Изобретение относится к способам оценки прочности сосудов давления, оболочечных конструкций, включая кольцевые сварные соединения трубопроводов большого диаметра.
Известен способ оценки прочности стыковых сварных соединений, включающий вырезку образцов из металла шва и различных участков околошовной зоны, испытание на разрыв до разрушения и определение предела текучести или пропорциональности, предела прочности и относительного сужения после разрыва [1]
Этот способ не позволяет оценивать места будущего разрушения и максимальной нагрузки при разрушении сварного соединения в составе конструкции, поскольку не учитывает геометрических особенностей конструкции и остаточных сварочных напряжений.
Наиболее близким по технической сущности к предлагаемому является способ оценки прочности сварной конструкции, заключающийся в том, что вырезают образцы из сварного соединения, испытывают их на растяжение до разрушения, определяют предел прочности σв и используют его при оценке параметра прочности [2]
Этот способ не позволяет оценить прочность сварных соединений в составе конструкции, поскольку не учитывает геометрических особенной конструкции и остаточных сварочный напряжений, существенно влияющих на величину максимальной нагрузки.
Прочность сварных соединений трубопроводов является комплексной характеристикой, определяемой полем рабочих напряжений, соотношением показателей прочности и пластичности наплавленного металла, отдельных участков зоны термического влияния и основного металла, а также полем сварочных остаточных напряжений, которые определяются технологическими особенностями сварочного процесса и геометрией конструкции и снимаются при ее разрезке, вследствие чего полностью отсутствуют в испытуемых образцах. Поэтому для оценки разрушающих нагрузок и места разрушения сварных соединений в составе конструкции данных испытаний образцов из сварного соединения недостаточно. Опыт натурных испытаний труб малого диаметра, сваренных методами дуговой и контактной сварки, показывает, что при использовании сварочных материалов той же категории прочности, что и основной металл, и отсутствии дефектов сварного шва, величина разрушающих напряжений может изменяться в пределах до 40% от предела прочности наименее прочного (по результатам испытаний по известному способу) участка сварного соединения как в сторону уменьшения, так и в сторону увеличения. При этом инициация разрушений в шве, зоне термического влияния и основном металла прогнозируется на основе известного способа с точностью не более 70%
Таким образом, известный способ не обеспечивает условий для определения места разрушения и максимальной нагрузки при нагружении сварных соединений в составе конструкции.
Задачей изобретения является повышение точности оценки прочности и прогнозирование места разрушения сварного соединения в составе конструкции.
Для этого в способе оценки прочности сварной конструкции, заключающемся в том, что вырезают образцы из сварного соединения, испытывают их на растяжение до разрушения, определяют предел прочности σв и используют его при оценки параметра прочности, вырезают образцы, содержащие различные зоны сварного соединения и основной металл, при испытании на растяжение дополнительно определяют предел текучести или пропорциональности, фиксируют продольную относительную деформацию εm в наименьшем сечении при максимальной нагрузке, относительное поперечное сужение Ψ после разрыва и величину и знак остаточных сварных напряжений, с помощью зафиксированных величин определяют максимально возможное относительное приращение прочности Δ с учетом геометрии конструкции и вычисляют максимальное напряжение σm для материала каждой зоны из соотношения
σ m k(1 + Δ*) σb (1) где k безразмерный геометрический коэффициент, зависящий от соотношения поперечных сечений сварного соединения и основного металла в конструкции;
Δ* относительное приращение прочности, выбираемое из соотношений
Δ*
(2)
εΨ ln  максимальная продольная
максимальная продольная
относительная деформация в наименьшем сечении после разрыва, в качестве параметра прочности выбирают минимальное значение σ m и прогнозируют разрушение материала в зоне с указанной минимальной величиной.
Безразмерный геометрический коэффициент k из соотношения (1) зависит от соотношения площадей поперечных сечений участков сварного соединения и основного металла в конструкции. Например, в случае сварки пластин одной толщины для металла шва при неснятом усилении этот коэффициент равен сумме единицы и отношения усиления к толщине основного металла, при снятом усилении этот коэффициент равен единице.
Безразмерный эмпирический коэффициент Δ, входящий в выражение (2), представляет максимально возможное относительное приращение прочности при достаточной пластичности материала. Достаточность пластичности представляется первым условием выражения (2). Он является детерминированной величиной, зависящей от геометрических особенностей свариваемой конструкции, отношений предела текучести и компонент остаточных сварочных напряжений к пределу текучести материала. Влияние геометрии конструкции состоит в основном в степени стесненности деформаций по сравнению со случаем простого растяжения. Известно, что при растяжении тонкостенных труб создается плоскодеформированное состояние, максимальное напряжение при котором больше, чем при простом растяжении, и достигается при больших значениях эффективной деформации. Этот эффект дает приращение прочности от 10 до 30% в зависимости от отношения предела текучести материала к пределу прочности. Увеличение отношения предела текучести к пределу прочности приводит к уменьшению величины безразмерного эмпирического коэффициента. Растягивающий характер остаточных напряжений, перпендикулярных прикладываемой нагрузке, увеличивает этот коэффициент, а сжимающий уменьшает. Результат действия остаточных напряжений, параллельных прикладываемой нагрузке, противоположен. В случае, когда пластичность материала недостаточна (второе условие выражения (2)), максимально возможное относительное приращение прочности Δ недостижимо, а реальная величина относительного приращения прочности Δ* определяется как разность между максимальной продольной относительной деформацией наименьшего сечения после разрыва εΨ и продольной относительной деформацией наименьшего сечения εm при максимальной нагрузке на образец при испытании.
Экспериментально установлено, что способ оценки прочности сварной конструкции позволяет повысить точность оценки прочности и прогнозирования места разрушения сварных соединений в составе конструкции.
Способ осуществляют следующим образом.
Производят сварку и вырезку образцов из основного металла и различных зон сварного соединения. Образцы подвергают испытанию на растяжение до разрушения. По результатам испытания каждого образца определяют предел текучести или пропорциональности, предел прочности, относительное сужение после разрыва и продольную относительную деформацию наименьшего сечения при максимальной нагрузке. Кроме того, оценивают величину и знак сварочных остаточных напряжений. После этого в соответствии с выражением (2) находят относительное приращение прочности и в соответствии с соотношением (1) максимальное напряжение для каждого материала испытанных образцов. Прочность сварного соединения в составе конструкции определяют как минимальное из ряда значений максимальных напряжений, а место вероятного разрушения прогнозируют по материалу, обладающему этим минимальным значением.
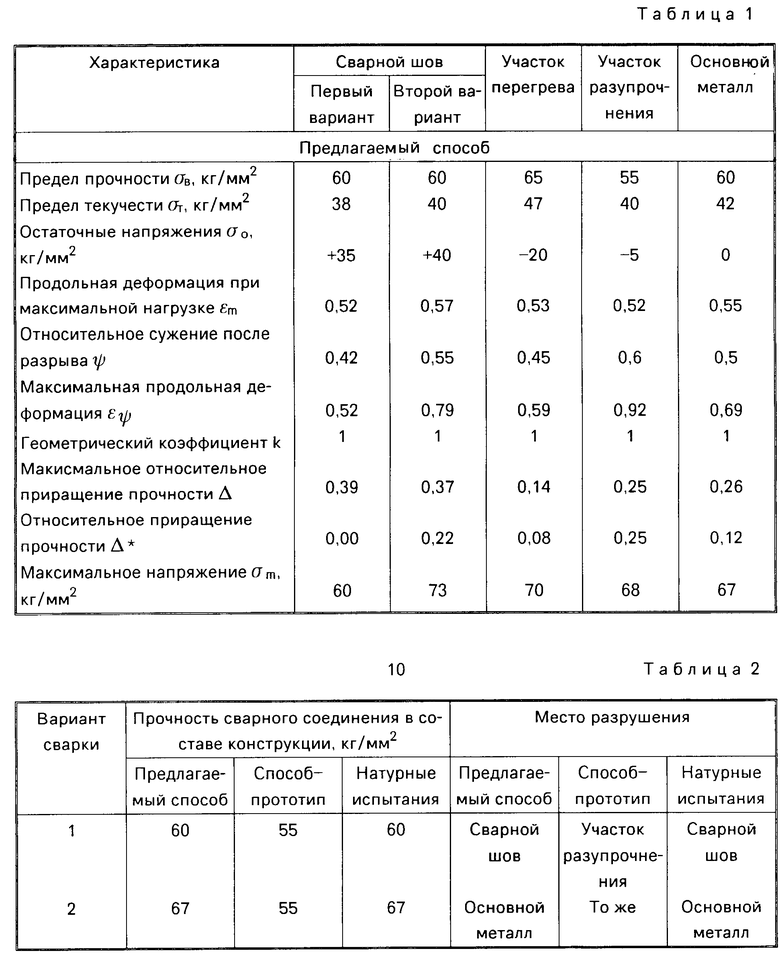
П р и м е р. Брали четыре патрубка труб 114х12 мм длиной 500 мм м четыре пластины 300х300х12 из трубной стали класса прочности К-60. На пластинах и трубах проводили одинаковую подготовку кромок под сварку. Сварку осуществляли на токе обратной полярности 110 А электродами с покрытием основного типа по двум вариантам: 1) УОНИ 13/55 и 2) LB-60U (Япония). После сварки пластин с обеих сторон механическим способом производили снятие усиления сварного шва и осуществляли радиографический контроль, который не выявил дефектов сварки. Из сварного соединения пластин вырезали образца (тип XIII ГОСТ 6996-68) для испытаний на разрыв по прототипу и, кроме того, из металла шва, участков перегрева и разупрочнения зоны термического влияния сварного соединения и основного металла вырезали шлифы для металлографических исследований и образцы круглого сечения. Образцы испытывали на растяжение до разрыва на испытательной машине с записью диаграммы нагрузка-перемещение. При испытании по прототипу определяли временное сопротивление образца. При испытании по предлагаемому способу фиксировали предел текучести, предел прочности, относительную продольную деформацию, соответствующую максимуму нагрузки, и относительное поперечное сужение после разрыва. После сварки патрубков механическим способом удаляли внутреннее и наружное усиления шва и проводили радиографический контроль, который не выявил дефектов. В шве и характерных зонах сварного соединения с помощью метода лазерной голографии определяли средние по толщине стенки параллельные и перпендикулярные оси патрубка компоненты сварочных остаточных напряжений. При этом было установлено, что средние по толщине значения параллельных оси патрубков остаточных напряжений в металле шва и на всех участках зоны термического влияния равны нулю, поэтому в дальнейшем принимали во внимание только перпендикулярные оси патрубков остаточные напряжения. Затем проводили оценку прочности сварного соединения, исходя только из данных о пределе прочности образцов, испытанных по способу-прототипу, и согласно предлагаемому способу в соотношении с выражением (2) находили относительное приращение прочности и в соответствии с соотношением (1) определяли максимальное напряжение для каждого материала испытанных образцов. Прочность сварного соединения в составе конструкции определяли как минимальное напряжение из ряда значений максимальных напряжений, а место вероятного разрушения по материалу, обладающему прочностью сварного соединения. После этого проводили проверочное испытание сварных соединений полноразмерных патрубков на растяжение до разрыва с определением максимального напряжения и места разрушения. Результаты испытаний и вычислений приведены в табл.1 и табл.2.
Из табл. 1 видно, что участок перегрева характеризуется упрочнением, а участок разупрочнения обладает пониженными прочностными характеристиками по сравнению с основным металлом. Изменение вариантов сварки не сопровождается изменением свойств материала и остаточных напряжений указанных участков.
Основной металл обладает прочностными и пластическими характеристиками, соотношение которых не позволяет достичь максимально возможного значения относительного приращения прочности при испытании конструкции, определяемого безразмерным эмпирическим коэффициентом Δ однако обеспечивает некоторое упрочнение по сравнению с простым растяжением.
Несмотря на наличие небольших сжимающих напряжений и предела прочности ниже предела прочности основного металла соотношение прочностных и пластических характеристик участка разупрочнения обеспечивает достижение максимально возможной величины относительного приращения прочности, за счет чего обеспечивается конструкционное упрочнение по сравнению с простым растяжением и по сравнению с максимальным напряжением для основного металла.
При простом растяжении участок перегрева обладает более высокой прочностью по сравнению с основным металлом, однако наличие средних по величине сжимающих остаточных напряжений и недостаточная пластичность значительно снижают относительное приращение прочности, в результате чего достигается незначительное конструкционное упрочнение по сравнению с простым растяжением и основным металлом. Наличие значительных растягивающих напряжений приводит к заметному увеличению максимально возможного относительного приращения прочности, характеризуемого безразмерным эмпирическим коэффициентом Δ. В случае сварки по первому варианту недостаточная пластичность металла шва сводит к нулю потенциальное приращение прочности за счет остаточных напряжений и геометрических особенностей конструкции, в результате чего максимальное напряжение металла шва в составе конструкции не превышает его предела прочности при простом растяжении. В случае сварки по второму варианту металл сварного шва обладает не достаточной для полной реализации максимально возможного приращения прочности пластичностью, однако ее более высокое значение по сравнению с первым вариантом позволяет добиться заметного упрочнения как по отношению к простому растяжению, так и по отношению к основному металлу в составе конструкции.
Заключения о прочности и месте разрушения сварного соединения в составе конструкции, сделанные путем сопоставления максимальных напряжений и выбора минимального и соответствующего ему участка по предлагаемому способу для всех вариантов сварки (при сварке труб электродами УОНИ 13/55 прочность составляет 60 кг/мм2 и разрушение происходит по шву, а при сварке электродами LB-60U прочность составляет 67 кг/мм2 и разрушение происходит по основному металлу) полностью совпадают с результатами натурных испытаний сваренных труб. Данные по способу-прототипу показывают, что для обоих вариантов сварки прочность сварного соединения составляет 55 кг/мм2 и место разрушения приходится на участок разупрочнения, что не совпадает с результатами натурных испытаний.
Таким образом, представленные данные свидетельствуют, что предлагаемый способ повышает точность оценки прочности и места разрушения сварного соединения в составе конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА СКВОЗНЫХ ДЕФЕКТОВ | 1992 |
|
RU2041041C1 |
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ТРУБ | 1991 |
|
RU2012462C1 |
| Способ стыковой электроконтактной сварки оплавлением | 1990 |
|
SU1815072A1 |
| Способ получения иммитационного образца для испытания сварного соединения | 1982 |
|
SU1080944A1 |
| Порошковая проволока | 1991 |
|
SU1832071A1 |
| МЕТАЛЛЫ СВАРНОГО ШВА С ВЫСОКОЙ ВЯЗКОСТЬЮ И ПРЕВОСХОДНЫМ СОПРОТИВЛЕНИЕМ ПЛАСТИЧЕСКОМУ РАЗРЫВУ | 2011 |
|
RU2584621C2 |
| Способ обеспечения корреляции параметров режима дуговой сварки с геометрическими параметрами шва | 1987 |
|
SU1542728A1 |
| Способ сварки термопластичных полимерных материалов | 1990 |
|
SU1808727A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ | 2014 |
|
RU2585796C1 |
| ЛЕЙНЕР БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2353851C1 |
Изобретение относится к способам оценки прочности сосудов давления, оболочечных конструкций, включая кольцевые сварные соединения трубопровоов большого диаметра. Задачей изобретения является повышение точности оценки прочности и прогнозирование места разрушения сварного соединения в составе конструкции. Задача решается тем, что вырезают образцы, содержащие различные зоны сварного соединения и основной металл, испытывают их на растяжение до разрушения, определяют предел прочности σB и используют его при оценке параметра прочности. Определяют также предел текучести или пропорциональности, фиксируют продольную относительную деформацию εm в наименьшем сечении при максимальной нагрузке, относительное поперечное сужение Ψ после разрыва и величину и знак остаточных сварочных напряжений. С помощью зафиксированных величин определяют максимально возможное относительное приращение прочности D с учетом геометрии конструкции и вычисляют максимальное напряжение sm для материала каждой зоны. В качестве параметра прочности выбирают минимальное значение σm и прогнозируют разрушение материала в зоне с указанной минимальной величиной. 2 табл.
СПОСОБ ОЦЕНКИ ПРОЧНОСТИ СВАРНОЙ КОНСТРУКЦИИ, по которому вырезают образцы из сварного соединения, испытывают их на растяжение до разрушения, определяют предел прочности σb и используют его при оценке параметра прочности, отличающийся тем, что вырезают образцы, содержащие различные зоны сварного соединения и основной металл, при испытании на растяжение дополнительно определяют предел текучести или пропорциональности, фиксируют продольную относительную деформацию εm и наименьшем сечении при максимальной нагрузке, относительное поперечное сужение Ψ после разрыва и величину и знак остаточных сварочных напряжений, с помощью зафиксированных величин определяют максимально возможное относительное приращение прочности D с учетом геометрии конструкции и вычисляют максимальное напряжение sm для материала каждой зоны из соотношения
σm= K(1+Δ*)σb,
где K безразмерный геометрический коэффициент, зависящий от соотношения поперечных сечений сварного соединения и основного металла в конструкции;
Δ* относительное приращение прочности, выбираемое из соотношений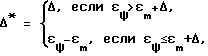
максимальная продольная относительная деформация в наименьшем сечении после разрыва,
в качестве параметра прочности выбирают минимальное значение sm и прогнозируют разрушение материала в зоне с указанной минимальной величиной.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с.337-348. | |||
