Изобретение относится к металлургии и может быть использовано в прокатном производстве при подготовке ящичных калибров блюмингов и других заготовочных станов.
При подготовке ящичных калибров обычно предусматривают выпуклость дна ручьев, которая, наряду с повышением устойчивости прокатываемой полосы на рольганге при прокатке, способствует меньшему развитию уширения после кантования металла в этом калибре или в следующем по ходу прокатки.
Известны ящичные калибры с выпуклым дном [1] За счет выпуклости дна калибра при прокатке достигается устойчивость полосы на рольганге, избежание сильных ударов полосы о валки в момент захвата, избежание переполнения калибра после кантовки полосы, лучшее центрирование полосы в калибрах.
Наиболее близким к предлагаемому является ящичный калибр для прокатки заготовок. Этот калибр с обеих сторон центральной выпуклости на дне ручьев калибра имеет дополнительные выступы, ограниченные горизонтальной линией, пересекающей центральную выпуклость, закруглениями в стыке дна ручья с боковыми стенками и закруглениями сопряжения между ними [2]
К недостаткам этого ящичного калибра относятся; недостаточная величина зазора между поверхностью скантованного на 90о из данного калибра раската и боковой поверхностью буртов калибра, т.е. в зоне максимального развития вынужденного уширения при прокатке, в результате чего калибры быстро вырабатываются; недостаточная устойчивость полосы к скручиванию и сваливанию в ящичном калибре при прокатке.
Несмотря на то, что калибр по прототипу по сравнению с другими аналогами имеет по бокам центральной выпуклости дна ручьев горизонтальные площадки, последние не всегда решают полностью вопросы устойчивости раската к сваливанию, особенно в начальный момент прокатки при захвате. В практике прокатного производства часто бывают случаи, когда в ящичном калибре приходится прокатывать раскат с очень большой выпуклостью боковых граней после его кантовки на 90о. Например, если заготовка поступает с последнего калибра блюминга, а прокатывать ее в ящичном калибре уже приходится на другом стане. В этом случае выпуклые боковые cтенки заготовки после кантовки на 90о при захвате встречаются в одной точке центральной выпуклости дна ручьев, а боковые стенки калибра еще не участвуют в работе, т.е. не поддерживают полосу. В этот момент и возможно сваливание прокатываемой заготовки в калибре. Это приводит к снижению производительности стана и к ухудшению качества продукции.
Целью изобретения является улучшение устойчивости прокатки в ящичном калибре, повышение стойкости буртов калибра, повышение качества выпускаемой продукции и производительности стана.
Цель достигается тем, что ящичный калибр для прокатки заготовок, образованный двумя ручьями, состоящими из наклонных боковых стенок, дна и сопрягающих закруглений в стыке боковых стенок с дном, выполнен в центральной части ручьев с вогнутым дном с центром кривизны с внутренней стороны ручья на оси калибра, его сопряжение с закруглениями в стыке боковых стенок с дном осуществлено кривизной противоположной направленности, а величины радиусов центральной кривизны и ее сопряжения определяются по выражениям:
R1=  R,
R,
R  r, где R1 радиус центральной кривизны дна ручья;
r, где R1 радиус центральной кривизны дна ручья;
r радиус закругления в стыке боковых стенок ручья с дном.
R радиус кривизны сопряжения центральной кривизны (R1) c закруглением в стыке боковых стенок ручья с дном (r);
n1 расстояние по горизонтали между центрами радиусов R и R1;
n расстояние по горизонтали между центрами радиусов r и R;
γ угол между вертикальной и линией совмещенных радиусов (R и r) в точке сопряжения окружностей;
γ1 угол между вертикальной и линией совмещенных радиусов (R и R1).
При такой подготовке калибра раскат четко фиксируется в нем появившимися криволинейными участками при прокатке, что обеспечивает устойчивость процесса, криволинейные участки по бокам центрального участка дна ручьев препятствуют также развитию приконтактного уширения, уменьшая выработку буртов. После кантовки раската из данного калибра на 90о полученные на боковых гранях возле угловых закруглений ручьев выемки самым благоприятным образом сказываются на уменьшении выработки буртов без ухудшения устойчивости процесса прокатки, так как ширина раската по угловым закруглениям при этом не меняется, полученные на раскате дополнительные выемки оказываются приблизительно в зоне развития наибольшего (вынужденного) уширения, определяемого на блюмингах, величиной около 0,9 Δh от поверхности контакта раската с дном калибра.
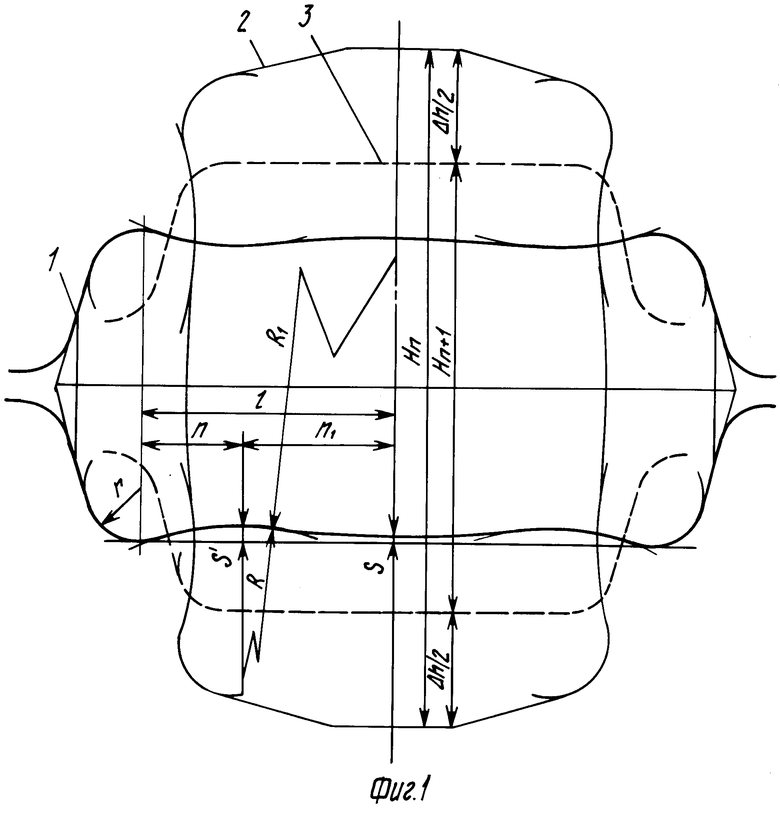
На фиг.1 изображен предлагаемый ящичный калибр; на фиг.2 схема половины ручья калибра; на фиг.3 схема построения нижней левой четверти калибра для вывода необходимых зависимостей.
На фиг.1 в несколько утрированном виде представлен предлагаемый ящичный калибр I (показан толстой сплошной линией). По оси калибра глубина ручьев имеет меньшее значение по сравнению с краями на величину S. Имеется также вогнутая поверхность ручья по центру калибра радиусом R1, сопрягающуюся с закруглением в стыке боковой поверхности с дном кривой обратной направленности радиусом R. Эта кривая обратной направленности создает дополнительные выпуклости на дне ручья, превышающие размер уменьшения глубины ручья по центру калибра S'> S.
Размер n показывает расстояние по горизонтали между центрами радиусов r и R сопрягающихся окружностей, размер n1 между центрами радиусов R и R1. Тонкой сплошной линией показан скантованный на 90ораскат из данного калибра 2, а тонким пунктиром 3 показан следующий по ходу прокатки калибр, где прокатывается данный раскат, обжимаясь с размера Нn до Нn+1.
Из наложенных друг на друга раската и калибра, показанных тонкими сплошной и пунктирной линиями, видно, что образованные в калибре выпуклостями S' выемки оказываются против буртов калибра, уменьшая их выработку без потери устойчивости полосы в калибре, за счет чего достигается улучшение качества проката.
На фиг.2 в увеличенном по сравнению с фиг.1 виде показана половина ручья предлагаемого калибра. Здесь наглядно показано, что величина 0,9 Δ h, характеризующая зону наиболее развитого уширения при прокатке скантованного раската на блюминге, приходится приблизительно против буртов калибра.
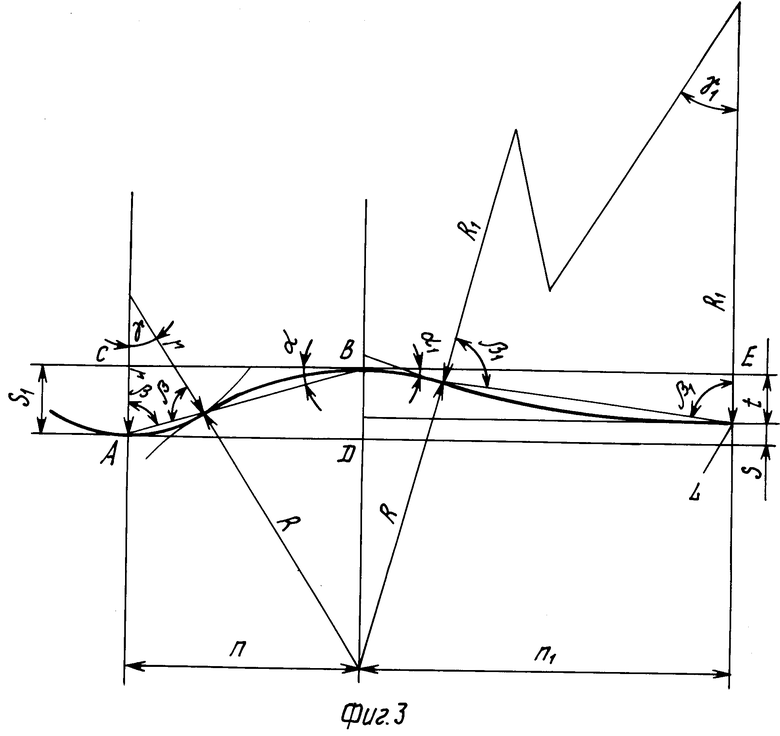
На основании фиг. 3 производят вывод необходимых зависимостей по определению радиусов R, R1 и др.
Точка сопряжения радиусов r и R лежит на диагонали АВ прямоугольника АСВД со сторонами S' и n. Точки А и В лежат на окружностях, образованных радиусами r и R.
tgα  , β= 90o -α так как сумма углов треугольника равна 180о, имеем γ 180-2 β
, β= 90o -α так как сумма углов треугольника равна 180о, имеем γ 180-2 β
sinγ  , (1)
, (1)
откуда
R  r (2) Аналогично определяется R в зависимости от величин t, n, R и диагонали ВL.
r (2) Аналогично определяется R в зависимости от величин t, n, R и диагонали ВL.
tgα1=  ;
;
t S' S β1= 90o -α (3)
γ1 180-2 β1,
sinγ1=  , откуда
, откуда
R1=  R (4) конкретный пример построения калибра.
R (4) конкретный пример построения калибра.
В качестве опытного калибра предлагаемой конструкции на стане 1100 принимается второй по очередности работы после слиткового калибра. Ширина калибра, заполняемого металлом, 2f 450 мм, расстояние между центрами радиусов закруглений, сопрягающих боковые стенки с дном калибра, 2l 360 мм, выпуклость по середине дна ручья калибра S 5 мм, радиус сопряжения боковой стенки с дном калибра r 40 мм. Для указанных выше размеров раската в калибре f-l 45 мм. Обжатие в следующем калибре после кантовки полосы из рассматриваемого калибра составляет Δ h 130 мм, тогда 0,9 Δ h 117 мм, n 117-45 72 мм; n f 0,9 Δ h 225 117 108 мм.
Из вышеприведенных зависимостей 1-2-3-4 определяют значения радиусов R и R1, для этого принимают S' 10 мм.
tgα  tgα
tgα  0,13888, α 7°54′
0,13888, α 7°54′
β 90 7o54 82o06, γ= 180 2˙ 82o06 15o48'.
R  40 264,5 40 224,5 мм.
40 264,5 40 224,5 мм.
tgα1=  t=S′-S=10-5=5 мм, tgα1=
t=S′-S=10-5=5 мм, tgα1=  0,0463,
0,0463,
α 2o39', β1 90 2o39' 87o21', γ1= 180 2 87o21' 5o18'
sinγ1= 0,09237, R1=  224,5 1169,2 224,5 944,7 мм
224,5 1169,2 224,5 944,7 мм
Использование предлагаемого калибра обеспечивает уменьшение развития вынужденного уширения в результате центральной вогнутости дна ручьев, в результате уменьшения давления металла на бурты и повышается их стойкость; повышение устойчивости прокатки раската в калибре за счет наличия центральной вогнутости ручьев; после кантовки раската, прокатанного в данном калибре, и последующей прокатки в этом же или другом калибре, дополнительные выступы дна по бокам центральной вогнутости обеспечивают на раскате получение дополнительного пространства для развития вынужденного уширения, вследствие чего уменьшается давление на боковые стенки калибра, повышается его стойкость; расширяются возможности прокатного производства в деле повышения стойкости ящичных калибров и улучшения технико-экономических показателей прокатного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1997 |
|
RU2152276C1 |
| Ящичный калибр для прокатки заготовок | 1988 |
|
SU1581391A1 |
| Система ящичных сопряженных калибров | 1991 |
|
SU1821249A1 |
| Способ прокатки круглой стали | 1988 |
|
SU1636074A1 |
| Способ калибровки валков блюминга | 1990 |
|
SU1776208A3 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ РЕЛЬСОВ В ЧЕРНОВЫХ ПРОПУСКАХ | 1994 |
|
RU2103077C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2105618C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| Ящичный калибр | 1989 |
|
SU1747221A1 |

Изобретение относится к металлургии и может быть использовано в прокатном производстве при подготовке ящичных калибров блюмингов и других заготовочных станков. В центральной части ручьев дно выполнено вогнутым, а его сопряжение с закруглениями в стыке боковых стенок с дном осуществлено кривизной противоположной направленности. Дана зависимость по определению радиусов центральной кривизны и ее сопряжения. Такой ящичный калибр повышает качество поверхности заготовок. 3 ил.
ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК, образованный двумя ручьями, состоящими из наклонных боковых стенок, дна и сопрягающих закруглений в стыке боковых стенок с дном, отличающийся тем, что дно калибра выполнено в центральной части вогнутым, а его сопряжения с закруглениями в стыке боковых стенок с дном осуществлены кривизной противоположной направленности, при этом радиусы центральной кривизны и сопряжения определены по выражению
где R1 радиус центральной кривизны дна ручья;
r радиус закругления в стыке боковых стенок ручья с дном;
R радиус кривизны сопряжения центральной кривизны с закруглением в стыке боковых стенок ручья с дном;
n1 расстояние по горизонтали между центрами радиусов R и R1;
n расстояние по горизонтали между центрами радиусов r и R;
g угол между вертикалью и линией совмещенных радиусов R и r в точке сопряжения окружностей;
g1 угол между вертикалью и линией совмещенных радиусов R и R1.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ящичный калибр для прокатки заготовок | 1988 |
|
SU1581391A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
