Изобретение относится к ядерной энергетике и может найти применение при контроле сварного шва контактно-стыковой сварки заглушки к оболочке тепловыделяющего элемента, преимущественно для ядерных реакторов ВВЭР, РБМК.
Эксплуатационная надежность тепловыделяющих элементов во многом определяется качеством выполненных сварных соединений. Главная задача герметизации - сохранить герметичность тепловыделяющих элементов в течение всего срока их эксплуатации и последующего хранения и транспортировки вплоть до момента разрушения при операциях регенерации топлива.
Герметизация тепловыделяющих элементов методом контактно-стыковой сварки в Российской Федерации применена при массовом промышленном производстве тепловыделяющих элементов ВВЭР-1000, ВВЭР-440, РБМК в составе полностью автоматизированных линий (см. "Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов" под ред. Ф.Г.Решетникова, кн. 2, М., Энергоатомиздат, 1995 г., стр.221). Для соединений, полученных контактно-стыковой сваркой, характерно следующее: протяженность зоны сварного соединения превышает две толщины оболочки, однако контроль сварных соединений, полученных контактно-стыковой сваркой, необходим, так как в процессе сварки возможно падение напряжения и нарушение других параметров сварки, влияющих на качество сварки.
Наиболее близким по технической сущности и достигаемому результату является способ ультразвукового контроля сварного шва контактно-стыковой сварки заглушки к оболочке тепловыделяющего элемента, преимущественно для ядерных реакторов ВВЭР и РБМК, включающий прозвучивание в диаметральном направлении остросфокусированным ультразвуковым лучом сварного соединения, приемку ультразвуковых импульсов при вращении тепловыделяющего элемента и перемещении излучателя и приемника ультразвуковых импульсов в осевом направлении зоны сварного соединения тепловыделяющего элемента, запись результатов контроля и определение протяженности участка сплавления в направлении оси тепловыделяющего элемента (см. "Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов" под ред. Ф.Г.Решетникова, кн. 2, М. , Энергоатомиздат, 1995 г., стр. 274-276 и рис. 21.12 схемы ультразвукового контроля сварного соединения, выполненного контактно-стыковой сваркой КСС-2) - прототип. В процессе сварки протяженность линии сплавления в направлении оси тепловыделяющего элемента должна быть не менее заданного значения (около 1,5-2 мм). В процессе ультразвукового контроля сварного соединения заглушки с оболочкой тепловыделяющего элемента при вращении его и осевом перемещении излучающего и приемного пьезоэлектрических преобразователей вдоль зоны сварки (см. там же на стр. 276) сканирование производится по спирали и при получении развертки такого сканирования выявляется, что точность контроля определяется шагом спирали, уменьшение которого приведет к увеличению числа оборотов и повреждению оболочки в виде потертости, что недопустимо, так как цирконий оболочки отличается склонностью к разъедающей коррозии, появляющейся в результате истирания циркония даже при отсутствии коррозионной среды, это может стать причиной разгерметизации тепловыделяющего элемента в ядерном реакторе.
Технической задачей, на решение которой направлено заявляемое изобретение, является повышение производительности и качества контроля за счет снижения погрешности измерения.
Эта задача решается тем, что в способе ультразвукового контроля сварного шва контактно-стыковой сварки заглушки к оболочке тепловыделяющего элемента преимущественно для ядерных реакторов ВВЭР-1000, ВВЭР-440, РБМК, включающем прозвучивание в диаметральном направлении остросфокусированным ультразвуковым лучом сварного соединения, приемку ультразвуковых импульсов при вращении тепловыделяющего элемента и перемещении излучающего и приемного пьезоэлектрических преобразователей в осевом направлении зоны сварки тепловыделяющего элемента, запись результатов контроля и определение протяженности участка сплавления в направлении оси тепловыделяющего элемента, согласно изобретению перемещение излучающего и приемного пьезоэлектрических преобразователей в осевом направлении тепловыделяющего элемента в зоне сварного соединения заглушки и оболочки тепловыделяющего элемента осуществляют построчно возвратно-поступательно при дискретном повороте тепловыделяющего элемента вокруг своей оси на один шаг, причем шаг дискретного поворота тепловыделяющего элемента выбирают равным половине величины диаметра ультразвукового луча.
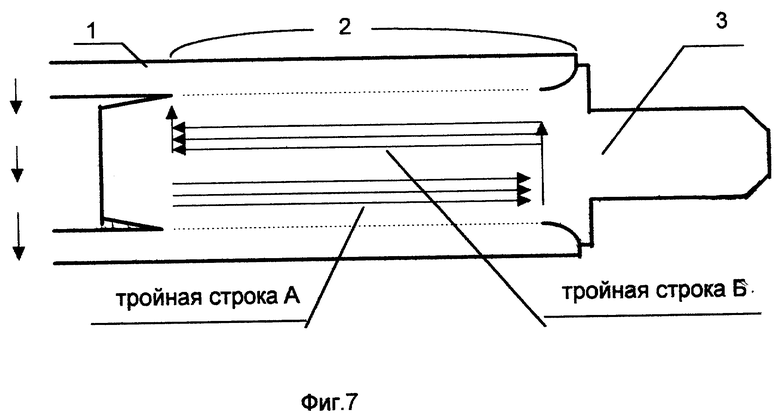
Другими отличиями является совмещение перемещения излучающего и приемного пьезоэлектрических преобразователей построчно возвратно-поступательно по ширине шага дискретного поворота тепловыделяющего элемента с перемещением построчно возвратно-поступательно в осевом направлении с дискретным поворотом тепловыделяющего элемента на один шаг вокруг своей оси, а также совмещение подачи излучающих ультразвуковых лучей, по крайней мере, от трех пьезоэлектрических преобразователей и их прием, по крайней мере, тремя пьезоэлектрическими преобразователями.
Построчное сканирование в осевом направлении зоны сварки тепловыделяющего элемента при осевом движении излучающего и приемного пьезоэлектрических преобразователей с поворотом тепловыделяющего элемента на один шаг вокруг своей оси, возврат излучающего и приемного пьезоэлектрических преобразователей назад, с дискретным поворотом тепловыделяющего элемента еще на один шаг вокруг своей оси и т.д. до полного сканирования всей поверхности сплавления сварного шва с перекрытием ультразвуковым лучом дискретного поворота тепловыделяющего элемента вокруг своей оси позволит практически приблизить степень контролируемой поверхности сварного шва к 100% и обеспечить 100%-ный выход годных тепловыделяющих элементов по сварке.
Построчное сканирование возвратно-поступательно ультразвуковым лучом по ширине шага дискретного поворота тепловыделяющего элемента с совмещением сканирования возвратно-поступательно в осевом направлении тепловыделяющего элемента позволит наряду со 100%-ным контролем поверхности сварки повысить производительность контроля за счет увеличения ширины шага поворота вокруг своей оси тепловыделяющего элемента и за счет снижения вследствие этого времени сканирования.
Построчное сканирование поверхности сварного шва тремя ультразвуковыми лучами и их приемкой позволит увеличить шаг поворота тепловыделяющего элемента вокруг своей оси и соответственно увеличить производительность контроля при высоком качестве контроля за счет снижения времени сканирования.
Способ поясняется чертежами.
На фиг. 1 представлена схема контроля, на фиг. 2 - построчное сканирование зоны сварки, на фиг. 3, 4 - диаграммы сканирования, на фиг. 5 - диаграмма по прототипу, на фиг. 6 - совмещенное сканирование, на фиг. 7 - построчное сканирование тройным ультразвуковым лучом.
Схема осуществления способа ультразвукового контроля сварного шва контактно-стыковой сварки заглушки к оболочке тепловыделяющего элемента включает контролируемый тепловыделяющий элемент 1, зону сварки 2 заглушки к оболочке тепловыделяющего элемента 1, заглушку 3 тепловыделяющего элемента 1, узел загрузки и выгрузки 4 тепловыделяющего элемента 1, реверсивный двигатель 5 узла загрузки и выгрузки 4, иммерсионную ванну 6, центрирующее устройство 7 в ванне 6, цанговый зажим 8, двигатель привода 9 узла вращения, шпиндель 10 узла вращения, узел сканирования 11 тепловыделяющего элемента 1, двигатель привода 12 узла сканирования 11, пьезоэлектрические преобразователи 13, 14, датчик 15 линейного перемещения, устройство согласования уровней сигналов 16, дефектоскоп УД2-12 17, блоки управления 18, 19 шаговыми двигателями, датчик 20 состояния узлов блока механики, персональную ЭВМ 21, блок записи 22, блок развертки 23, блок выдачи данных контроля 24.
Способ ультразвукового контроля сварного шва контактно-стыковой сварки заглушки к оболочке тепловыделяющего элемента осуществляют по схеме, встроенной в автоматическую линию изготовления тепловыделяющих элементов.
Контролируемый тепловыделяющий элемент 1 зоной сварки 2 и заглушкой 3 вперед (фиг. 2) вводится с помощью узла загрузки 4 - рольгангом с реверсивным двигателем 5 - в иммерсионную ванну 6 до упора с центрирующим устройством 7, где центрируется, включается двигатель 9 привода узла вращения, который передает вращение на шпиндель 10, одновременно включается узел сканирования 11, двигатель 12 привода узла сканирования, пьезоэлектрические преобразователи 13, 14, и датчик 15 линейного перемещения дает команду на перемещение пьезоэлектрических датчиков 13, 14 вдоль оси зоны сварки 2 заглушки 3 с оболочкой тепловыделяющего элемента 1.
От пьезоэлектрического датчика 13 осуществляют прозвучивание в диаметральном направлении остросфокусированным ультразвуковым лучом сварного соединения (зоны сварки 2) и приемку ультразвуковых импульсов пьезоэлектрическим датчиком 14, расположенным с другой стороны зоны сварки 2 тепловыделяющего элемента 1. После прохождения пьезоэлектрических датчиков 13, 14 всей зоны 2 сварного соединения тепловыделяющий элемент 1 поворачивается вокруг своей оси на один шаг с помощью шпинделя 10 узла вращения и датчики 13,14 начинают возвращаться назад до полного прохождения зоны 2 сварки, затем вновь следует поворот элемента 1 на один шаг вокруг оси, и датчики 13, 14 начинают двигаться вперед, так - до полного сканирования всей зоны 2 сварки тепловыделяющего элемента 1.
Все данные сканирования через устройство 16 согласования уровней сигналов, дефектоскоп 17, блоки 18, 19 управления шаговыми двигателями, датчики 20 состояния узлов блока механики обрабатываются на персональной ЭВМ 21 и выдаются на блоки записи 22, развертки 23 и выдачи данных контроля 24 (фиг. 1).
На фиг. 2 видно, что диаметр ультразвукового луча равен двойному шагу между строками а-б, б-в и так далее.
Контролю подвергался тепловыделяющий элемент в циркониевой оболочке диаметром 9,1 мм для реактора ВВЭР-1000. Погрешность измерения оценена в + 0,1мм, что выше погрешности измерения по прототипу (+ 0,3мм), то есть погрешность измерения снижена в 3 раза. Достигнут уровень чувствительности к раскрытию несплавленного участка размером менее 0,001 мм (по прототипу - 0,03 мм).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2234150C2 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ АВТОМАТИЧЕСКОЙ ЛИНИИ | 1999 |
|
RU2187103C2 |
| ТЕСТ-ОБРАЗЕЦ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНЫХ РЕАКТОРОВ | 2000 |
|
RU2209429C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2003 |
|
RU2244356C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2216801C2 |
| СПОСОБ КОНТРОЛЯ, РАЗБРАКОВКИ И ПЕРЕРАБОТКИ БРАКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2195722C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ КАССЕТЫ | 1998 |
|
RU2140674C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155395C1 |
| ТЕСТ-ОБРАЗЕЦ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНЫХ РЕАКТОРОВ | 2003 |
|
RU2254570C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |




Изобретение относится к ядерной энергетике и может найти применение при контроле сварного шва контактно-стыковой сварки заглушки к оболочке тепловыделяющего элемента преимущественно для ядерных реакторов ВВЭР, РБМК. Технический результат - повышение производительности и качества контроля за счет снижения погрешности измерения. Перемещение излучающего и приемного пьезоэлектрических преобразователей в осевом направлении тепловыделяющего элемента в зоне сварного соединения заглушки и оболочки тепловыделяющего элемента осуществляют построчно возвратно-поступательно при дискретном повороте тепловыделяющего элемента вокруг своей оси на один шаг, причем шаг дискретного поворота тепловыделяющего элемента выбирают равным половине величины диаметра ультразвукового луча, совмещают перемещение излучающего и приемного пьезоэлектрических преобразователей построчно возвратно-поступательно по ширине шага дискретного поворота тепловыделяющего элемента с перемещением построчно возвратно-поступательно в осевом направлении с дискретным поворотом тепловыделяющего элемента вокруг своей оси, а также совмещают подачу излучающих ультразвуковых лучей по крайней мере от трех пьезоэлектрических преобразователей и их прием по крайней мере тремя пьезоэлектрическими преобразователями. 2 з.п. ф-лы, 7 ил.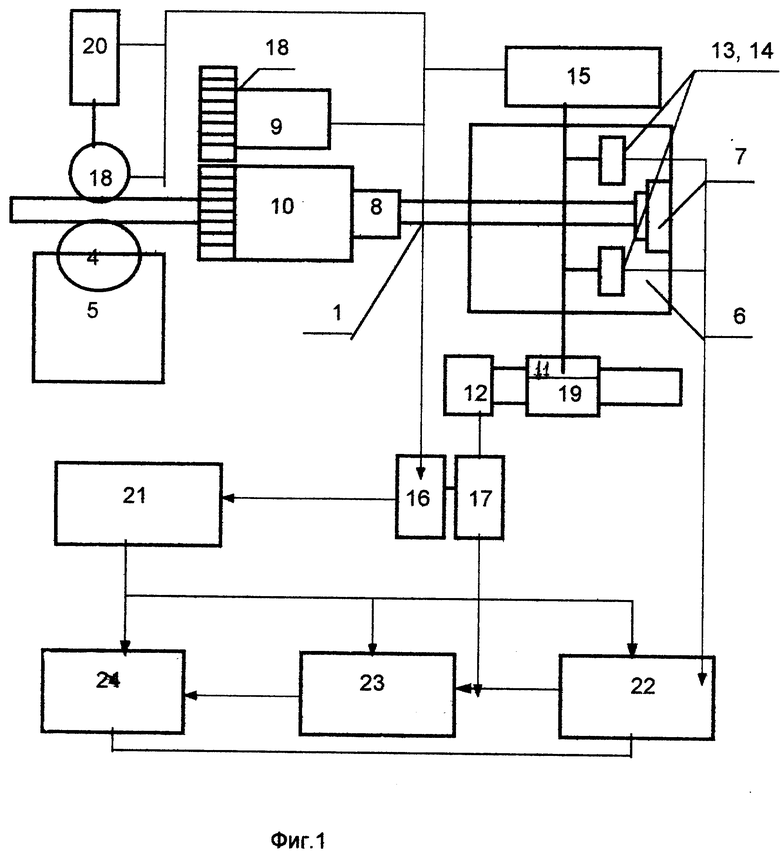
| Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов | |||
| Кн | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ф.Г.РЕШЕТНИКОВА | |||
| - М.: Энергоатомиздат, 1995, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1920 |
|
SU274A1 |
| RU 94037398 A1, 27.10.1996 | |||
| US 4684493 A, 04.08.1987 | |||
| US 4517152 A, 14.05.1985 | |||
| US 4879088 A, 07.11.1989 | |||
| Блок сегнетокерамических полупроводниковых конденсаторов | 1972 |
|
SU517064A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

