимодействует с торцом ступени большего диаметра вставки. Для уменьшения деформации корпуса от температурных колебаний устройство снабжено жестко соединенным с губками полукольцом, материал которого имеет коэффициент температурного расширения меньше, чем материал корпуса устройства. Размеры и форма полукольца подобраны таким образом, чтобы устройство могло перемещаться свободно (без касания) вдоль контролируемого вала.
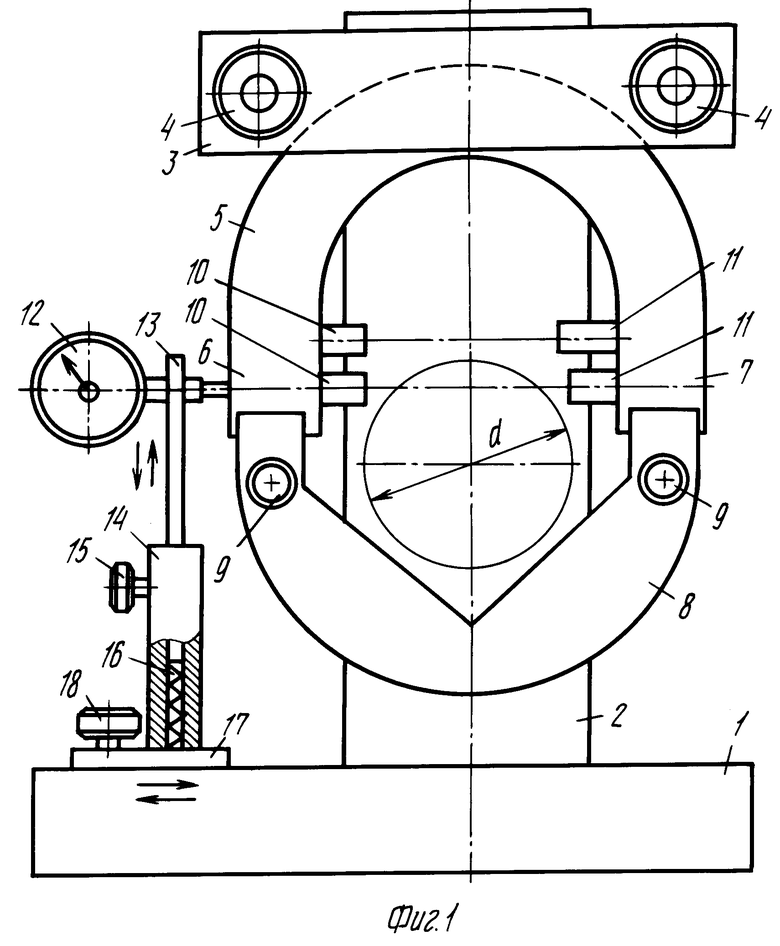
На фиг. 1 показано устройство, закрепленное на приспособлении для настройки, вид спереди; на фиг. 2-4 последовательность настройки устройства на заданный размер.
На основании 1 (фиг. 1) приспособления для настройки закреплена плоская стойка 2 с захватом 3. С помощью двух винтов 4 устройство 5 для контроля валов крепится в вертикальном положении на захвате 3. Свободные губки 6 и 7 устройства 5 закорачивают с помощью полукольца 8, которое закрепляют на устройстве 5 с помощью двух винтов 9. Позициями 10 и 11 обозначены соответственно установочные и регулировочные вставки устройства 5. Индикаторная головка 12 располагается соосно с установочной вставкой 10 и закреплена на стойке 13, которая имеет возможность перемещаться по высоте вверх или вниз (показано стрелками). Стойка 13 расположена телескопически во втулке 14 и фиксируется в необходимом положении по высоте с помощью винта 15. Пружина 16 постоянно действует на стойку 13 в направлении перемещения вверх, что облегчает регулировку положения индикаторной головки 12 по высоте. Втулка 14 закреплена на ползуне 17, который имеет возможность перемещаться горизонтально в плоскости расположения устройства 5 влево и вправо (показано стрелками). С помощью винта 18 ползун 17 закрепляется в необходимом положении относительно устройства 5. Контур окружности диаметром d показывает взаимное расположение устройства 5 и контролируемого вала в процессе перемещения устройства вдоль вала без взаимного контакта.
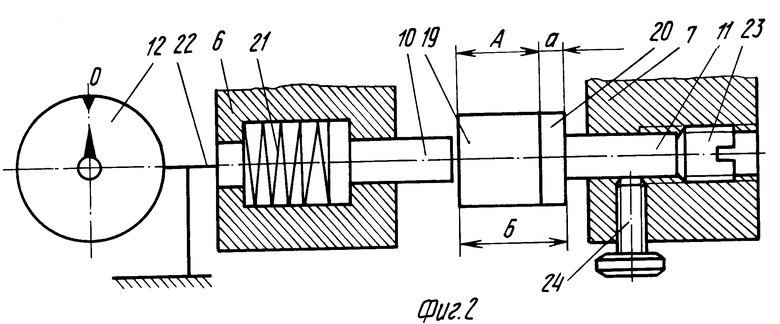
На фиг. 2 показано исходное положение блоков 19 и 20 концевых мер перед началом настройки устройства 5 на заданный размер. Размер А блока 19 концевых мер равен размеру, на который необходимо настроить устройство 5. Размер а блока 20 концевых мер представляет превышение размера А. Значение размера а всегда больше нуля и может равняться, например, 0,05 мм. Сумма размеров А и а равняется размеру Б, т. е. при регулировке собирается блок концевых мер размером Б как одно целое, но в котором всегда известны значения А и а.
Пружина 21 постоянно действует на установочную вставку 10 и фиксирует ее неподвижно при контроле деталей. Таким образом, установочная вставка 10 в этой конструкции имеет возможность перемещаться влево или вправо при регулировке устройства 5, а в существующих конструкциях она неподвижна как при регулировке, так и при контроле. Индикаторная головка 12 располагается в момент регулировки соосно с вставками 10 и 11 и служит для контроля положения установочной вставки 10. Измерительный стержень 22 индикаторной головки 12 взаимодействует с торцом ступени большего диаметра вставки 10. Установочные вставки 10 в известных конструкциях имеют форму гладкого цилиндра по всей длине, а в данной конструкции они представляют собой ступенчатый цилиндр. В исходном положении между вставками и блоком концевых мер имеется зазор и стрелка индикаторной головки установлена на нуль. Через регулировочный винт 23 с помощью отвертки перемещают влево подвижную (регулируемую) вставку 11. Винт 24 служит для фиксации неподвижно в необходимом положении регулируемой вставки 11. В известных конструкциях фиксация положения регулируемой вставки осуществляется через затяжную втулку с помощью затяжного винта. На фиг. 3 фиксатор регулируемой вставки 11 для упрощения изображен в виде винта 24. В начале регулировки, когда между блоком размера Б и торцами вставок 10 и 11 имеется зазор, стрелка индикаторной головки 12 располагается против нулевой метки, как показано на фиг. 2. На фиг. 2-4 для упрощения не показано полукольцо 8.
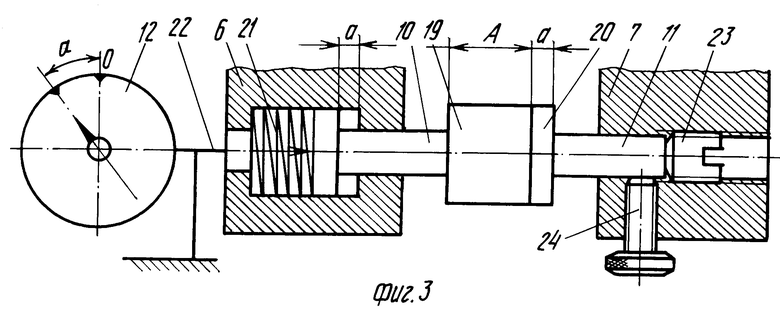
На фиг. 3 показан следующий этап регулирования устройства, когда установочная вставка 10 перемещается от первоначального (нулевого) положения на величину а, на что указывает стрелка индикаторной головки 12. В этом положении закрепляют неподвижно регулируемую вставку 11 с помощью винта 24.
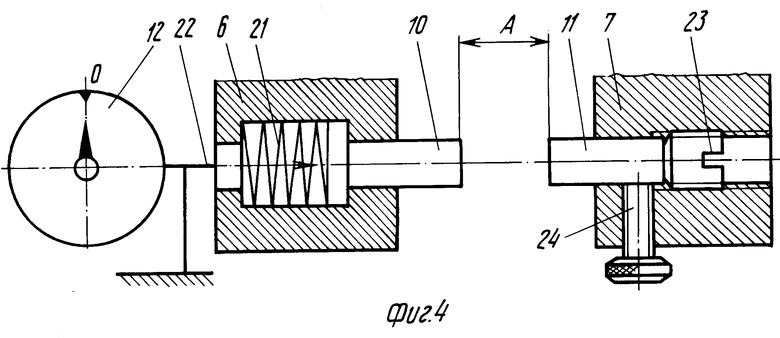
На фиг. 4 показано положение установочной вставки 10 после удаления блока концевых мер размера Б, т. е. установочная вставка под действием пружины 21 занимает первоначальное положение и фиксируется неподвижно, а расстояние между торцами вставок 10 и 11 равно А. На это значение и необходимо настроить устройство 5. По положению стрелки индикаторной головки 12 (она должна вернуться на нуль) определяют, точно ли установилась в первоначальное положение (фиг. 2) установочная вставка 10. Устройство 5 для контроля вала диаметром А готово к работе.
Настройку устройства для контроля валов осуществляют в следующей последовательности.
С помощью жесткого полукольца 8 (фиг. 1) закорачивают свободные губки 6 и 7 устройства 5. Это необходимо для уменьшения деформации корпуса устройства как при регулировке, так и при контроле валов. Устройство 5 закрепляют на захвате 3 приспособления так, чтобы ось симметрии устройства расположилась вертикально, или, что то же самое, чтобы оси вставок 10 и 11 оказались горизонтально основанию 1 приспособления. Устройство в захвате 3 закрепляют с помощью винтов 4. Перемещая стойку 13 с закрепленной на ней индикаторной головкой 12 в вертикальном и горизонтальном направлениях, вводят в контакт измерительный стержень 22 (фиг. 2) индикаторной головки с торцом ступени большего диаметра установочной вставки 10. Запоминают первоначальное положение стрелки индикаторной головки 12 (положение О на фиг. 2). С помощью отвертки отворачивают винт 23 и отводят вправо регулировочную вставку 11 настолько, чтобы между вставками 10 и 11 мог расположиться с зазором блок концевых мер с размером Б. На фиг. 2 видно, что Б A + a. Размер А соответствует размеру, на который необходимо настроить устройство 5 и показан позицией 19. Размер а превышение размера А показан позицией 20. Размер А может иметь любое значение в пределах регулирования устройства 5, а размер а должен быть всегда больше нуля, например 0,05 мм. Располагают блок концевых мер размером Б между вставками 10 и 11 и с помощью отвертки заворачивают винт 23 до тех пор, пока стрелка индикаторной головки 12 не покажет значение а (фиг. 3), например значение 0,05 мм от первоначального положения. С помощью винта 24 закрепляют неподвижно регулировочную вставку 11. При заворачивании винта 23 происходит следующее. Регулировочная вставка 11 через блок Б концевых мер преодолевает упругость пружины 21 и перемещает установочную вставку 10 на величину а, значение которой контролируется с помощью индикаторной головки 12. Удаляют блок Б концевых мер, после чего под действием пружины 21 установочная вставка 10 возвращается в первоначальное рабочее положение (фиг. 3). Стрелка индикаторной головки 12 при этом должна вернуться в исходное положение (фиг. 2 и 4). Это означает, что устройство 5 правильно настроено на заданный размер А контроля. Упругость пружины 21 подобрана таким образом, чтобы во время контроля под действием веса устройства 5 и полукольца 8 установочная вставка 10 оставалась неподвижной, а также чтобы при настройке корпус устройства 5 не деформировался даже при отсутствии полукольца 8. При необходимости, например при использовании скобы для приемочного контроля, полукольцо 8 можно оставить на устройстве, что повышает надежность и точность результатов контроля. С этой целью полукольцо 8 изготовлено такой формы и размеров, чтобы устройство вместе с полукольцом прошло свободно через контролируемый вал, как показано на фиг. 1. При использовании устройства для контроля диаметра вала непосредственно на станке, особенно при точении длинных валов в центрах, полукольцо можно удалить.
Использование предлагаемого устройства для контроля валов обеспечивает по сравнению с известными следующие преимущества: повышается точность регулировки (настройки) устройства на заданный размер за счет устранения деформации корпуса при настройке и контроле; повышается производительность процесса настройки за счет устранения необходимости повторной настройки; применение специального полукольца из материала, у которого коэффициент температурного расширения меньше, чем у материала корпуса устройства, уменьшает погрешность результатов контроля валов в различных температурных условиях; повышается точность настройки и контроля за счет стабилизации усилия регулировки, которое не зависит от субъективных показателей регулировщика.
Предлагаемое устройство для контроля валов можно применять в производстве, где необходим контроль деталей типа "вал", например в прокатном производстве, где выпускаются профили круглой формы, на металлургических и машиностроительных заводах, а также на ремонтных предприятиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ РАСПРЕДЕЛИТЕЛЬНОГО ТОПЛИВНОГО НАСОСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2027891C1 |
| Способ дефектации груза муфты опережения впрыска топлива и устройство для его осуществления | 1986 |
|
SU1346843A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ | 1993 |
|
RU2065568C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Устройство для контроля твердости болтов | 1959 |
|
SU128186A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2018 |
|
RU2704328C1 |
| Прибор для испытания нагнетательного клапана топливного насоса дизельного двигателя | 2019 |
|
RU2722703C1 |
| Прибор для двухпрофильного контроля цилиндрических зубчатых колес | 1990 |
|
SU1712770A1 |
| Универсальный шаблон специалиста неразрушающего контроля | 2019 |
|
RU2714458C1 |
| Устройство для сортировки шариков по размеру диаметра | 1940 |
|
SU64356A1 |
Изобретение относится к измерительной технике. Сущность: устройство снабжено установочными вставками, которые выполнены в виде ступенчатого по длине цилиндра. Торец ступени меньшего диаметра цилиндра взаимодействует с поверхностью контролируемого вала, а торец ступени большего диаметра - с пружиной, установленной соосно со ступенчатым цилиндром. В процессе регулировки на заданный размер ступенчатый цилиндр имеет возможность перемещаться в осевом направлении. В процессе контроля ступенчатый цилиндр остается неподвижным под действием пружины. Расположенная соосно со ступенчатым цилиндром индикаторная головка, измерительный наконечник которой контактирует с торцом ступени большего диаметра цилиндра, позволяет контролировать осевое положение цилиндра в процессе настройки. Для уменьшения погрешностей настройки и результатов контроля от температурных колебаний губки устройства жестко соединены полукольцом, материал которого имеет коэффециент температурного расшырения меньше, чем материал корпуса устройства. Применение устройства для контроля валов позволяет повысить точность и производительность процессов настройки и контроля за счет стабилизации усилия регулировки и уменьшения деформации корпуса устройства. 1 з.п. ф-лы, 4 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, рис.4з. | |||
