I
Изобретение относится к установкам для производства керамических изделий, преимущественно дренажных труб, и может найти применение на предприятиях промышленности строительных материалов.
В основном изобретении по авт.св. № 737218 описана поточная линия для производства керамических труб. Эта поточная линия состоит из участка формования и сушки труб, содержащего формовочный пресс, резательный автомат, роторный отборщик, шаговый подаватель рамок под загрузку трубами, автомат-укладчик рамок с трубами на сушильную йагонетку, механизмы подачи сушильных вагонеток, сушила и стопировщик-разборщик рамок;участка укладки труб на обжиговые вагонетки, содержащего автомат - разгрузчик труб с сушильных вагонеток, перегрузчик, поперечный строчный конвейер, автомат-садчик труб, на обжиговые вагонетки, механизмы подачи обжиговых вагонеток, и участка разгрузки труб с обжиговых вагонеток, содержащий авгомат-разгрузчик труб с обжиговой вагонетки
поперечный строчньш конвейер и перегрузчик 1.
Недостатком ее является низкая надежность и производительность участка разгрузки труб с сушильных вагонеток и садки их на обжиговую и в частности перегрузчика труб на поперечный строчный конвейер. Это вызвано тем, что перегрузчик снабжен индивидуальными захватами для каждой трубы, а так как трубы после сушки располагаются на сушиль0ных рамках со значительным отклонением от номинального положения, то съем их захватаN01 вызьшает значительные трудности, требует ручной правки труб, а это приводит к нарушению автоматического, цикла, снижению произSводительности, поломкам и усложняет обслуживание оборудования.
Целью данного изобретения является повышение производительности я надежности работы.
Это достигается т-ем, что перегрузчик выполнен в виде каретки, несущей сблокированные корпуса плунжерных гидроцилиндров с гидрораспределителем, с закрепленным на ней сталкивающим упором, причем каретка расположена
ад неподвижными направляющими автоматаазгрузчика перпендикулярно к ним, а направяющие в зоне перегрузчика выполнены с клоном.
Кроме того, перегрузчик труб снабжен отсекателем, вьшолненным в виде подвижной рамы с приводом вертикального перемещения, сигнализатором положения рамы и блоком управления, подключенным к гидрораспределителю каретки.
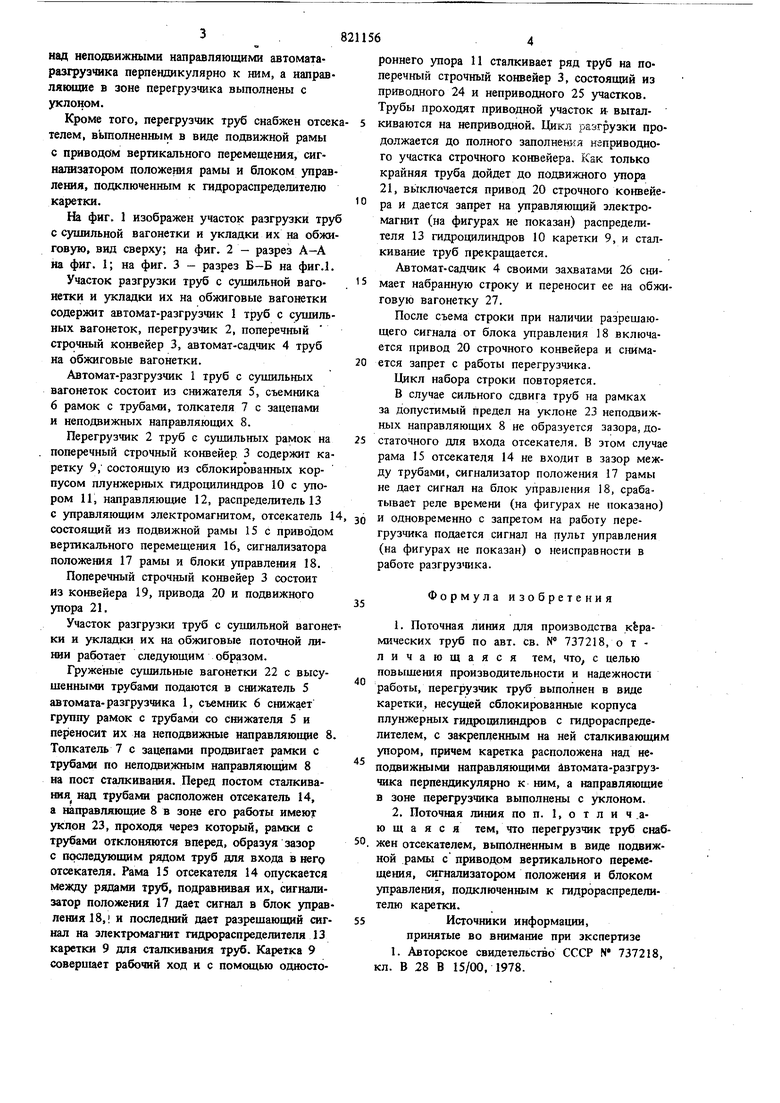
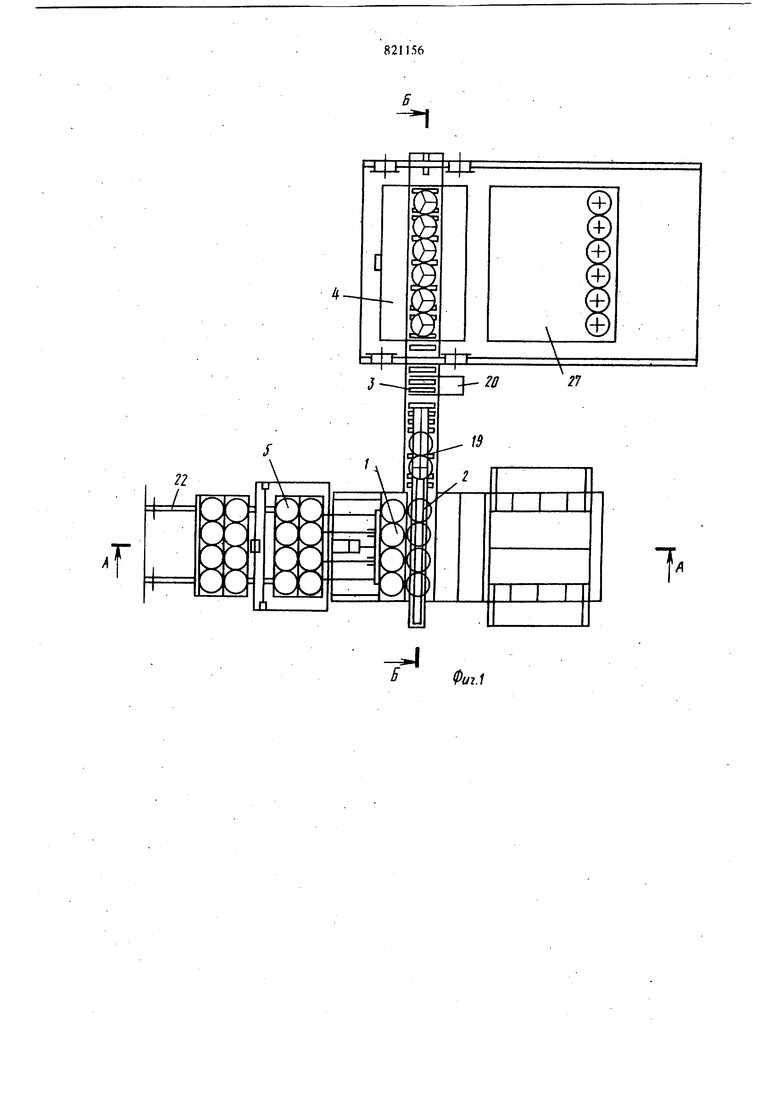
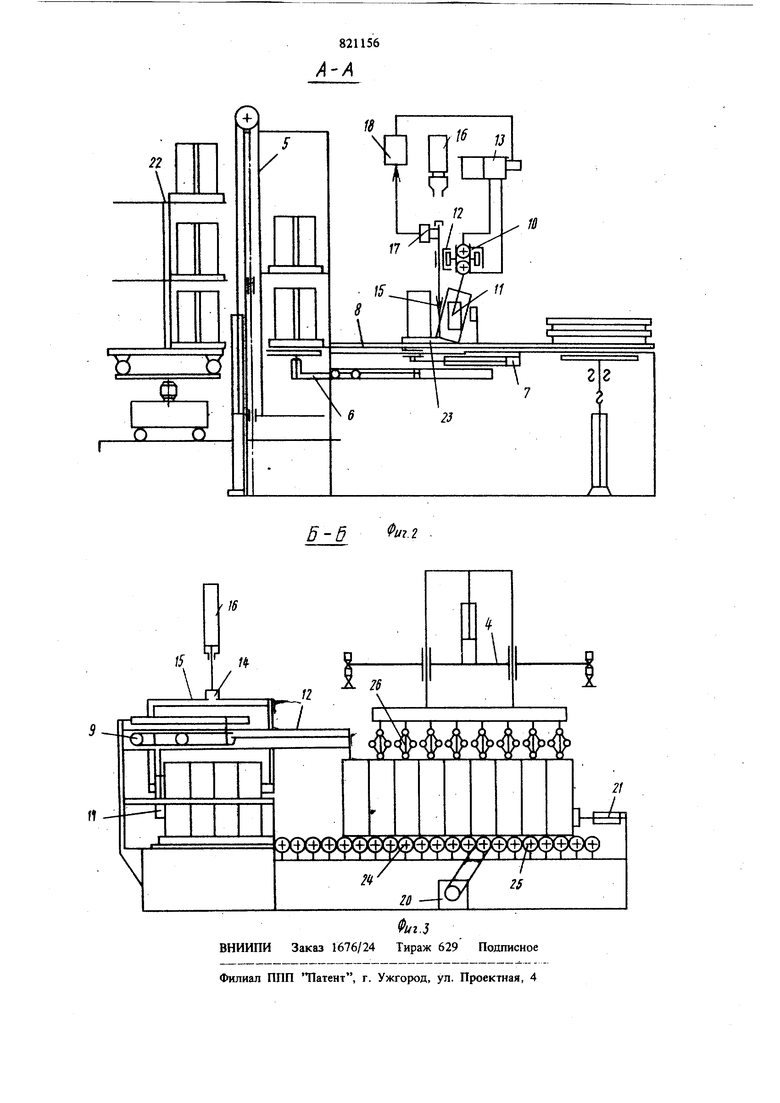
Ш фиг. 1 изображен участок разгрузки трзб с сушильной вагонетки и укладки их на обжиговую, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.1.
Участок разгрузки труб с сзонильной вагонетки и укладки их на обжиговые вагоштки содержит автомат-разгрузчик 1 труб с сушильных вагонеток, перегрузчик 2, поперечный строчный конвейер 3, автомат-садчик 4 труб на обжиговые вагонетки.
Автомат-разгрузчик 1 труб с сушильных вагонеток состоит из снижателя 5, съемника 6 рамок с трубами, толкателя 7 с зацепами и неподвижных направляющих 8.
Перегрузчик 2 труб с сушильных рамок на поперечный строчный конвейер. 3 содержит каретку 9, состоящую из сблокированных корпусом плунжерных гидроцилиндров 10 с упором 11, направляющие 12, распределитель 13 с управляющим электромагнитом, отсекатель 14, состоящий из подвижной рамы 15 с приводом вертикального перемещения 16, сигнализатора положения 17 рамы и блоки управления 18. Поперечный строчный конвейер 3 состоит из конвейера 19, привода 20 и подвижного упора 21.
Участок разгрузки труб с сушильной вагонет ки и укладки их на обжиговые поточной линии работает следующим образом.
Груженые сушильные вагонетки 22 с высушенными трубами подаются в снижатель 5 автомата-разгрузчика 1, съемник 6 снижает группу рамок с трубами со снижателя 5 и nepeHooiT их на неподвижные направляющие 8. Толкатель 7 с зацепами продвигает рамки с трубами по неподвижным направляющим 8 на пост сталкивания. Перед постом сталкивания над труба га расположен отсекатель 14, а направляющие 8 в зоне его работы имеют уклон 23, проходя через который, рамки с трубами отклоняются вперед, образуя зазор с последующим рядом труб для входа в него отсекателя. Рама 15 отсекателя 14 опускается между рядами труб, подравнивая их, сигнализатор положения 17 дает сигнал в блок управления 18, и последний дает разрешающий сигнал на электромагнит гидрораспределителя 13 каретки 9 для сталкивания труб. Каретка 9 совершает рабочий ход и с помощью одностороннего упора 11 сталкивает ряд труб на поперечный строчный конвейер 3, состоящий из приводного 24 и неприводного 25 участков. Трубы проходят приводной участок и выталкиваются на неприводной. Цикл разгрузки продолжается до полного заполнеш я н,приводного участка строчного конвейера. Как только крайняя труба дойдет до подвижного упора 21, вьтключается привод 20 строчного конвейера и дается запрет на управляющий электромагнит (на фигурах не показан) распределителя 13 гидроцилиндров 10 каретки 9, и сталкивание труб прекращается.
Автомат-садчик 4 своими захватами 26 снимает набранную строку и переносит ее на обжиговую вагонетку 27.
После съема строки при наличии разрешающего сигнала от блока управления 18 включается привод 20 строчного конвейера и снимается запрет с работы перегрузчика.
Цикл набора строки повторяется.
В случае сильного сдвига труб на рамках за допустимый Предел на укпоке 23 неподвижных направляющих 8 не образуется зазора, достаточного для входа отсекателя. В этом случае рама 15 отсекателя 14 не входит в зазор между трубами, сигнализатор положения 17 рамы не дает сигнал на блок управления 18, срабатывает реле времени (на фигурах не показано) и одновременно с запретом на работу перегрузчика подается сигнал на пульт управления (на фигурах не показан) о неисправности в работе разгрузтека.
Формула изобретения
1.Поточная линия для производства керамических труб по авт. св. № 737218, о т личающаяся тем, что, с целью повышения производительности и надежности работы, перегрузчик труб выполнен в виде каретки, несущей сблокированные корпуса плунжерных гидроцилиндров с гидрораспределителем, с закрепленным на ней сталкивающи упором, причем каретка расположена над неподвижными направляющими томата-разгрузчика перпендикулярно к ним, а направляющие в зоне перегрузчика выполнены с уклоном.
2.Поточная линия по п. 1, о т л и ч .aю щ а я с я тем, что перегрузчик труб снажен отсекателем, вьшолненным в виде подвижной рамы с приводом вертикального перемещения, сигнализатором положения и блоком управления, подключенным к гидрораспределителю каретки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 737218 кл. В 28 В 15/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Поточная линия | 1979 |
|
SU814763A2 |
| Установка для съема кирпича сСушильНОй ВАгОНЕТКи | 1979 |
|
SU814760A1 |
| Поточная линия для изготовления кирпича | 1977 |
|
SU707805A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| Автомат-разгрузчик изделий с сушильной вагонетки | 1982 |
|
SU1033336A1 |
| Установка для съема кирпича с сушильной вагонетки | 1985 |
|
SU1324853A2 |
| УСТАНОВКА ДЛЯ САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ПЕЧНЫЕ ВАГОНЕТКИ | 1973 |
|
SU404633A1 |
fФи.1
