Изобретение относится к металлургии, преимущественно к способам изготовления волокнистых композиционных материалов с металлической матрицей, армированных многослойными или многофиламентными наполнителями, например волокнами, жгутами или тканями из углерода, карбида кремния и т.д. Изобретение может быть использовано в авиационной и ракетно-космической технике, а также в транспортном машиностроении.
Известен способ получения композиционных материалов с металлической матрицей, армированной углеродными волокнами, где изготовление полуфабриката включает раскладку углеродного жгута в монофиламентную ленту (3-5 слоев) для обеспечения лучшего проникновения матричного материала между волокнами и нанесение матричного сплава плазменным напылением.
Недостатком этого способа является большая технологическая сложность раскладки жгута в монофиламентную ленту, что увеличивает трудоемкость операции, а также низкие физико-механические свойство получаемого композита.
Известен способ получения композиционных материалов с металлической матрицей, армированной углеродными волокнами, где изготовление полуфабриката заключается в раскладке углеродного жгута или ткани на барабан, закрепленный в центрах механизма вращения, на поверхности которого нарезана по винтовой линии канавка, и нанесении матричного материала плазменным напылением.
Недостатком данного способа является слабое проникновение напыляемого металла в межволоконные промежутки, связанное с газовым уплотнением у напыляемой поверхности, это приводит к низкой межслоевой прочности получаемого из таких полуфабрикатов композиционного материала. Материал расслаивается при нагрузках, значительно меньших прочности матричного металла. Кроме того, на снижение качества получаемого материала оказывает влияние большой разброс физико-механических свойств по его поперечному сечению, так как механические свойства слоев, расположенных в центре сечения полуфабриката, после последующего твердофазного компактирования композиционного материла, значительно ниже аналогичных характеристик слоев на поверхности полуфабриката, пористость внутренних слоев выше чем внешних на 40-60% и т.п.
Эти недостатки связаны с тем, что углеродные ткани, жгуты и ленты состоят из нитей, каждая из которых насчитывает большое число (10 тысяч) филаментов (моноволокон), образующих множество слоев. При газотермическом напылении расплавленные частицы металла, взаимодействуя с относительно холодным наполнителем, кристаллизуются на поверхности наполнителя в течение 10-5-10-6 с, почти не проникая в межволоконное пространство. Фактором, затрудняющим проникновение напыляемых частиц в межволоконные пpомежутки, является зона газового уплотнения у поверхности напыления, значительно снижающая их энергетические параметры (падает кинетическая энергия частиц). Плохое проникновение напыляемого металла между волокнами снижает площадь контакта материала матрицы с волокном и создает условия для возникновения пористости.
Таким образом, налицо неоднородность физико-механических свойств по поперечному сечению полуфабриката, что в дальнейшем сказывается и на аналогичные свойства получаемого композиционного материала, т.о. при компактировании пакета при деформировании в твердой фазе филаменты внутренних слоев наполнителя, свободные от пластичного металла, касаются друг друга, интенсивно разрушаются или спекаются между собой. Именно в таких областях остаточная пористость превосходит более чем на 40% пористость других областей композита. Это приводит к тому, что при приложении к материалу нагрузки перпендикулярно плоскости армирования, он будет расслаиваться по наиболее ослабленным из этих областей.
Задачей изобретения является увеличение межслоевой прочности и повышение равномерности распределения физико-механических свойств по перечному сечению материала.
Это достигается тем, что в способе изготовления полуфабриката композиционного материала, армированного многослойным волокнистым наполнителем, включающим газотермическое напыление матричного металла на волокнистый наполнитель, перед напылением наполнитель нагревают до температуры не ниже температуры плавления матричного металла, напыление ведется на перемещаемый наполнитель с одновременной откачкой газа сквозь него, а непосредственно после напыления наполнитель дополнительно пропитывают ранее напыленным матричным металлом при помощи вакуумной пропитки.
При нагреве волокнистого наполнителя свыше температуры плавления жидкие частицы металла не кристаллизуются после контакта с моноволокнами, а потоком, создаваемым струей плазмообразующего газа и отсосом его через наполнитель, затягиваются во внутрь наполнителя, заполняя межволоконное пространство. Кроме того, газотермическое напыление металла приводит к нагреву подложки (в данном случае наполнителя), поэтому при выходе участка наполнителя из зоны напыления, после нанесения на него необходимого количества металла температура участка наполнителя, напыленного металлом еще некоторое время (не менее 10 с) превышает температуру плавления матричного металла. Это позволяет, вакуумируя пространство под данным участком, (т.е. и сам участок наполнителя) дополнительно пропитать наполнитель матричным расплавом, без значительного увеличения продолжительности высокотемпературного воздействия, ухудшающего свойства композиционного материала.
На чертеже представлено устройство, осуществляющее изобретение.
Устройство размещено в герметичной камере с инертной атмосферой и содержит сетчатое основание (опору) 1, размещенное в нагревателе 2 со щелевым пазом 3, через который плазмотроном 4 наносится металл на наполнитель 5. Под сетчатым основанием, напротив щелевого паза 3 расположена камера 6 для отсоса плазмообразующего газа, за которой находится камера 7 для вакуумирования наполнителя с регулируемой длиной рабочей части. Камеры 6 и 7 связаны с устройствами для откачки газа (на фигуре не показаны). Сетчатое основание 1 и нагреватель 2 с камерами 6, 7 расположены между бобинами 8, 9 и направляющими 10 и охлаждающими 11 роликами.
Работа устройства осуществляется следующим образом. Углеродная лента с бобины 8 непрерывно протягивается через ролики 10, затем по основанию через нагреватель 2, где лента нагревается до необходимой температуры и на нее плазмотроном 4 через щелевой паз 3 наносится матричный металл. При этом одновременно производится откачка газа сквозь наполнитель из камеры 6, после чего лента дополнительно пропитывается при помощи вакуумирования камеры 7. После выхода из нагревателя полуфабрикат охлаждается в инертной атмосфере камеры и в валках 11 и сматывается на бобину 9.
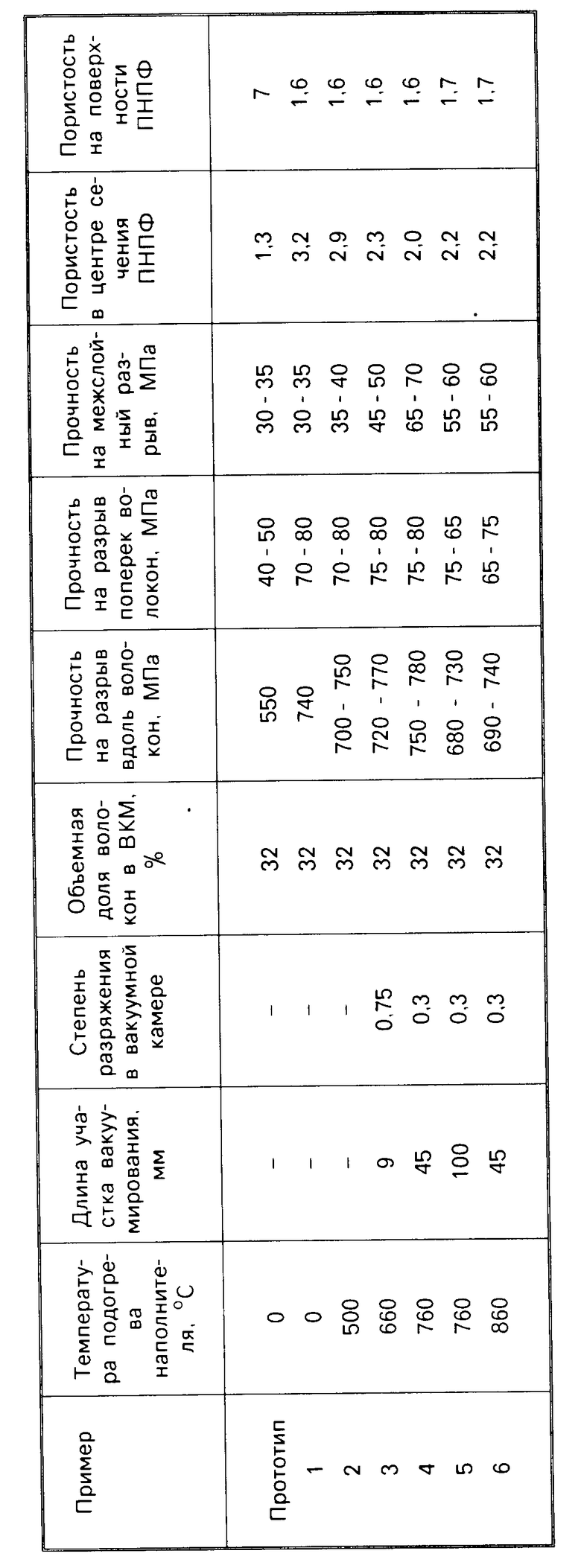
П р и м е р. На углеродную ленту марки "Кулон" ТУ 6-06-31-485-84 шириной 70 мм наносили сплав АД 1, скорость перемещения ленты 3 мм/с. Полуфабрикат изготавливали в герметичной камере с атмосферой аргона с давлением 60-90 кПа. Режимы плазменного напыления: расход рабочего газа аргона 40 л/мин; рабочий ток 250 А, напряжение 30 В, рабочее расстояние Н 80 мм; скорость перемещения плазмотрона в плоскости, перпендикулярной плоскости движения ленты, 20 мм/с, производительность откачки из зоны напыления 100 л/мин для всех примеров одинаково. Длину участка вакуумирования варьировали по мере необходимости.
П р и м е р 1 без предварительного нагрева наполнителя.
П р и м е р 2. Нагрев наполнителя до температуры 500о С, без вакуумирования.
П р и м е р 3. Нагрев наполнителя до 660о С, степень разрежения в вакуумной камере 0,75, длина участка вакуумирования 9 мм.
П р и м е р 4. Предварительный нагрев наполнителя до 760о С, степень разряжения 0,3, длина участка вакуумирования 45 мм.
П р и м е р 5. Предварительный нагрев до 760о С, степень разрежения 0,3, длина участка вакуумирования 100 мм.
П р и м е р 6. Предварительный нагрев до 860о С, степень разрежения 0,3, длина участка вакуумирования 45 мм.
Далее в каждом примере производят сборку пакета из 5 слоев полуфабриката, прессование при температуре 500о С в течение 30 мин при давлении 4 кг/мм2.
Полученные результаты сведены в таблицу.
Применение предлагаемого способа позволяет повысить межслойную прочность получаемых композиционных материалов на 100% и обеспечивает повышение равномерности физико-механических свойств по поперечному сечению композита.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полуфабрикатов композиционного материала на основе металла, армированного волокнами | 1989 |
|
SU1691415A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2392090C2 |
| Композиционный материал и способ его получения | 2018 |
|
RU2685646C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТО-АРМИРОВАННОГО УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2337083C2 |
| Углепластик на основе полифениленсульфидного связующего и способ его получения (варианты) | 2023 |
|
RU2816084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕПРЕГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2243093C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ДИНАМИЧЕСКИМ ВОЗДЕЙСТВИЕМ ИМПУЛЬСНОГО МАГНИТНОГО ПОЛЯ НА РАСПЛАВ | 2011 |
|
RU2486988C2 |
| ТЕКСТОЛИТ МНОГОФУНКЦИОНАЛЬНОГО НАЗНАЧЕНИЯ | 2016 |
|
RU2641125C1 |
| Способ получения полуфабриката для изготовления металлического композиционного материала | 2015 |
|
RU2610189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ФИЛАМЕНТА ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2023 |
|
RU2832508C1 |

Сущность изобретения: способ изготовления композиционных материалов с металлической матрицей, армированных многослойными или многофиламентными наполнителями, например углеродными волокнами или волокнами карбида кремния. Способ включает газотермическое напыление матричного металла на перемещаемый волокнистый наполнитель, нагретый до температуры не ниже температуры плавления напыляемого металла, а непосредственно после напыления, наполнитель дополнительно пропитывают ранее напыленным жидким металлом, осуществляя операцию вакуумной пропитки. 1 ил., 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТА КОМПОЗИЦИОННОГО МАТЕРИАЛА, армированного многослойным волокнистым наполнителем, включающий газотермическое напыление матричного металла на волокнистый наполнитель, отличающийся тем, что перед напылением наполнитель нагревают до температуры не ниже температуры плавления матричного металла, напыление ведут на перемещаемый наполнитель с одновременной откачкой газа сквозь него, а непосредственно после напыления наполнитель дополнительно пропитывают ранее напыленным матричным металлом при помощи вакуумной пропитки.
| Шоршоров М.Х., Колпашников А.И | |||
| и др | |||
| Волокнистые композиционные материалы с металлической матрицей, М.: Машиностроение, 1981 | |||
| Прибор для запора стрелок | 1921 |
|
SU167A1 |
