по числу труб, укладываемых на рамки, и датчик для взаимодействия с кулачками рейки, перегрузчиком труб и поперечным строчным конвейером с приводным упором, установленными за автоматом-разгрузчиком труб с сушильных вагонеток. При этом механизм приема рамок с трубами автомата-укладчика может состоять из неподвижных направляющих, шагового толкателя с упором одностороннего действия и каретки с консольным вильчатым подъемником, установленным над неподвижными направляющими. Автомат-садчик труб на обжиговые вагонетки может содержать захваты с индивидуальными приводами и блок программного управления, соединенный системой дистазщионного управления с приводами захватов ,и приводом упора поперечного строчного конвейера.
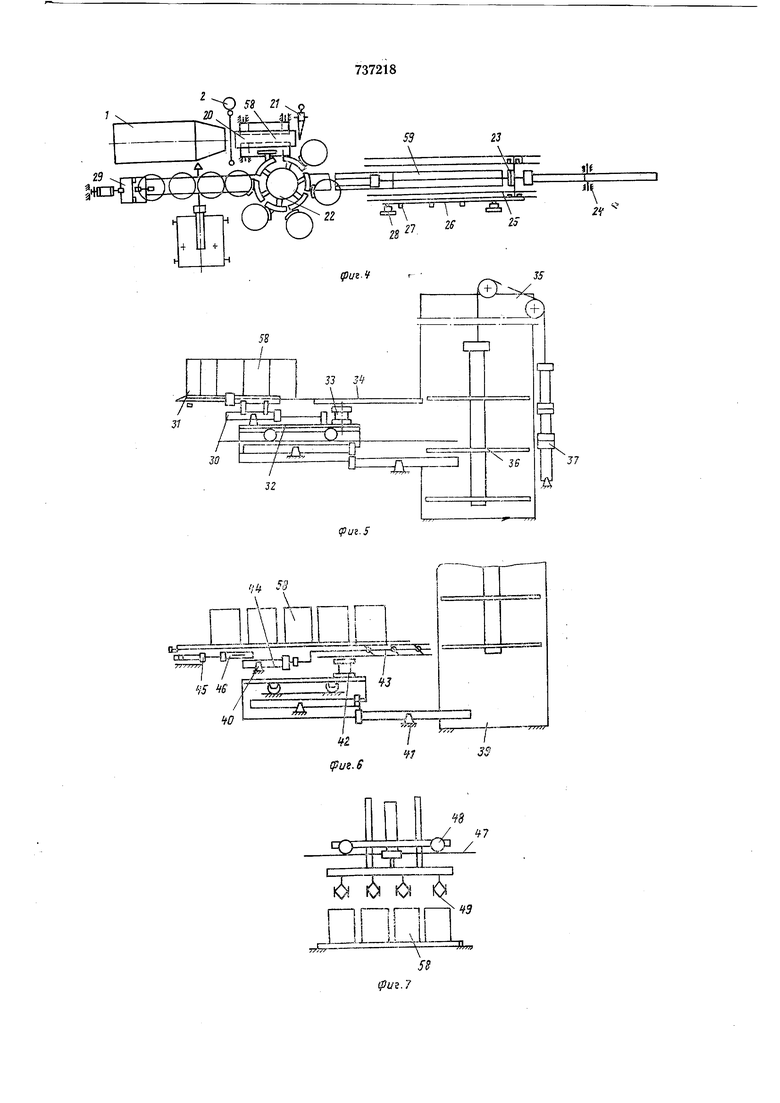
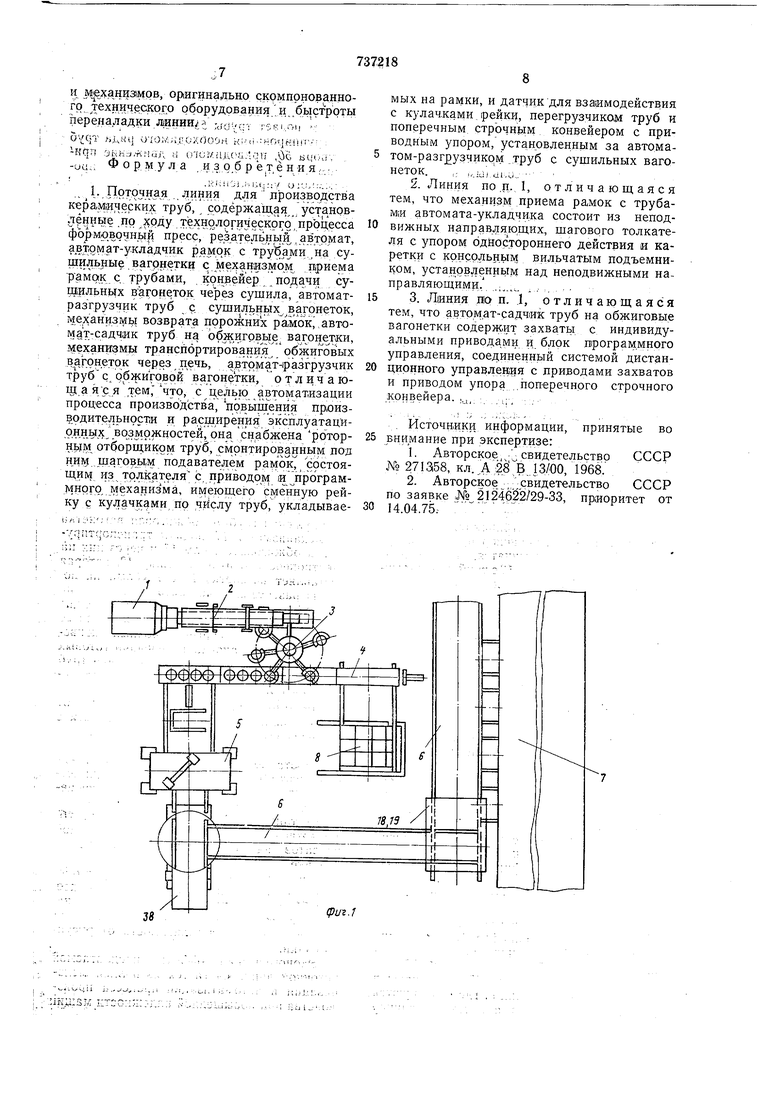
На фиг. 1-3. схематически изображена предЛагаеЖая поточная линия; на фиг. 4 - роторный,, отборщик с шаговым подавателем рамок; на фиг. б - автомат-укладчик paMOiK с трубамина сушильную вагонетку; на фиг. 6 -, автомат-разгрузчик труб с суМпльных вагонеток; на фиг. 7 - перегрузчик труб на поперечный конвейер; на фиг. 8 - автомат-садчик труб на обжиговые вагонетки с поперечным строчным конвейером.
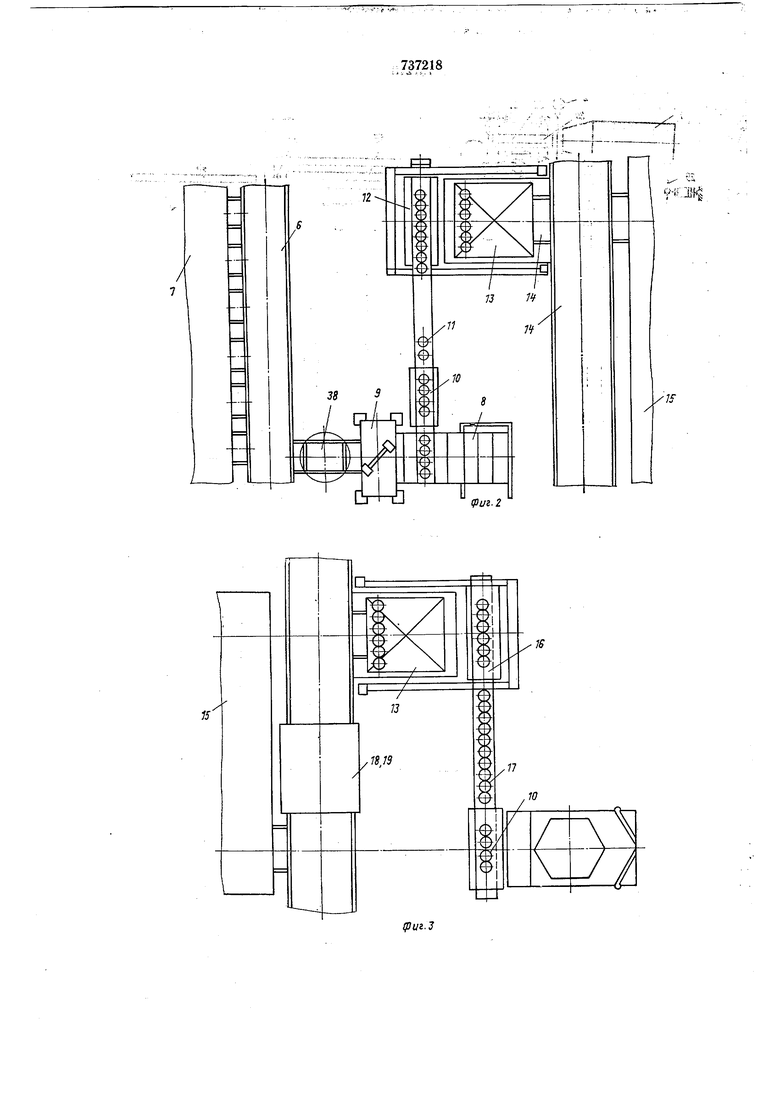
Поточная линия состоит из участка формования и сушки труб, содержащего формовочный пресс /, резательный авто.мат 2, устройство 5 для приема и укладки труб на рамки, шаговый подаватель 4 рамок под загрузку трубами, автомат-укладчик 5 рамок с трубами на сушильную вагонетку, механизмы 6 подачи сушильных вагонеток, сушила 7 и стопировщик-разборщик 8 ра мок; участка укладки труб на обжиговые вагонетки, содержащего автомат-разгрузчик 9 труб с сушильных вагонеток, перегрузчик 10, поперечный строчный конвейер }1, автомат-садчик 12 труб на обжиговые вагонетки /5, механизмы М подачи обжиговых вагонеток iH обжиговую печь 15, участка разгрузки труб с обжиговых вагонеток, содержащего автомат-разгрузчик 16 труб с обжиговой вагонетки, поперечный строчный конвейер 17 и перегрузчик 10.
Кроме того, поточная линия сбнажена сушильными вагонетками 18 и электропередаточнымн тележками 19.
За резательным автоматом 2 смонтирован V-образный конвейер 20 с упором 21, а устройство 3 для приема и укладки труб на рамки включает роторный отборщик 22 н шаговый подаватель 4.
Шаговый подаватель 4 расположен ниже роторного отборщика и предназначен для подачи рамок к роторному отборщику под загрузку труб, укладываемых автооператором. Он состоит из толкателя 23 с приводом 24 и программного механизма 25, содержащего сменную рейку 26 с кулачками 27 по числу труб, укладываемых на рамки, датчик 28 и доталкивателя 29.
Автомат-укладчик 5 рамок с трубами состоит из механизма 30 приема рамок с 5 трубами, содержащего толкатель 31 с упором одностороннего действия, подвижную каретку 32 с консольным вильчатым подъемником 33 и неподвижные направляющие шины 34, накопителя 35 с подъемником 36, 10 привода 37 накопителя и тележки с поворотным кругом 38.
Автомат-разгрузчик 5 труб с сушильных вагонеток состоит из тележки с поворотным кругом 38, снижателя 39 с вильчатой рамой
15 (условно не показано) и съемника 40 рамок с трубами со снижателя с приводом 41, содержащего консольный вильчатый подъемник 42, зацеиы 43 рамок с трубами с приводом 44 и толкатель 45 с приводом 46.
f Перегр зи;И1К 10 труб предназначен для съема труб с рамок и переноса их на поперечный строчный конвейер // для разбра ковки и последующей передачи труб на автомат-садчик и состоит он из установленной на рельсах 47 тележки 48 переноса труб с индивидуальными захватами 49. Поперечный строчный конвейер 11 снабжен упором 50 с приводом 51, соединенными с бл.оком 52 программного управления.
0 Автомат-садчик 12 предназначен для садки труб на обжиговые вагонетки, состоит из установленной на эстакаде 53 тележки 54. снабженной траверсой 55 с захвял-ами 56, имеющими индивидуальные при5 воды 57.
Приводы 51 и 57 соединены системой дистакпиониого управления с блоком 52 програумного управления.
Поточная линия работает следующим
образом.
Формуемая прессом 1 непрерывная труба режется резательным автоматом 2 на Т13ДСЛИЯ - мерные трубы 58, которые после отрезки ускоренно подаются V-образ ным конвейером 20 до упора 21 и останавливаются. Роторный отборщик 22 снимает мерную трубу 58 с конвейера 20, поворачивает ее из горизонтального положения в вертикальное и устанавливает на рамку 59.
0 Затем рамка 59 по команде датчика 28, управляемая программным механизмом 25, перемещается толкателем 23 на шаг.
Операция снятия и установки труб 58 на рамку 59, перемещения рамки 59 на
шаг повторяется до полной загрузки рамК1 трубами. Количество труб 58, устанавливаемых на рамку 59, в зависимост;и от их диаметра, определяется числом кулачков 27, устанавливаемых на сменную рейку 26. Подаваемая шаговым подавателем 4 под загрузку труб 58 рамка 59 шаговым движением перемещается на позицию автоматаукладчика 5, где загруженная полностью она доталкивателем 29 отрывается от по5 следующей рамки и фиксируется в направляющих шинах 34. Механизм 30 прлема рамок толкателбм 31 ,. с упором одностороннего действия перемещает рамку 59 с трубами 58 на шаг, таким образом, на направляюших 34 накапливается группа груженых рамОК 59, которая консольным вильчатым подъемником 33 снимается с направляюш,их 34 и кареткой 32 переносится в зону накопителя 35, где подъемник 33 устанавливает группу груженых рамок 59 на полки вильчатого подъемника 36 и возвращается кареткой 32 в исхюдное положение ниже уровня направляющих 34. Привод 37 накопителя 35 перемещает вильчатый подъемййк 36 иа шаг вверх-, накапливая так,им образом пакет рамок 59 с трубами 55.
После накопления необходимого количества рамок с трубами в накопителе 35 в зону накопителя тележкой с поворотным кругом 38 подается сущильная вагонетка 18, на которую движением привода 57 вниз устанавливается пакет груженых трубами 5S рамок 59. Далее тележка с поворотным кругом 38 выходит из зоны накопителя 35, разворачивает су1лильную вагонетку 18 с трубами на 180° и повторно вводит сушильную вагонетку 18 в зону накопителя 35, где загружается стопой рамок с трубами другая половина сушильной вагонетки.
Груженые сушильные вагонетки 18 .механизмами 6 подачи отбираются от автомата-укладчика 5, транспортируются к су шнлам 7, где трубы сушатся. После сушки сушильные вагонетки /S с трубами подаются на тележку с поворотным кругом 38 к автомату-разгрузчику 9. Снижатель 39 автомата-разгрузича 9 принимает высушенные трубы с рамками и шаговым перемещением вниз устанавливает их на позицию -разгрузки, где съемником 40 снимает группу рамок с трубами со снижателя 59. Съем группы рамок с трубами осушествляется следующим образом: привод 41 перемещает консольный вильчатый подъемник 42 под группу рамок с трубами, поднимает их, перемещает на большой шаг от снижателя 59 и устанавливает на неподвижньш направляющие (условно не показано), по которым зацепы 43, перемещаемые приводом 44, проталкивают снятую группу рамок с трубами на щаг, т. е. на позицию толкателя 45.
Толкатель 45 с упором одностороннего действия (условно не показан) отрывает одну рамку с трубами от снятой группы рамок с трубами и фиксирует ее под захвата,ми 49 перегрузчика 10. Захваты 49 снимают трубы 58 с рамки 59 и с помощью тележки 48 перегрузчика 10 переносят их и устанавливают трубы 58 на поперечный строчный конвейер //. Операция по съему труб со снижателя 59 продолжается до полной разгрузки труб 58.
Разгруженные рамки 59 поступают в стопировщик-разборщик 8, где стопируются для транспортировки к автомату-укладчику
5 труб на сушильные вагонетки. Поперечный строчный конвейер 11 шаговым движением подает трубы 5Sпосле-отбраковки для группирования необходимого ряда труб до упора 50, приводимого в движение приводом 51, управляемым блоком 52 програ.ммного управления.
После сгруппирования необходимого ряда труб на поперечном строчном конвейере
11 вступает в работу автомат-садчик 2 труб на обжиговую вагонетку 13; при этом траверса 55 садчика опускается вниз, вводят захваты 56 в сгруппированные для садки трубы 58. Индивидуальные приводы 57
приводят в действие захваты 56, которые по команде программного блока 52 управления захватывают трубы 58, затем траверса 55 пoднимaet трубы 58 с конвейера //, и тележка 54 по эстакаде 55 перемещает их в направлении, перпендикулярном К поперечному конвейеру 11, и устанавливает взятый ряд труб 58 на обжиговую вагонетку 13.
Управление индивидуальными приводами 57 захватов 56, перемещением тележки 54 над обжиговой вагонеткой 13 и садкой необходимого числа труб осуществляется блоком 52 программного управления в зависимости от диаметра труб и заданного
рисунка их садки на обжиговую вагонетку. Груженая трубами обжиговая вагонетка 13 механизмами 14 подачи транспортируется к обжиговым печам 15 и через них на электропередаточную тележку 19, которая
доставляет вагонетку 13 с трубами на позицию разгрузки, где автомат-разгрузчик 16 труб с обжиговых вагонеток порядно разгружает и устанавливает обожженные трубы 58 на поперечный строчный конвейер 17 для отбраковки и передачи готовых труб на устройство для пакетирования труб или на транспортные средства для складирования и отправки потребителю.
Пакетирование труб в зависимости от
фо;рмы пакетов может осуществляться с применением механизмов или вручную.
Работа поточной линии при переналадке на изготовление труб различного диаметра не изменяется. Наладка линии осуществляется заменой щага на сменной рейке 26 с установкой кулачков 27 по числу труб , загружаемых на рамки 59, а также заменой захватов на перегрузчике 10 и автоматесадчике.
Блок 52 программного управления обеспечивается благодаря управляемому приводом 51 упору 50 требуемую комплектацию количества в ряду труб для установки на
печную вагонетку в зависимости от рисунка садки.
Экономический эффект предлагаемой поточной линии слагается из полной механизации и автоматизации процесса производства при повышенной надежности машин
и механиэмов, оригинально скрмпрнованного технического оборудования и .быстроты
перена.ладки линию л ;,,,,-(.;,.,,,- .с,., on -;
ovcfi o(o;v;;i.i uxfloort н:-п:нгя.|бс ИГ экК;м.п;1йл, d oiCiv:a|i,, ,0с, Byoiiv -оц Формула ,,и 3 о.б р е т,ё н и я,-;
.Hi; iiOl .ii гИ,;;:У о ;:J, :.:,
1. Поточная ЛИНИЯ для производства к-ерамических труб, содёржащая уста нрвл нние по ,рду технолргическрго.процесса формоврчный пресс, резательнь1Й, автрмат, .рмат-у.кладчик рамрк с TpyBajvrH Ha сушильные. вагонетки с механизмом Приема рамр(К с, трубами, , конвейер подачи сушильных в агонеток через сушила, автоматразгрузчик труб с. сушильнь1х .вагряеток, механиз1у1Ь1 возврата пррожних рамок,,автомат-садчик труб на обжигрвь1е, вагонетки, механизмы транспортирования обжиговых вагрнетрк через печь, артрматчразгрузчик труб с, рбжиговрй вагонетки, отличающ,а тем, что, с целью автоматизации процесса производства, ггрвыигения прюизводительнрсти и расширё1Е1ия эксплуатацйрнных возмржностей, она снабжена рртррнь1м отборщиком труб, смрнтированньщ под н,им шаговым подавателем рамок, состоящим из трлкателя; с, приводом я программнргр механизма, имеющего сменную рейку с кулачками пр числу труб, укладываемых на рамки, и датчикдля взаимодействия с кулач.ками, рейки, перегрузчиком труб и поперечным строчным конвейером с приводным упором, устцнрвлецньш за автоматом-разгрузчиком труб с сушильных вагонеток.,; ,,JJ1 ul,U.-.
2.Линия по.п. 1, отличающаяся тем, что механизм приема рамок с трубами автомата-укладчи.ка состоит из неподвижных направляющих, шагового толкателя с упором одностороннего действия и каРетки с крпсрльным вильчатым подъемником, устанрвленным над неподвижными направляющими,, ,.„..,. .:,,.
3.Линия яр п. .1, отличающаяся тем, что автомат-садч1ик труб на обжиговые вагонетки содерЖИт захваты с индивидуальными приводами и. блок программного управления, соединенньш системой дистанцирнного управлещя с приводами захватов и приводом упора ,поперечного строчного конвейера. ,,,, .-,
, Источники информации, принятые во внимание при экспертизе:
1.Авторск:ре,, свидетельствр СССР № 271358, кл., 13/00, 1968.
2.Авторское, ; свидетельство СССР по заявке № 2124622/29-33, приоритет от 14.04.75: Г V:
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производстваКЕРАМичЕСКиХ ТРуб | 1979 |
|
SU821156A2 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Поточная линия | 1979 |
|
SU814763A2 |
| Установка для съема кирпича сСушильНОй ВАгОНЕТКи | 1979 |
|
SU814760A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| Линия для производства керамических раструбных труб | 1985 |
|
SU1310219A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Поточная линия для изготовления кирпича | 1977 |
|
SU707805A1 |