1
Изобретение относится к обработке металлов давлением, в частности к раскатке колец нодшипников качения между вращающимися валками с изменяющимся межосевым расстоянием.
Известен способ закрытой раскатки колец с оформлением одной внутренней фаски и со срезанием лишнего металла с одной стороны кольца 1.
Этот способ не обеспечивает оформления наружных и одной внутренней фасок и получения колец точиых но ширине.
Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату из известных является способ изготовления колец подщппников качения, реализованный в инструменте для раскатки колец 2. Ио этому способу кольца изготавливают закрытой раскаткой с оформлением наружных и внутренних фасок, желоба, цилиндрических поверхностей и торцов за счет срезания с обеих сторон кольца лишнего металла, выходящего при раскатке за пределы ширины кольца.
Недостатком указанного способа является то, что при раскатке тонкостенных колец малого диаметра, например колец приборных подшипников, выступающая часть профильного валка, образующая желоб, оказывает давление на кольцевую заготовку, опирающуюся в этот момент на закругления в углах другого валка, т. е. оказывает давление на заготовку, не опирающуюся на цилиндрическую поверхность валка, так что 5 валки профилируют заготовку в бочкообразное наружное или в корсетное внутреннее кольцо, носкольку кольца нежесткие и выгибаются, так что объемного деформирования кольца с образованием желоба с фа10 сок не пропсходнт.
После того как из заготовки получилось бочкообразное или корсетное кольцо, из него не удается прокатать кольцо требуемой формы, не удается добиться полного
15 заполнения металлом нрофиля валков, в частности ввиду углового поворота торцов заготовки, не удается получить плоскопараллельных торцов у кольца. Целью изобретения является обеспечение
20 возможности изготовления раскаткой тонкостенных колец малого диаметра типа колец приборных подшипников качения.
Указанная цель достигается тем, что раскатку ведут в два этапа, на первом этапе
25 открытой раскаткой оформляют наружные и внутренние фаски, а на втором выкатывают желоб и цилиндрические поверхности закрытой раскаткой. Предлагаемый способ позволяет вначале
30 получить открытой раскаткой фаски на
кольце, а уже затем это кольцо базировать его цилиндрической иоверхностью на цилиндрическую поверхность валка при изготовлении желоба, так что исключается изгиб продольного сечения заготовки и имеет место только объемное деформирование, при котором кольца получаются за счет закрытой раскатки весьма точными по диаметру и разностенности и точными по ширине за счет того, что металл, свободно выходящий в стороны, срезается с торцов заготовки, кольца получаются точной ширины при плосконараллельных торцах и точной массе.
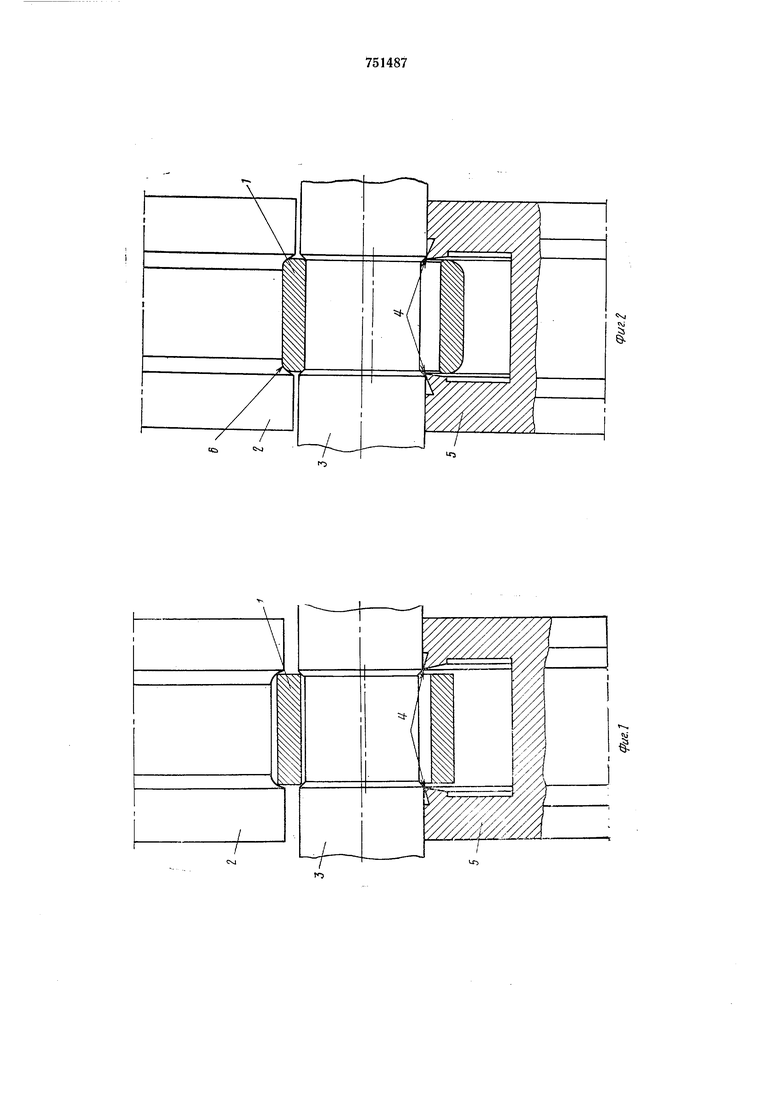
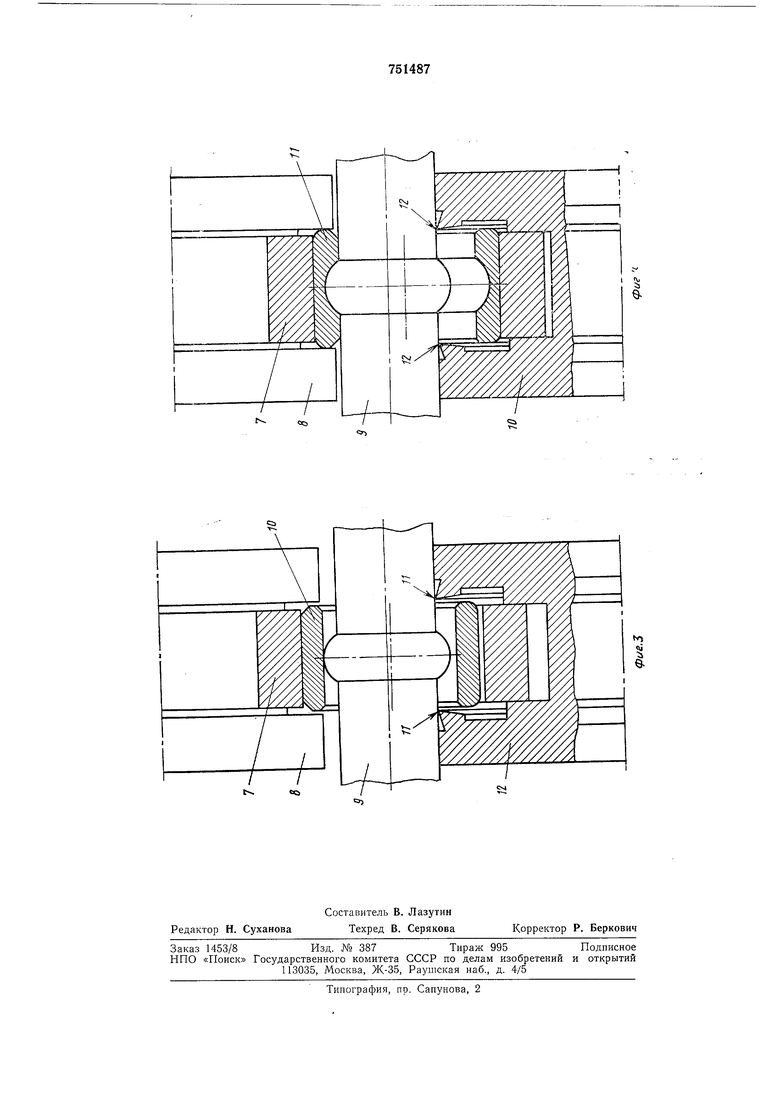
На фиг. 1 показано начало операции по изготовлению фасок; на фиг. 2 - конец операции но изготовлению фасок; па фиг. 3 - операция по изготовлению желоба в начале раскатки; на фиг. 4 - конец онерации по изготовлению желоба и выкатке цилиндрических поверхностей с одновременной срезкой вышедшего за пределы ширины кольца металла.
Способ осуш,ествляется следуюш,им образом.
Кольцевую заготовку 1 помешают между двумя профильными валками - наружным 2 и внутренним 3, нредназначенными для изготовления фасок.
При этом кольцевая заготовка 1 расположена между режущими кромками 4 кольцевого паза базирующего барабана 5.
С базируюшим барабаном 5 контактирует во время прокатки внутренний валок 3.
Изготавливают фаски 6 раскаткой, сближая наружный 2 и внутренний 3 профильные валки до получения требуемого размера фасок, нри этом металл, выходящий при раскатке за пределы ширины кольца, непрерывно срезается кромками 4 кольцевого паза базирующего барабана 5, при этом выдерживается ширина заготовки.
После изготовления фасок кольцевую заготовку помеш;ают в полый валок 7 и вместе с ним - между двумя валками, один из которых наружный 8, а другой внутренний 9, предназначенный для изготовления желоба и выкатки внутренней цилиндрической поверхности. При этом кольцевая заготовка с фасками 10 расположена между режущими кромками 11 кольцевого паза базирующего барабана 12.
С базирующим барабаном 12 контактирует во время прокатки внутренний валок 9.
Изготавливают желоб и выкатывают одновременно цилиндрические поверхиости, сближая наружный 8 и внутренний 9 валки До впись1йания наружной поверхности кольца в полый валок 7 и до получения требуемого диаметра желоба, ири этом металл, выходящий за пределы ширины кольца, неирерывно срезается кромками 11 кольцевого паза базирующего барабана 12, за счет чего выдерживается щирина кольца при плоскопараллельных торцах и обеспечивается его точная масса.
Предлагаемый снособ дает возможность получить раскаткой кольца приборных подшипников качения, что ранее было невозможно осуществить. Двухэтапная раскатка позволяет получить вначале фаски, а затем, базируя кольцо по его цилиндрической поверхиости, получить желоб и выкатать цилиндрические поверхности ири высокой их размерной точности и высокой точности взаимоположения, а выходящий свободно в стороны за
пределы щнрины кольца металл срезать,
чем обеспечить точную ширину кольца при
илосконараллельном положении торцов.
Предлагаемый способ позволяет исключить токарную обработку кольца н тем самым значительно снизить трудоемкость изготовления колец нриборных подщинников, нри этом повышается за счет исключения выхода торцов волокон металла на желоб
ко. приборных подшипников работоспособность подшипника в целом.
Формула изобретения
1.Способ изготовления колец подшинников качения из кольцевой заготовки путем
раскатки заготовки между деформирующими валками с оформлением наружных и внутренних фасок, желоба, цилиндрических поверхностей торцов и срезки лишнего металла, отличающийся тем, что, с целью обеснечения возможности изготовления раскаткой тонкостенных колец малого днаметра типа колец приборных подшипников качення, раскатку ведут в два этапа,
на первом этапе открытой раскаткой оформляют нарзжные и внутренние фаски, а на втором выкатывают и цилиндрические новерхности.
2.Способ по п. 1, отличающийся тем, что желоб и цилиндрические поверхности выкатывают закрытой раскаткой.
Источники информации, нрннятые во внимание нри экспертизе
1.Патент ФРГ № 1175638, кл. В 2IH 1/12, 1965.
2.Авторское свидетельство СССР № 202863, кл. В 21Н 1/12, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 1993 |
|
RU2036744C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1998 |
|
RU2148461C1 |
| Стан для прокатки колец подшипни-KOB КАчЕНия | 1979 |
|
SU829276A1 |
| Инструмент для прокатки профильных кольцевых изделий | 1977 |
|
SU637182A1 |
| Способ изготовления колец подшипников качения | 1973 |
|
SU742642A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПО КРАЙНЕЙ МЕРЕ ДВУХРЯДНЫХ ПОДШИПНИКОВ КАЧЕНИЯ | 1993 |
|
RU2076785C1 |
| Инструмент для раскатки кольцевых заготовок | 1978 |
|
SU721203A1 |
| Способ изготовления деталей типа колец подшипников | 1977 |
|
SU638451A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2100123C1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
h-
