Изобретение относится к области металлургии, в частности к способу получения полуфабриката, состоящего из волокон тугоплавких соединений и напыленного на них матричного материала из титана и его сплавов, предназначенного для изготовления волокнистого композиционного материала, применяемого в качестве конструкционного материала при изготовлении тяг привода реверса, лопаток КНД (компрессора низкого давления) и КВД (компрессора высокого давления), вала вентилятора, и может быть использовано в авиационной технике, а также транспорте, робототехнике, судостроении.
Известен способ получения полуфабриката в виде напыленного матричным сплавом керамического волокна, который заключается в следующем: через тигель протягивают волокно, в котором расположен расплавленный металл, на который действует электромагнитное поле, создающее левитацию расплавленного металла сферической формы. Толщина покрытия регулируется скоростью протяжки волокна и количеством проходов волокна через тигель (патент FR 2945823, С23С 2/14, опубл. 28.11.2010 г.). Недостатками данного способа является длительность процесса за счет неоднократного прохождения волокон через тигель для получения заданной толщины покрытия с минимальным разбросом не более ±5 мкм и невозможность получения однородного по химическому составу слоя матричного материала на волокнах. Кроме того, данный способ имеет ограничения по использованию матричных сплавов, поскольку при использовании сложнолегированных сплавов легкоплавкие элементы могут выгорать.
Известен способ получения полуфабриката в виде напыления матричного сплава на керамические волокна методом физического осаждения из газовой фазы (PVD), заключающийся в следующем: в вакуумную камеру загружаются два тигля с шихтой, нагреваются с помощью электронных пушек до получения пара, который осаждается на волокна; волокна в свою очередь проходят через систему передаточных и скруточных роликов. Протяжка волокна осуществляется необходимое количество раз для получения заданной толщины покрытия (патент GB 2268192, С23С 14/56, опубл. 03.09.1992 г.). Недостатками способа является невозможность получения однородного покрытия по химическому составу ввиду того, что в данном процессе испарение матричного материала осуществляется локально, т.е. с применением электронных пушек, из-за чего легкие элементы матрицы могут испаряться за пределы напыленного волокна, поскольку отсутствуют сдерживающие их магнитное поле. Способ не обеспечивает получение покрытия с минимальным разбросом по толщине не более ±5 мкм.
Известен способ получения преформы (ламината) из волокон карбида кремния и матричного сплава методом радиочастотного плазменного напыления. Способ получения включает расположение волокон на поверхности подложки, приготовление порошка матричного сплава с размером частиц не менее 100 мкм, радиочастотное плазменное напыление матричного порошка на волокна (патент US 477554, B05D 1/08, опубл. 04.10.1988 г.). Недостатком способа является неравномерность напыляемого слоя, невозможность получения однородного покрытия по химическому составу, пористая структура получаемого полуфабриката. Кроме того, если в качестве матричного порошка использовать порошки титана или алюминия, то они адсорбируют газы, такие как кислород и азот, что ведет к увеличению содержания этих элементов в получаемом полуфабрикате и из-за этого происходит снижение механических характеристик полуфабриката. Данный способ позволяет получать из данного полуфабриката только материал листовой формы, получение детали сложной геометрии невозможно предложенным способом. Кроме того, данный способ имеет ограничения по использованию матричных сплавов, поскольку при использовании сложнолегированных сплавов, легкоплавкие элементы могут выгорать.
Наиболее близким аналогом, взятым за прототип, является способ получения полуфабриката, состоящего из высокопрочных волокон, покрытых титаном или титановым сплавом методом физического осаждения из газовой фазы под реакционноспособной атмосферой. В качестве высокопрочных волокон используют волокна карбида кремния, в качестве реакционноспособной атмосферы применяют азот, вовлекаемый в образующееся покрытие и при последующем этапе изготовления материала реагирующий с компонентом матричного сплава с образованием керамических частиц (патент WO 2005/066382, С22С 49/11, опубл. 21.07.2005 г.). Недостатками данного способа является невозможность получения покрытия такого же химического состава, как и распыляемый материал (мишень); присутствие реакционного газа сказывается на состоянии распыляемого материала - проявляется эффект поглощения реакционного газа распыляемым материалом и на его поверхности появляются продукты реакции распыленного и обратно рассеянного материала мишени с газом - оксиды, нитриды и т.д., то есть происходит изменение химического состава распыляемого материала (мишени).
Техническим результатом заявленного изобретения является увеличение равномерности напыления слоя материала (не более ±4 мкм) с химическим составом, соответствующим составу распыляемого материала (мишени), с повышенной прочностью при растяжении (более 1800 МПа) для изготовления металлического композиционного материала на основе титанового сплава, армированного волокнами карбида кремния SiC.
Для достижения поставленного технического результата предлагается способ получения полуфабриката для изготовления металлического композиционного материала, включающий покрытие волокон тугоплавких соединений титаном или титановым сплавом методом физического осаждения из газовой фазы, при этом до процесса физического осаждения из газовой фазы происходит плазменная очистка с подачей инертного газа, сам процесс проводят без реакционноспособной атмосферы, с последующей термической обработкой напыленных волокон, причем в качестве волокон тугоплавких соединений используют непрерывные волокна, выбранные из группы бора, карбида кремния и оксида алюминия, причем мощность процесса физического осаждения из газовой фазы составляет от 3 до 7 кВт, время его прохождения составляет 2-8 часов, а термическую обработку проводят при температуре 600-850°C.
Применение плазменной очистки позволяет улучшить адгезию волокна к напыляемому металлу за счет того, что в этом процессе происходит сглаживание поверхности волокна с полным или частичным удалением механических включений и дефектов.
Для получения однородного слоя с заданной толщиной напыления, для каждого напыляемого материала подбирается свое время напыления (2-8 часов) и мощность в диапазоне от 3 до 7 кВт. Применение безреакционноспособной атмосферы с перекрещенными магнитными полями позволяет получить равномерное напыление слоя материала с химическим составом, соответствующим составу распыляемого материала без изменения самого химического состава распыляемого материала (мишени).
Применение термической обработки при температуре 600-850°C позволяет получить полуфабрикат с повышенной прочностью при растяжении за счет прохождения таких процессов, как релаксация внутренних напряжений и гомогенизация химического состава напыленного матричного материала.
Получаемый полуфабрикат для изготовления металлического композиционного материала обладает такими свойствами, как равномерность напыленного слоя в пределах не более ±4 мкм по всей длине волокна (табл. 1), однородность покрытия по химическому составу, стабильные значения предела прочности при растяжении, указанные свойства влияют на получение металлического композиционного материала с повышенными и стабильными физико-механическими характеристиками.
Примеры осуществления изобретения
Пример 1
Для изготовления полуфабриката в качестве волокон тугоплавких соединений использовали непрерывные волокна карбида кремния, в качестве напыленного матричного материала использовали титановый сплав системы Ti-Al-V марки ВТ6, соответствующий химическому составу по ГОСТ 19807.
Непрерывные волокна карбида кремния очищали плазменной очисткой с подачей инертного газа в течение от 5 до 30 минут, затем методом PVD с перекрещенными магнитными полями без реакционноспособной атмосферы напыляли матричный материал при мощности, равной 3-5 кВт в, течение 2-5 часов. После чего проводили термическую обработку для снятия внутренних напряжений и гомогенизацию химического состава в течение 60 мин при 600-650°C. Разброс по толщине напыленного слоя составляет ±4 мкм. Химический состав напыленного матричного материала соответствует распыляемому материалу.
Способы получения волокнистого материала по примерам 2 и 3 аналогичны примеру 1.
В примере 2 в качестве матричного напыляемого материала использовали сплав системы Ti-Al-Zr-Mo-V марки ВТ20, в качестве волокон тугоплавких соединений - волокна бора. Мощность распыления составляла 5,5-6,5 кВт в течение 5,5-7 часов. После чего проводили термическую обработку для снятия внутренних напряжений и гомогенизацию химического состава в течение 60 мин при 650-700°C. Разброс по толщине напыленного слоя составил ±4 мкм. Химический состав напыленного матричного материала соответствует распыляемому материалу.
В примере 3 в качестве матричного напыляемого материала использовали сплав системы Ti-Al-V марки ВТ6, в качестве волокон тугоплавких соединений - волокна оксида алюминия. Мощность распыления составляла 3,5-4,5 кВт в течение 7-8 часов. Термическую обработку для снятия внутренних напряжений и гомогенизации химического состава в течение 30 мин при 750-850°C. Разброс по толщине напыленного слоя составил ±4 мкм. Химический состав напыленного матричного материала соответствует распыляемому материалу.
Пример 4 (прототип)
Для получения полуфабриката-прототипа для изготовления волокнистого композиционного материала использовали метод PVD при мощности 4,5 кВт. В качестве реакционноспособной атмосферы использовали азот. В качестве напыляемого материала применяли титановый сплав системы Ti-Al-V марки ВТ6. Химический состав не соответствует ГОСТ. Разброс по толщине напыленного слоя составил ±7 мкм.
В таблице представлены свойства предлагаемого полуфабриката и полуфабрката-прототипа.
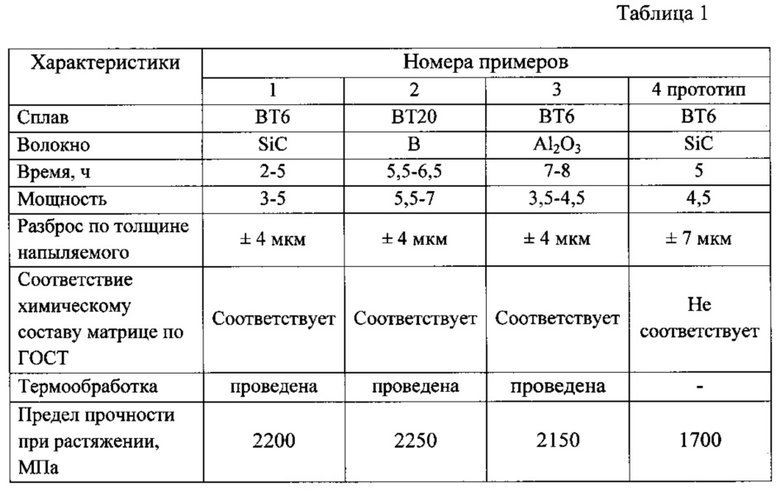
Таким образом, предлагаемый способ получения полуфабриката для изготовления металлического композиционного материала на основе титана имеет минимальный разброс по толщине напыляемого слоя, химический состав покрытия соответствует химическому составу распыляемого материала и является однородным, а также превышает значение предела прочности при растяжении по сравнения с прототипом на 25-30% и может быть использован для изготовления металлического композиционного материала, применяемого в качестве конструкционного при изготовлении ответственных конструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1976 |
|
SU604363A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТА КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2037549C1 |
| КОМПОЗИЦИОННЫЕ МНОГОСЛОЙНЫЕ МАТЕРИАЛЫ, СПОСОБЫ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ, УСЕЧЕННОЙ ПОЛУСФЕРЫ, ОБОЛОЧКИ, ПОЛУОБОЛОЧКИ И УСТРОЙСТВА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБОВ | 2007 |
|
RU2421429C2 |
| Способ изготовления полуфабрикатов композиционного материала на основе металла, армированного волокнами | 1989 |
|
SU1691415A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА ТИТАНА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2001 |
|
RU2215816C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2283726C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2010 |
|
RU2536847C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2283727C1 |
| Способ напыления градиентного покрытия на основе композиционного порошка системы Al:SiN:SiAlON | 2021 |
|
RU2785506C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО АРМИРОВАННОГО ПОРОШКОВОГО МАТЕРИАЛА | 2014 |
|
RU2573309C1 |
Изобретение относится к области металлургии, в частности к способу получения полуфабриката, состоящего из волокон тугоплавких соединений и напыленного на них матричного материала из титана и его сплавов, предназначенного для изготовления волокнистого композиционного материала, применяемого в качестве конструкционного материала при изготовлении тяг привода реверса, лопаток КНД и КВД, вала вентилятора, и может быть использовано в авиационной технике, а также транспорте, робототехнике, судостроении. Способ включает покрытие непрерывных волокон, выбранных из группы, содержащей бор, карбид кремния и оксид алюминия, титан или титановый сплав, методом физического осаждения из газовой фазы, при этом перед осаждением проводят плазменную очистку волокон с подачей инертного газа, осаждение осуществляют при мощности от 3 до 7 кВт в течение 2-8 часов без реакционноспособной атмосферы, после чего осуществляют термическую обработку напыленных волокон при температуре 600-850°C. Способ позволяет получить на волокнах равномерное однородное по составу покрытие, что повышает их прочность на растяжение. 4 пр., 1 табл.
Способ получения полуфабриката для изготовления металлического композиционного материала, включающий покрытие волокон из тугоплавких соединений титаном или титановым сплавом методом физического осаждения из газовой фазы, отличающийся тем, что перед осаждением покрытия проводят плазменную очистку волокон с подачей инертного газа, причем в качестве волокон тугоплавких соединений используют непрерывные волокна, выбранные из группы, содержащей бор, карбид кремния и оксид алюминия, процесс осаждения осуществляют при мощности от 3 до 7 кВт в течение 2-8 часов без использования реакционноспособной атмосферы, после чего проводят термическую обработку волокон при температуре 600-850°C.
| WO 2005066382 A1, 21.07.2005 | |||
| FR 2945823 A1, 26.11.2010 | |||
| УСТРОЙСТВО ДЛЯ РАЗРУШЕНИЯ ЛЕДЯНОГО ПОКРОВА | 2004 |
|
RU2268192C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ВОЛОКНА ЖИДКИМ МЕТОДОМ | 2006 |
|
RU2422554C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2010 |
|
RU2536847C2 |

