Изобретение относится к обработке металлов давлением, а именно к холодной раскатке наружных колец шарикопод- шипников.
Наиболее экономичным способом изготовления колец шарикоподшипников при наибольшем коэффициенте использования металла (КИМ) является холодная раскатка (накатка), обеспечивающая минимальные допуски, а по некоторым поверхностям отсутствие необходимости в дальнейшей обработке. В сравнении с изготовлением колец течением КИМ при использовании холодной раскатки больше, чем на 30% по сравнению с использованием горячей раскатки КИМ больше, чем на 16% (последнее ввиду необходимости удаления резанием обезуглероженного слоя со всех поверхностей заготовки, заусенцев, закатов и т.п.). Однако использование холодной раскатки ограничено изготовлением наружных колец без канавок под уплотнения, несмотря на то, что подшипники с уплотнениями пользуются наибольшим спросом и производятся в массовом количестве, т.е. лишь отсутствием приемлемого для промышленности способа холодной раскатки наружных колец можно объяснить то, что этот процесс для изготовления таких колец не используется.
Известен способ изготовления наружных колец шарикоподшипников, включающий использование прямоугольной в сечении заготовки и наружных валков с пересекающимися под тупым углом осями и совместно с внутренним валком образующих закрытый калибр, а также ограничительных валков, закрепленных жестко по окружности соответствующего радиуса. Раскатку осуществляют в две стадии. Первая стадия (черновая открытая раскатка) осуществляется с усилием на нажимном валке, обеспечивающем деформирование стенки, вплоть до момента контакта наружной поверхности кольца с ограничительными валками. Контакт с ограничительными валками вызывает изменение напряженного состояния в очаге деформации раскатываемой заготовки и для дальнейшего хода процесса требуется значительное увеличение усилия на нажимном валке. После достижения кольцом заданного диаметра начинается вторая стадия (чистовая закрытая раскатка), при которой толщина стенки кольца не уменьшается и прорабатывается заданный профиль при пребывании кольца в контакте с обоймой-матрицей из ограничительных валков. При обеспечении повышенной точности наружного диаметра и ширины, а также четком оформлении профиля и высокой чистоты поверхности колец объемные отклонения исходных заготовок вызывают колебания размеров диаметра отверстия [1]
Известный способ обладает ограниченными технологическими возможностями, поскольку не обеспечивает изготовление холодной раскаткой наружных колец шарикоподшипников с наружным диаметром 40 мм и менее с канавками под уплотнения из-за того, что при холодной раскатке прямоугольной в сечении заготовки и наличии у внутреннего валка трех выступов в ручье (двух формирующих канавки и одного дорожку качения) вместо одного (формирующего дорожку качения) существенно затрудняется течение металла, и для выкатки этого более сложного профиля требуются значительно большие усилия, которые не выдерживает по прочностным характеристикам внутренний валок, а поломка последнего через незначительное число рабочих циклов (не более 1-1,5 тысяч) делает экономически невыгодным изготовление наружных колец одновременно с дорожкой качения и канавками под уплотнения.
Известен наиболее близкий по технической сущности способ изготовления колец шарикоподшипников с использованием полуфабриката повышенной объемной точности (отклонение по объему не более 3% от объема готового кольца), включающий предварительное вытачивание со снятием стружки заготовки прямоугольного сечения, затем холодную раскатку, причем закрытую, проводимую в матрице, при увеличении диаметра наружной цилиндрической поверхности на 3-4% (т.е. по существу имеет место накатка профиля). [2]
Известным способом не могут быть изготовлены наружные кольца шарикоподшипников с наружным диаметром 40 мм и менее с канавками под уплотнения, поскольку накатной инструмент внутренний валок, имеющий в ручье три выступа (два для выкатки канавок и один для выкатки дорожки качения) вместо одного центрального выступа (для выкатки дорожки качения) при воздействии на прямоугольную заготовку при закрытой накатке создает значительное напряженное состояние металла при затруднении упомянутыми выступами его течения, так что к внутреннему валку пришлось бы прикладывать весьма большие усилия для полной выкатки профиля, превышающие его прочностные характеристики, а поломка внутреннего валка через незначительное количество рабочих циклов (500-700) делает экономически невыгодным получение наружных колец шарикоподшипников одновременно с дорожкой качения и канавками под уплотнения холодной раскаткой.
Задачей, на решение которой направлено изобретение, является расширение технологических возможностей способа, тем самым обеспечение возможности изготовления наружных колец шарикоподшипников одновременно с канавками под уплотнения и дорожкой качения холодной раскаткой в диапазоне размеров 40 мм и менее.
Решение задачи заключается в том, что в способ изготовления наружных колец шарикоподшипников, включающий предварительное вытачивание со снятием стружки заготовки, имеющей прямоугольное сечение, объемом, отличающимся не более, чем на 3% от объема готового кольца, и холодную раскатку заготовки с получением дорожки качения, согласно изобретению, введены отличительные признаки, а именно в качестве заготовки, предназначенной для получения наружного кольца одновременно с канавками под уплотнения и дорожкой качения, используют заготовку с внутренними фасками, расстояние между фасками выбирают из условия одновременных в начале раскатки контактов поверхностей фасок с выступами ручья внутреннего валка, формирующими канавки, внутренней цилиндрической поверхности заготовки с выступом ручья внутреннего валка, формирующим дорожку качения, причем величину аксиальной координаты фаски берут в 2,1-2,5 раза больше, чем величина максимального аксиального прироста заготовки на сторону при раскатке.
Кроме того, в качестве материала заготовки используют низколегированную конструкционную сталь, а холодную прокатку выполняют открытой.
Использование данного способа, а именно заготовки с особой формой обеспечивает в начале прокатки прилегание заготовки сразу поверхностями фасок и внутренней цилиндрической поверхностью к выступам внутреннего валка и тем самым значительное облегчение течения металла, уменьшение в десятки раз величин напряжений металла, позволяет расширить технологические возможности способа, обеспечить изготовление колец одновременно с канавками и дорожкой качения при величине диаметра до 40 мм со стойкостью внутреннего валка 10-12 тыс. колец (до перешлифовки, при пяти перешлифовках), что делает экономически выгодным производство указанных колец. При этом данный способ открывает перспективу использования в качестве материала заготовки более дешевую конструкционную низколегированную сталь, причем наружные кольца не уступают по сроку службы кольцам из специальной шарикоподшипниковой стали (имеющей высокое содержание марганца и хрома), так как взаимодействие заготовки указанной формы с внутренним валком приводит к оптимальному измельчению зерна металла при том, что волокна металла огибают как поверхности канавки, так и дорожку качения, не выходя на поверхность (т.е. они не перерезаны канавками), а также величина шероховатости поверхности канавок снижена многократно (примерно в 10 раз) по сравнению с токарной обработкой, последние два обстоятельства многократно снижают влияние канавок, как концентраторов напряжений.
На фиг. 1 представлен вариант осуществления способа в момент начала холодной раскатки; на фиг. 2 то же в середине раскатки; на фиг. 3 то же в конце раскатки.
П р и м е р ы осуществления способа.
При реализации операций холодной раскатки использовали наружный валок 1, имеющий ручей 2 с профилем, предназначенным для формирования монтажных фасок 3 и наружной цилиндрической поверхности наружного кольца; внутренний валок 5, имеющий ручей 6 с профилем, у которого выступы 7, 8 слева и справа предназначены для формирования канавок, а выступ 9 в центре предназначен для формирования дорожки качения.
Изготавливали наружные кольца 10 (см. фиг. 3) для подшипника тип 180503, имеющие после раскатки габариты: наружный диаметр 40,3 мм, внутренний диаметр 33,75 мм, ширина 16,4 мм.
Для всех описанных ниже вариантов осуществления способа использовали заготовку 11, полученную вытачиванием (со снятием стружки) из трубы (прутка), имеющую прямоугольное сечение и объем, отличающийся не более, чем на 3% от объема готового кольца, что определяется тем, что допуск на ширину и толщину стенки кольца-заготовки составлял 0,1 мм. Габариты заготовки составили: наружный диаметр 31,7 мм, внутренний диаметр 33,3 мм, ширина 15,2 мм. В качестве материала заготовки использовали конструкционную низколегированную сталь 40Х. Заготовку использовали с внутренними фасками 12, расстояние 13 между фасками 12 выбирали из условия одновременных (см. фиг. 1) в начале раскатки контактов поверхностей фасок 12 с выступами ручья 7, 8 внутреннего валка 5, формирующими канавки; внутренней цилиндрической поверхности заготовки 11 с выступом 9 ручья 6 внутреннего валка 5, формирующим дорожку качения. Расстояние 13 между фасками 12 на практике находят путем графического построения в масш- табе, например 5:1, изображая поперечный профиль ручья 6 внутреннего валка 5, образующую внутренней цилиндрической поверхности заготовки 11, параллельную оси внутреннего валка 5 и касательную к выступу 9 внутреннего валка 5, формирующего дорожку качения; касательные к профилю выступов 7, 8 ручья 6 внутреннего валка 5, формирующих канавки с углом 45±3о наклона образующей фаски 12 к оси заготовки 11 (угол определен эмпирически, является оптимальным для обеспечения обтекания металлом при прокатке канавочных выступов 7, 8 ручья 6 внутреннего валка 5). Для всех вариантов осуществления холодная прокатка выполнялась открытой со степенью деформации стенки по толщине 20%
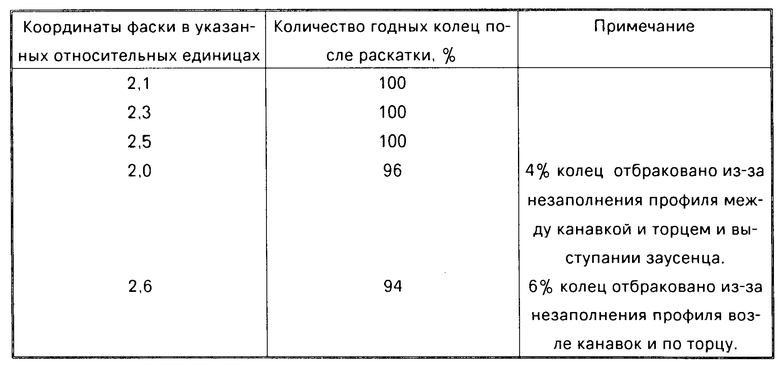
При исполнении операций и соблюдении параметров, указанных выше, при выполнении заготовки (в количестве по 100 штук на каждый вариант) величину аксиальной координаты 14 фаски 12 брали соответственно в 2,1; 2,3; 2,5; 2,0; 2,6 раза больше, чем величина максимального аксиального прироста заготовки на сторону при раскатке (последняя величина устанавливается эмпирически, поскольку находится в сложной функциональной зависимости от соотношения размеров стенки заготовки, принятой степени деформации, условий течения металла, пластичности последнего и т.п.).
Результаты холодной раскатки заготовок с указанными размерами фасок сведены в таблицу.
Установлено, что если величина координаты фаски в указанных относительных единицах превышает 2,5, то у части колец не обеспечивается полностью формирование необходимого профиля, что указывает на неприемлемость выхода за верхнюю границу величины параметра, а если координата фаски в указанных относительных единицах менее 2,1, то у части колец в зоне между торцем и канавкой не обеспечивается полностью формирование необходимого профиля и образуется значительный заусенец, что указывает на неприемлемость выхода за указанную нижнюю границу величины параметра. Оптимальным является параметр координаты фаски в указанных относительных единицах 2,3.
Проведенные производственные испытания показали, что стойкость внутреннего валка до перешлифовки составляла 10-12 тыс. рабочих циклов при пяти перешлифовках, против 500-700 до поломки при использовании известного способа-прототипа. Полученная стойкость внутреннего валка делает экономически выгодным производство наружных колец диаметром 40 мм и менее предлагаемым способом с получением одновременно канавок под уплотнения и дорожки качения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1998 |
|
RU2148461C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПО КРАЙНЕЙ МЕРЕ ДВУХРЯДНЫХ ПОДШИПНИКОВ КАЧЕНИЯ | 1993 |
|
RU2076785C1 |
| Способ изготовления колец подшипников качения из кольцевой заготовки | 1977 |
|
SU751487A1 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ПАРАМЕТРОВ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2014 |
|
RU2583510C2 |
| СПОСОБ РАСКАТКИ ДЕТАЛЕЙ | 2002 |
|
RU2222392C1 |
| Способ изготовления колец подшипников качения | 1981 |
|
SU965576A1 |
Изобретение относится к обработке металлов давлением, а именно к холодной раскатке наружных колец шарикоподшипников. Сущность: способ изготовления наружных колец шарикоподшипников включает предварительное вытачивание со снятием стружки заготовки, имеющей прямоугольное сечение, с объемом, отличающимся не более, чем на 3% от объема изготовленного кольца, и холодную раскатку заготовки с получением дорожки качения. В качестве заготовки, предназначенной для изготовления наружного кольца одновременно с канавками под уплотнения и дорожкой качения, используют заготовку с внутренними фасками, расстояние между фасками выбирают из условия одновременного в начале раскатки контакта поверхностей фасок с выступами ручья внутреннего валка, формирующими канавки, внутренней цилиндрической поверхности заготовки - с выступом ручья внутреннего валка, формирующим дорожку качения, причем величину аксиальной координаты фаски берут в 2,1 - 2,5 раза больше, чем величина максимального аксиального прироста заготовки на сторону при раскатке. Кроме того, в качестве материала заготовки используют низколегированную конструкционную сталь, а холодную раскатку выполняют открытой. С помощью данного способа обеспечивается возможность изготовления наружных колец шарикоподшипников одновременно с канавками под уплотнения и дорожкой качения холодной раскаткой в диапазоне размеров 40 мм и менее. 1 з.п. ф-лы, 3 ил., 1 табл.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шевченко О.И.Накатка дорожек качения на внутренних и наружных кольцах подшипников Э.И | |||
| НИИНАавтопром, вып.2, сер.12, Подшипниковая промышленность, М., 1975, с.58-60. | |||
