Изобретение относится к металлургии и может быть использовано в прокатном производстве при подготовке ящичных калибров блюмингов и других заготовочных станов.
Цель изобретения - повышение долговечности калибров, улучшение качества поверхности заготовок и повышения производительности стана путем обеспечения рационального течения металла.
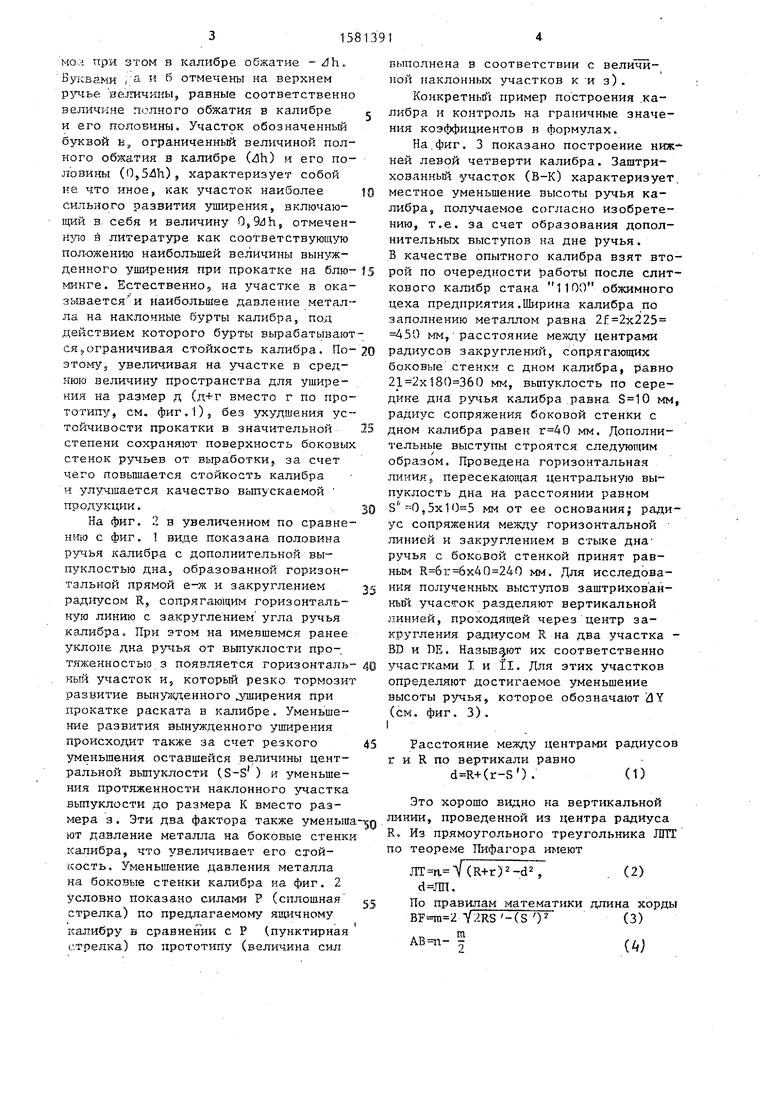
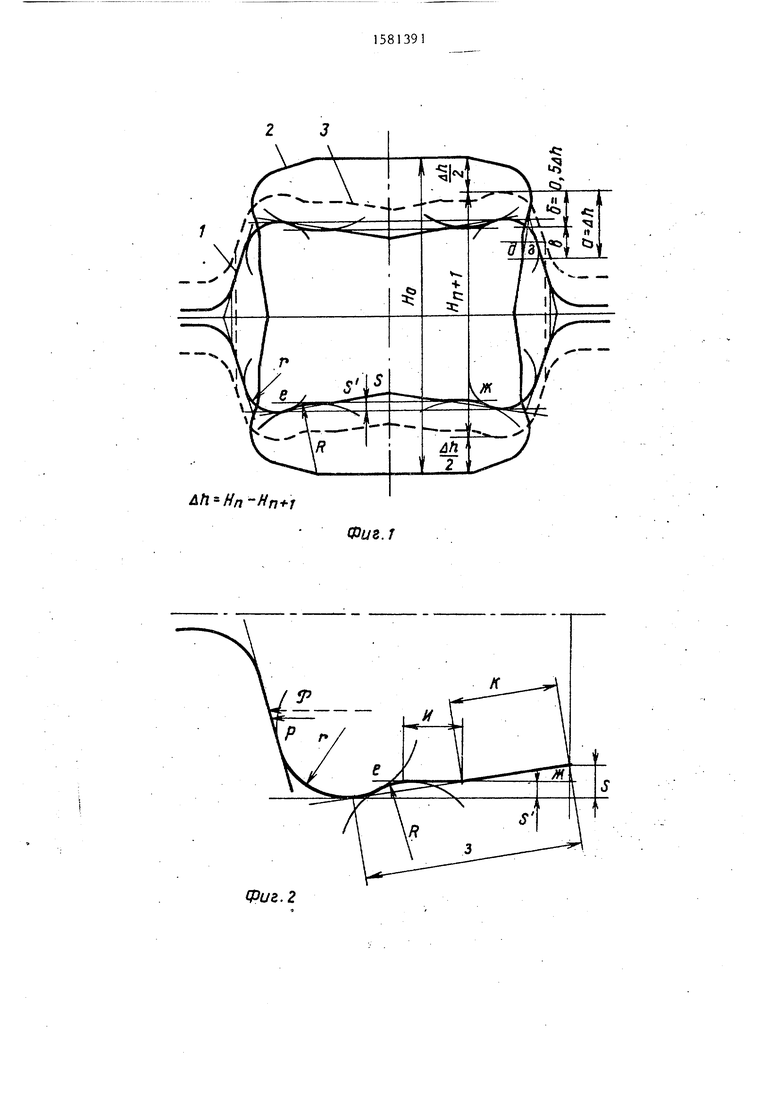
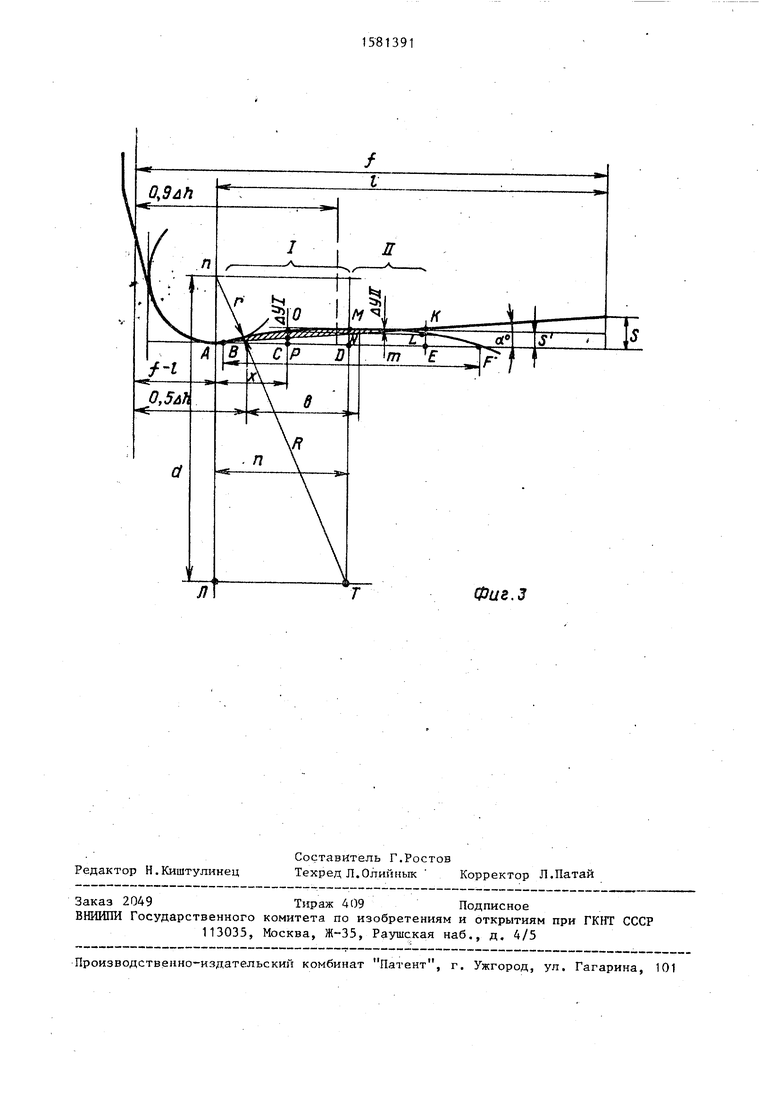
На фиг. 1 изображен предлагаемый ящичный калибр; на фиг. 2 - половина ручья калибра в увеличенном виде; на фиг.З - построение нижней левой четверти калибра.
На фиг, 1 в несколько утрированном виде представлен ящичный калибр 1 (показан толстой сплошной линией). На дне ручьев имеют выпуклость с максимальным значением S в середине калибра. На расстоянии S от основания выпуклости, равном S (),4-0,6)S, имеют горизонтальную прямую е-ж, которая в углах ручьев пересекается с имеющимися закруглениями радиусом г. В месте пересечения предусмотрено сопряжение радиусом R, равным R(1-6)r. Далее, на фиг. 1 тонкой сплошной линией 2 показан скантованный на 90 раскат из этого калибра для прокатки в нем при положении ручьев 3, показанных тонкой пунктирной линией. Высота скантованного раската обозначена Нп, высота калибра - Н п+1, а осуществлявСП
оо
со со
.
мо . при этом в калибре обжатие Ah, Буквами , « и б отмечены на верхнем ручье величины, равные соответственно величине полного обжатия в калибре и его половины. Участок обозначенный буквой в, ограниченный величиной полного обжатия в калибре (dh) и его половины (0,5Ah), характеризует собой не что иное, как участок наиболее сильного развития уширения, включающий в себя и величину , отмеченную в литературе как соответствующую пол-ожению наибольшей величины вынужденного уширения при прокатке на блюминге. Естественно, на участке в оказывается и наибольшее давление металла на наклонные бурты калибра, под действием которого бурты вырабатываются «ограничивая стойкость калибра. Поэтому, увеличивая на участке в среднюю величину пространства для уширения на размер д (д+г вместо г по прототипу, см, фиг.1), без ухудшения устойчивости прокатки в значительной степени сохраняют поверхность боковых стенок ручьев от выработки, за счет чего повышается стойкость калибра ч улучшается качество выпускаемой продукции.
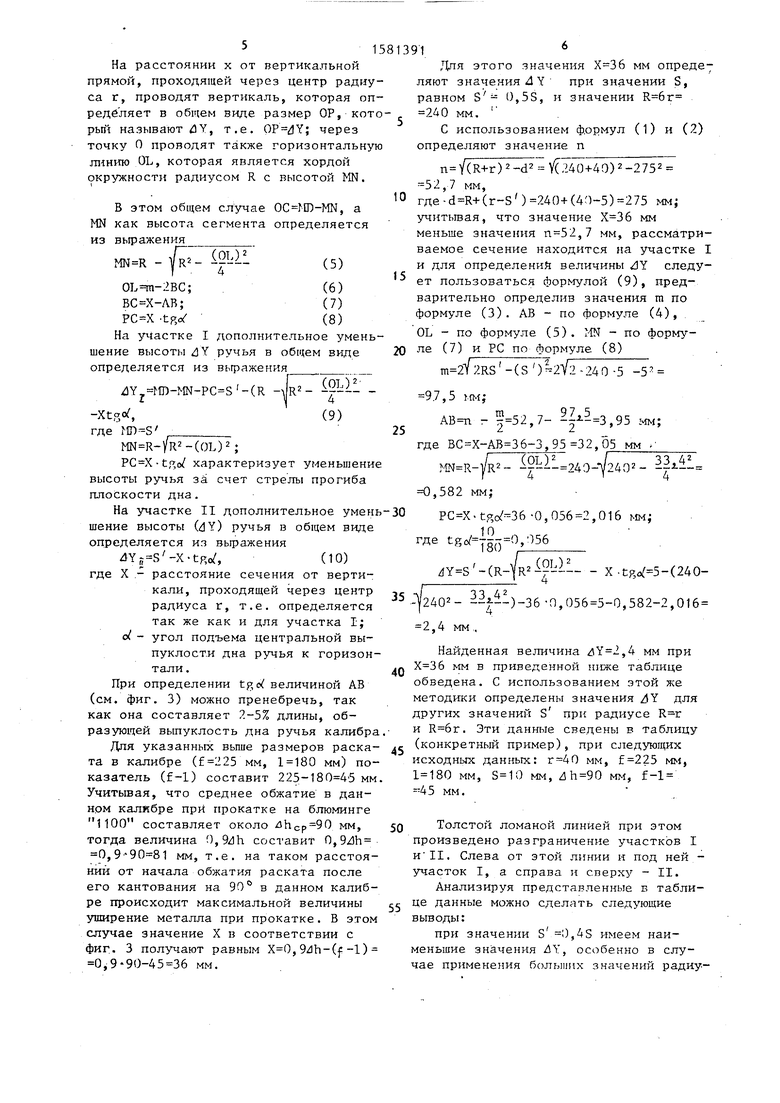
На фиг. 2 в увеличенном по сравнению с фиг. 1 виде показана половина ручья калибра с дополнительной выпуклостью дна5 образованной горизон1- тальной прямой е-ж и закруглением радиусом R, сопрягающим горизонтальную линию с закруглением угла ручья калибра. При этом на имевшемся ранее уклоне дна ручья от выпуклости протяженностью з появляется горизонтальный участок иs который резко тормозит развитие вынужденного ,уширения при прокатке раската в калибре. Уменьшение развития вынужденного уширения происходит также за счет резкого уменьшения оставшейся величины центральной выпуклости (S-S1 ) и уменьшения протяженности наклонного участка выпуклости до размера К вместо размера з. Эти два фактора также уменьшают давление металла на боковые стенки калибра, что увеличивает его стойкость. Уменьшение давления металла на боковые стенки калибра на фиг. 2 условно показано силами Р (сплошная стрелка) по предлагаемому ящичному галибру в сравнении с Р (пунктирная стрелка) по прототипу (величина сил
выполнена в соответствии с величиной наклонных участков к и з) .
Конкретный пример построения калибра и контроль на граничные значения коэффициентов в формулах.
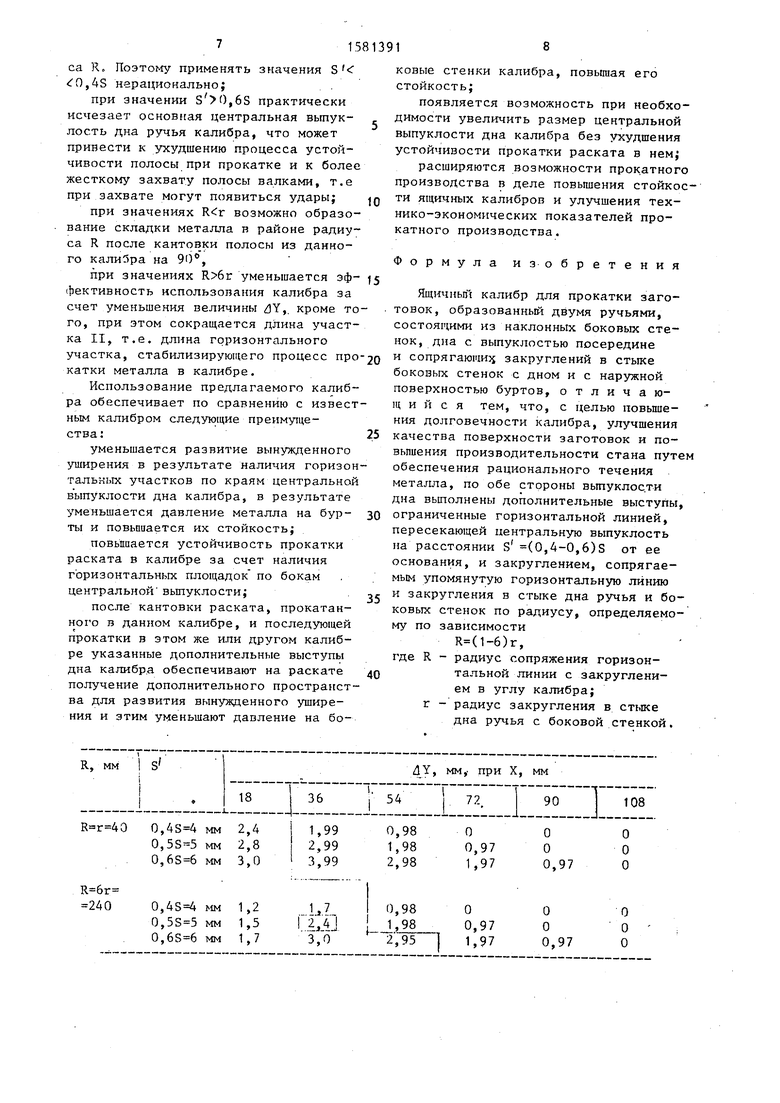
На фиг. 3 показано построение нижней левой четверти калибра. Заштрихованный участок (В-К) характеризует
0 местное уменьшение высоты ручья калибра, получаемое согласно изобретению, т.е. за счет образования дополнительных выступов на дне ручья. В качестве опытного калибра взят вто5 рой по очередности работы после слиткового калибр стана 1100 обжимного цеха предприятия.Ширина калибра по заполнению металлом равна 2f 2x225 450 мм, расстояние между центрами
0 радиусов закруглений, сопрягающих боковые стенки с дном калибра, равно 21 2x180 360 мм, выпуклость по середине дна ручья калибра равна мм, радиус сопряжения боковой стенки с
5 дном калибра равен г 4 О мм. Дополнительные выступы строятся следующим образом. Проведена горизонтальная линияs пересекающая центральную выпуклость дна на расстоянии равном
0 S 1 0, мм от ее основания; радиус сопряжения между горизонтальной линией и закруглением в стыке дна ручья с боковой стенкой принят равным мм. Для исследова35 ния полученных выступов заштрихованный участок разделяют вертикальной линией, проходящей через центр закругления радиусом R на два участка - BD и DE. Называют их соответственно
40 участками Т и II. Для этих участков определяют достигаемое уменьшение высоты ручья, которое обозначают 4Y
(см. фиг. 3). I
45 Расстояние между центрами радиусов г и R по вертикали равно
(r-S ).(D
Это хорошо видно на вертикальной линии, проведенной из центра радиуса R, Из прямоугольного треугольника Jill по теореме Пифагора имеют
(R+r)2-d2, (2)
.
55 По правилам математики длина хорды -Y-iRS -CS )2 (3)
f
W
На расстоянии х от вертикальной прямой, проходящей через центр радиуса г, проводят вертикаль, которая определяет в общем виде размер ОР, который называют 3Y, т.е. через точку 0 проводят также горизонтальную линию OL, которая является хордой окружности радиусом R с высотой MN.
В этом общем случае ОС ГШ-ММ, а MN как высота сегмента определяется из выражения
- VR2(OL);
(5)
OL m-2BC; (6) ВС Х-ЛВ; (7) -tpX (8) На участке I дополнительное уменьшение высоты 4Y ручья в общем виде определяется из выражения
4Y MD-MN-PC S -(R -AR2- ----
-Xtp.rf,(9)
где
MN R-/R2-(OL); ,o/ характеризует уменьшение высоты ручья за счет стрелы прогиба плоскости дна.
На участке II дополнительное умень шение высоты OdY) ручья в общем виде определяется из выражения
4Yff S -X-tR,(Ю)
где X - расстояние сечения от вертикали, проходящей через центр радиуса г, т.е. определяется так же как и для участка I; о( - угол подъема центральной выпуклости дна ручья к горизонтали.
При определении величиной АВ (см. фиг. 3) можно пренебречь, так как она составляет 2-5% длины, образующей выпуклость дна ручья калибра
Для указанных выше размеров раска- та в калибре ( мм, мм) показатель (f-1) составит 225-180 45 мм Учитывая, что среднее обжатие в данном калибре при прокатке на блюминге
5
0
Для этого значения мм опреде7 ляют значения ЛY при значении S, равном S - 0,55, и значении 240 мм.
С использованием формул (1) и (2) определяют значение п
(R+r)2-d2 Y(l4 CM-40)2-2752 ,7 мм,
0 (r-S )240+(4 b5)275 мм; учитывая, что значение мм меньше значения ,7 мм, рассматриваемое сечение находится на участке I и для определений величины 4Y следу ет пользоваться формулой (9), предварительно определив значения m по формуле (3). АВ - по формуле (4),
OL - по формуле (5) . IIN - по формуле (7) и PC по формуле (8)
m 2/2RS -(S )-2V2-240-5 -5 97,5 км;
- ,7- ,95 мм;
где ВОХ-АВ 36-3,,05 мм ,
I Гот 2 /}} дг MN R-1/R2- 7-- 24Э-Ч2402- Г 4 4
0,582 мм;
PC X-tgo 36 -0,,016 мм; где tg 0,056
(R- fR2 1---- - X (240
-V2402- )-36 -0,,582-2,016
i ч
2,4 мм .
Найденная величина ,4 мм при мм в приведенной ниже таблице обведена. С использованием этой же методики определены значения /}Y для других значений S при радиусе и . Эти данные сведены в таблицу (конкретный пример), при следующих исходных данных: г-40 мм, мм, мм, мм, MM, f-l -45 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1993 |
|
RU2038174C1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1997 |
|
RU2152276C1 |
| Способ прокатки круглой стали | 1988 |
|
SU1636074A1 |
| Система ящичных сопряженных калибров | 1991 |
|
SU1821249A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ РЕЛЬСОВ В ЧЕРНОВЫХ ПРОПУСКАХ | 1994 |
|
RU2103077C1 |
| Способ калибровки валков блюминга | 1990 |
|
SU1776208A3 |
| СИСТЕМА ВЫТЯЖНЫХ ЯЩИЧНЫХ КАЛИБРОВ | 1997 |
|
RU2152275C1 |
| Способ прокатки круглой стали | 1986 |
|
SU1435328A1 |
| Способ прокатки периодической арматурной стали | 1980 |
|
SU940979A1 |
Изобретение относится к металлургии и может быть использовано в прокатном производстве при подготовке ящичных калибров блюмингов и других заготовочных станов. Цель изобретения - повышение долговечности калибров, улучшение качества поверхности заготовок и повышение производительности стана путем обеспечения рационального течения металла. В результате снабжения дна калибра дополнительными выступами уменьшается развитие вынужденного уширения. Увеличена устойчивость раската за счет наличия горизонтальных площадок по обе стороны центральной выпуклости. Уменьшается давление на бурты, что повышает стойкость калибра. 3 ил., 1 табл.
1100 составляет около мм, тогда величина 0, составит 0,9ЛЬ 0, мм, т.е. на таком расстоянии от начала обжатия раската после его кантования на 90° в данном калибре происходит максимальной величины уширение металла при прокатке. В этом случае значение X в соответствии с фиг. 3 получают равным , 9dh-(f -1) 0,9-90-45 36 мм.
Толстой ломаной линией при этом произведено разграничение участков I и II. Слева от этой линии и под ней - участок I, а справа и сверху - II.
Анализируя представленные в таблице данные можно сделать следующие выводы:
при значении S 0,4S имеем наименьшие значения 4Y, особенно в случае применения больших значений радиуca R. Поэтому применять значения S 0,4S нерационально;
при значении ,6S практически исчезает основная центральная выпук- лость дна ручья калибра, что может привести к ухудшению процесса устойчивости полосы при прокатке и к более жесткому захвату полосы валками, т.е при захвате могут появиться удары;
при значениях возможно образование складки металла в районе радиуса R после кантовки полосы из данного калиЗра на 90°,
при значениях уменьшается эф- фективность использования калибра за счет уменьшения величины Y, кроме того, при этом сокращается длина участка II, т.е. длина горизонтального участка, стабилизирующего процесс про катки металла в калибре.
Использование предлагаемого калибра обеспечивает по сравнению с известным калибром следующие преимущества:
уменьшается развитие вынужденного уширения в результате наличия горизонтальных участков по краям центральной выпуклости дна калибра, в результате уменьшается давление металла на бур- ты и повышается их стойкость;
повышается устойчивость прокатки раската в калибре за счет наличия горизонтальных площадок по бокам центральной выпуклости;
после кантовки раската, прокатанного в данном калибре, и последующей прокатки в этом же или другом калибре указанные дополнительные выступы дна калибра обеспечивают на раскате получение дополнительного пространства для развития вынужденного уширения и этим уменьшают давление на бо
0
0
5
ковые стенки калибра, повышая его стойкость;
появляется возможность при необходимости увеличить размер центральной выпуклости дна калибра без ухудшения устойчивости прокатки раската в нем;
расширяются возможности прокатного производства в деле повышения стойкости ящичных калибров и улучшения технико-экономических показателей прокатного производства.
Формула изобретения
Ящичный калибр для прокатки заготовок, образованный двумя ручьями, состоящими из наклонных боковых стенок, дна с выпуклостью посередине и сопрягающие закруглений в стыке боковых стенок с дном и с наружной поверхностью буртов, отличаю- щ и и с я тем, что, с целью повышения долговечности калибра, улучшения качества поверхности заготовок и повышения производительности стана путем обеспечения рационального течения металла, по обе стороны выпуклости дна выполнены дополнительные выступы, ограниченные горизонтальной линией, пересекающей центральную выпуклость на расстоянии S1 (0,4-0,6)8 от ее основания, и закруглением, сопрягаемым упомянутую горизонтальную линию и закругления в стыке дна ручья и боковых стенок по радиусу, определяемому по зависимости R(1-6)r,
где R - радиус сопряжения горизонтальной линии с закруглением в углу калибра; г - радиус закругления в стыке дна ручья с боковой стенкой,
ггпф
1+UH-UH W
I6CI8SI
Л
Фие.З
