Изобретение относится к области металлургии и может быть использовано, например, при прокатке двутавровых балок и швеллеров.
Известно косое расположение калибров при прокатке двутавровых балок. Так, например, в [1] показан такой калибр. Во втором абзаце снизу на с. 328 описаны их преимущества и недостатки. Так, в последнем предложении этого абзаца сказано: "Однако при прокатке в косых калибрах возникают боковые усилия, вызывающие осевое смещение валков".
В [2] показано косое расположение двух первых калибров при прокатке двутавровой балки N 12. Заготовка используется квадратного поперечного сечения. Остальные калибры используются закрытого типа.
В [3] показано применение косых калибров при прокатке двутавровых балок. Во втором абзаце, сверху, сказано: "Косую калибровку для прокатки балок следует прежде всего рекомендовать для средних и малых профилей, причем угол наклона в первых черновых калибрах целесообразно брать в пределах 20 - 25o, уменьшая его в предчистовых и чистовых калибрах"(с. 356).
Наиболее близким по технической сущности (прототипом) является способ прокатки двутавровых балок [3]. Наклонные балочные калибры здесь в черновых пропусках выполнены с наклоном 20 - 25o, как об этом отмечалось выше.
По конструкции калибров прототипа видно, что в первый наклонный балочный калибр поступает прямоугольная заготовка или раскат из ящичного калибра с большой вертикальной осью и разрезка гребнями осуществляется по большой оси раската. Как будет показано ниже это является недостатком по сравнению с предлагаемым способом. Другим недостатком прототипа является наличие осевых усилий, для восприятия которых необходимо наличие упорных конусов. По этому поводу сказано: "Однако в диагональных калибрах возникают нежелательные осевые усилия, для восприятия которых на валках предусматривают упорные бурты" [3 c. 355].
Целью изобретения является ликвидация осевых усилий при прокатке в косорасположенных наклонных балочных калибрах и опорных корпусов, размещение большего числа балочных калибров по длине бочки валка и улучшение условий захвата полосы валками.
Поставленная цель достигается тем, что согласно способу прокатки фланцевых профилей в черновых калибрах, включающему применение ящичного калибра с выпуклостью дна ручьев в качестве первого, далее - косорасположенных балочных с наклоном к линии горизонта и затем - обычных калибров закрытого типа, предусматривающему обжатие раската в косорасположенных балочных калибрах по ширине и толщине, прямоугольный раскат из ящичного калибра после кантовки на угол 45o прокатывают на диагональ поочередно в двух наклонных балочных калибрах с кантованием раската между ними на 90o и с ориентацией вогнутых широких граней в сторону гребней, а последующую прокатку в калибрах закрытого типа осуществляют после кантовки раската на угол 45o.
Угол же наклона балочных калибров предусматривает в пределах 40 - 45o, а в ящичном калибре углы наклона граней выпуклости дна ручьев и прилегающих к ним боковых граней к линии соединяющей центр калибра с пересечением этих граней равны соответственно углам наклона к вертикали граней гребней и прилегающих к ним боковых граней закрытых фланцев первого наклонного калибра. Кроме того углы наклона к горизонтали граней гребней и прилегающих к ним боковых граней открытых фланцев в первом наклонном балочном калибре равны соответственно углам наклона к вертикали граней гребней и прилегающих к ним боковых граней закрытых фланцев во втором наклонном балочном калибре.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что в нем отсутствуют осевые усилия в наклонных балочных калибрах, так как разъем этих калибров осуществляется с левой и правой сторон на близких друг от друга горизонтальных уровнях. Это обеспечивает ликвидацию опорных конусов со всеми вытекающими из этого положительными последствиями. Достигается в основном это за счет того, что в качестве первого калибра используют ящичный калибр, ручьи которого имеют выпуклое дно, а дальнейшую прокатку прямоугольного раската осуществляют в наклонных калибрах балочного типа на диагональ. Таким образом, заявляемый способ соответствует критерию изобретения "новизна". При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое изобретение от прототипа, не были выявлены и потому они обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия".
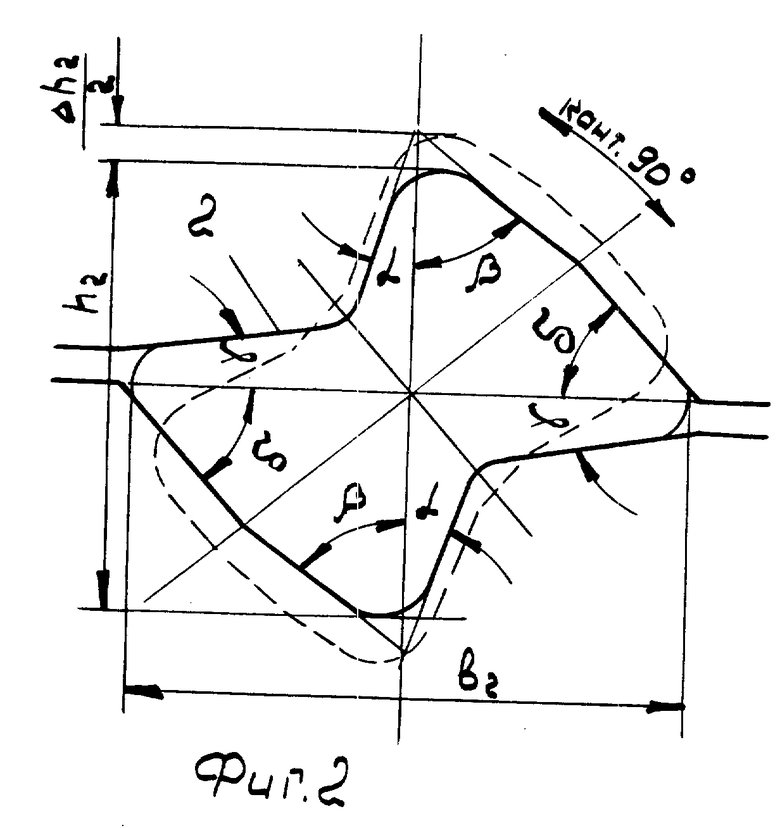
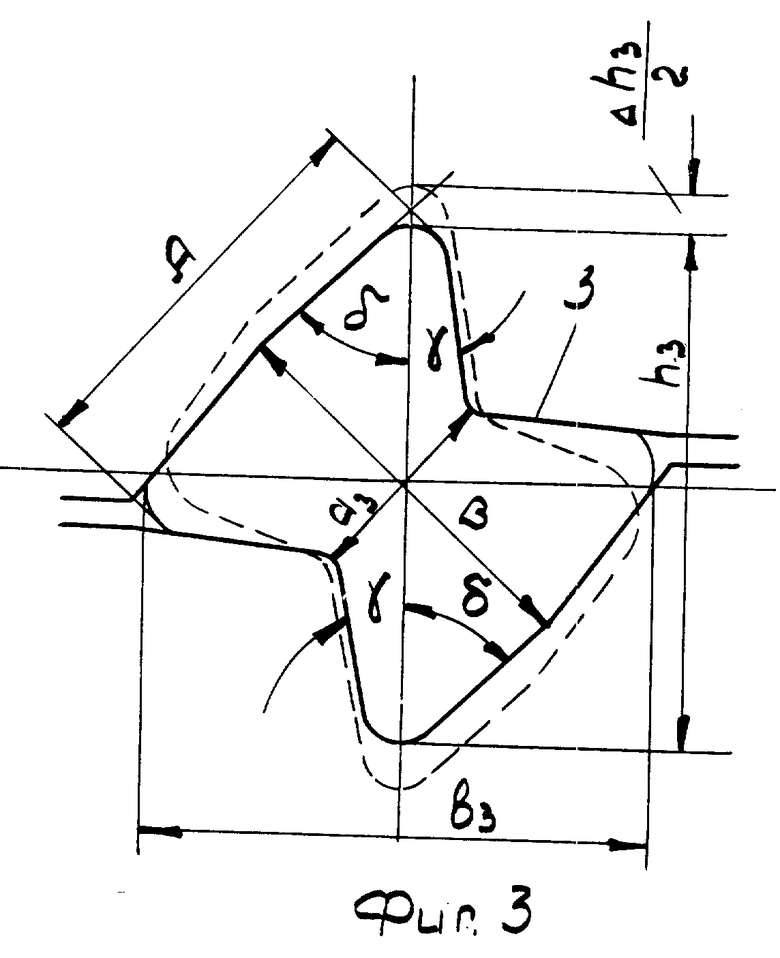
На фиг. 1 - 3 показаны соответственно первые три калибра по предлагаемому способу. Пунктирными линиями на них показан контур раската из предыдущего калибра, а на фиг. 1 - контур исходной заготовки квадратного поперечного сечения. На этих фигурах обозначены необходимые углы в соответствии с материалами заявки (α,β,γ,δ), ширины раскатов (b), высоты (h), а также получающиеся величины обжатий (Δh).
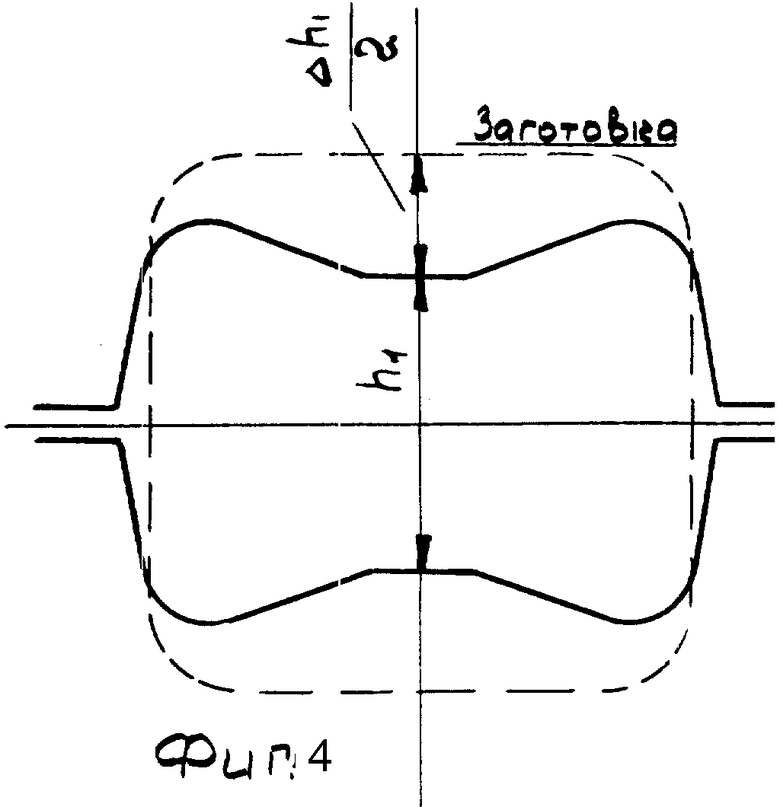
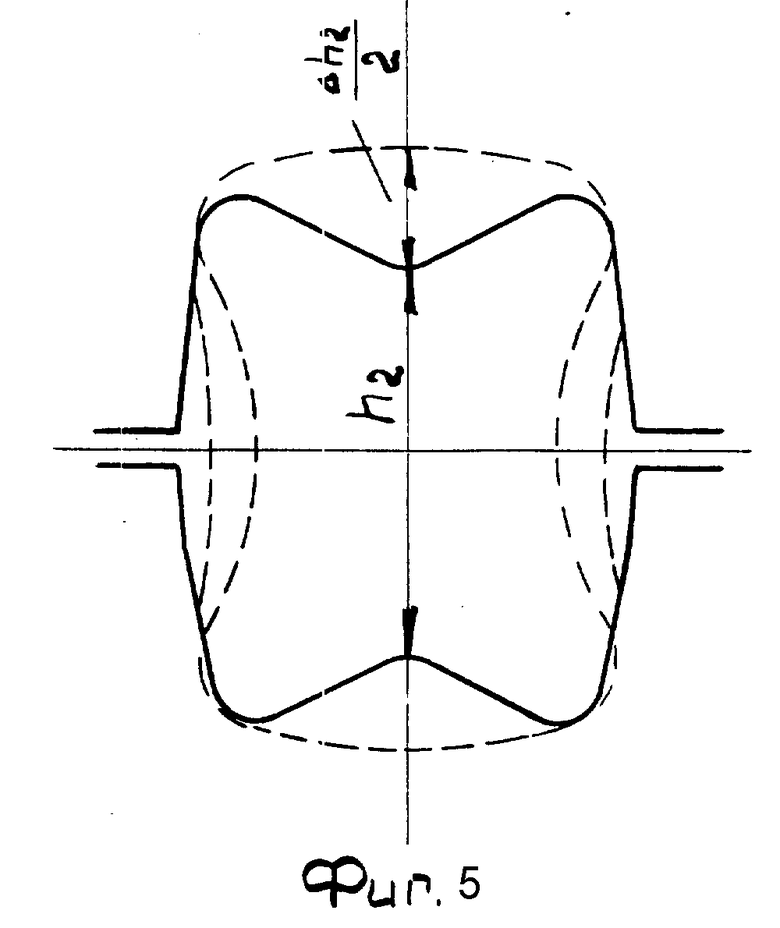
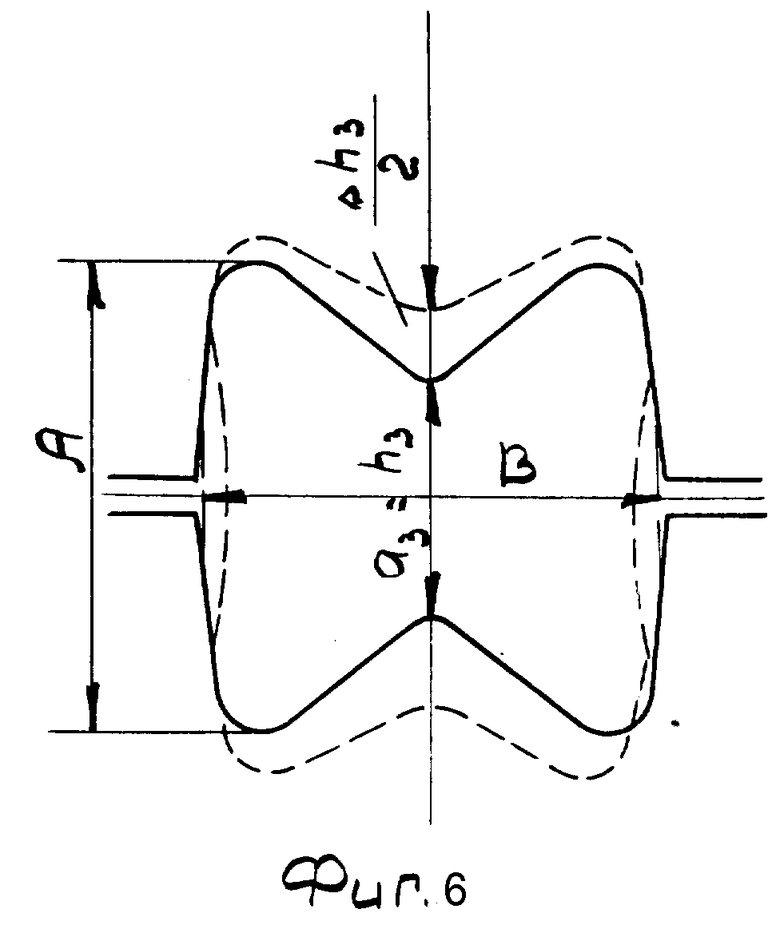
На фиг. 4 - 6 показан известный способ, но в калибрах открытого типа.
Исходная заготовка, режим деформации в калибре 1 и конечный профиль, показанный на фиг. 3, в обоих случаях одинаковы. Здесь также пунктиром на калибрах показан контур раската из предыдущего калибра. Показанные здесь калибры открытого типа по нашему мнению ничем существенно не отличаются от прототипа, хотя там калибры косорасположенного типа. Обжатия как в прототипе, так и здесь осуществляются по большому размеру прямоугольного раската, это в основном и характеризует их идентичность. В косорасположенных калибрах прототипа при дополнительном возможном обжатии раската по ширине суммарные обжатия по захвату окажутся даже большими, чем изображено на фигурах существующего способа.
Из рассмотрения представленных в одинаковом масштабе чертежей существующего и предлагаемого способов наглядно видно резкое уменьшение величин обжатий в балочных калибрах по предлагаемому способу, что оказывается одним из основных его преимуществ при прокатке средних и малых профилей двутавровых балок и швеллеров, для которых, как и прототип, предназначен предлагаемый способ.
Конкретный пример осуществления способа.
Прямоугольную заготовку из стали (ст3) сечением 120х120 мм нагревают до температуры 1200oC и прокатывают на стане 450 предприятия за два пропуска в ящичном калибре 1 (фиг. 1) с выпуклостью дна ручьев до сечения по максимальным размерам 91х128 мм с размерами по центральной выпуклости h1 = 65 мм и по диагонали d = 142 мм. При этом, углы α и β оказываются равными: α = 22o; β = 58o.
Затем раскат из калибра 1 раскантовывают на 45o и прокатывают на диагональ в наклонном балочном калибре 2 до размера по вертикальной оси h2 = 120 мм. При этом α и β в калибрах 1 и 2 принимаются равными для обеспечения центрирования полосы в калибре. Заполнение по ширине калибра 2 составит b2 = 150 мм. Таким образом, по предлагаемому способу величина обжатия в калибре 2 составляет Δh2 = d - h2 = 142-120 = 22 мм. По существующему же способу Δh2 = 128 - 85 = 43 мм, что значительно больше, чем по предлагаемому.
После прокатки в калибре 2 раскат раскантовывают на угол 90o и в таком положении прокатывают в наклонном балочном калибре 3 (фиг. 3). При этом, за счет предварительно выбранных размеров сторон и равенства углов γ,δ наклонных калибров 2 и 3 обеспечивается надежное центрирование раската. ( γ = 9o; δ = 48o).
Размеры раската, полученные в калибре 3, составляют А = 100 мм; В = 100 мм; а3 = 50 мм.
В данном калибре по предлагаемому способу величина обжатия составляет Δh3 = h2 - h3 = 150 - 128 = 22 мм. По существующему же способу при тех же размерах конечного раската имеем Δh3 = h2 - h3 = 85 - 50 = 35 мм. Как видим, и в калибре 3 по существующему способу имеем большую величину обжатия.
Дальнейшую прокатку в калибрах закрытого типа по предлагаемому способу осуществляют после раскантовки раската на угол 45o. Из полученного раската предполагается в дальнейшем прокатка швеллера N 10.
Использование предлагаемого способа прокатки фланцевых профилей в черновых калибрах обеспечивает по сравнению с существующим способом следующие преимущества.
1. Ликвидация осевых усилий при прокатке в косорасположенных наклонных балочных калибрах, а следовательно - ликвидация упорных конусов для их восприятия и увеличение за счет этого числа рабочих калибров на длине бочки валка.
2. Улучшение условий захвата полосы валками. Достигается за счет уменьшения величины обжатия. Из этого преимущества вытекает также увеличение производительности.
3. Уменьшение диаметров прокатных валков. Диагональные калибры предлагаемого способа требуют значительно меньших диаметров по буртам валков по сравнению с косорасположенными балочными по прототипу.
4. Расширение возможностей прокатного производства в отношении прокатки двутавровых балок и швеллеров, особенно на сортовых станах при прокатке сравнительно крупных для данного стана профилей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1997 |
|
RU2152831C2 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ РЕЛЬСОВ В ЧЕРНОВЫХ ПРОПУСКАХ | 1994 |
|
RU2103077C1 |
| Способ прокатки неравнополочных угловых профилей | 1983 |
|
SU1148657A1 |
| ЯЩИЧНЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ЗАГОТОВОК | 1993 |
|
RU2038174C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| Способ прокатки квадратной заготовки на диагональ | 1989 |
|
SU1729634A1 |
| Способ калибровки профилей П-образной формы | 1988 |
|
SU1526856A1 |
| Система ящичных сопряженных калибров | 1991 |
|
SU1821249A1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
Использование: в прокатном производстве черной металлургии. При прокатке фланцевых профилей в черновых калибрах с применением ящичных калибров и косорасположенных балочных калибров. Сущность изобретения: после прокатки прямоугольного раската в черновом ящичном калибре раскат поочередно прокатывают в двух наклонных балочных калибрах с кантовкой раската между ними на 90o и с ориентацией вогнутых широких граней раската в сторону гребней этих калибров, а затем раскат кантуют на 45o и осуществляют дальнейшую прокатку в калибрах закрытого типа. Уменьшают осевые усилия в наклонных балочных калибрах, большее число балочных калибров размещается по длине бочки валка, улучшаются условия захвата раската валками. 6 ил.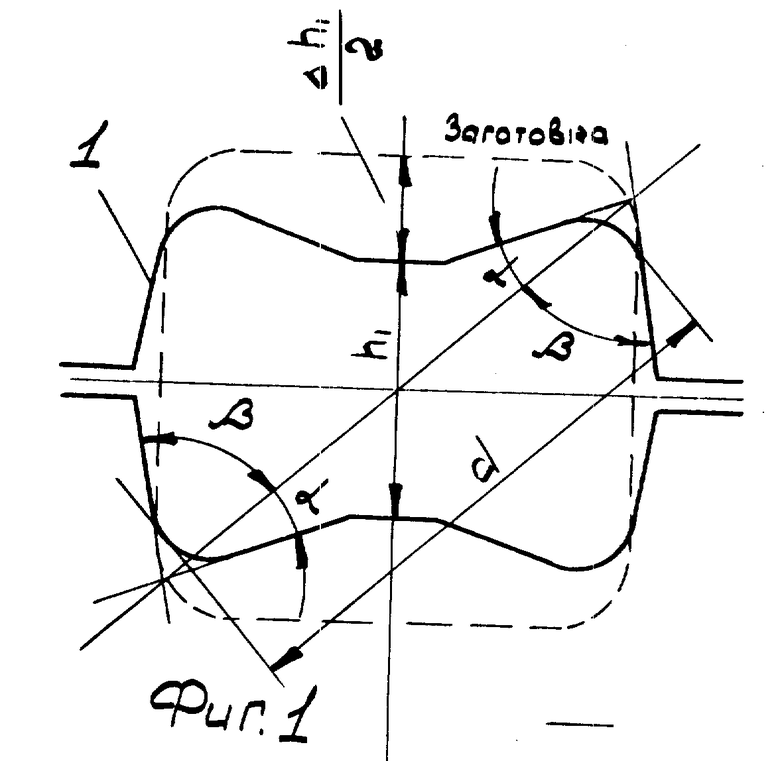
Способ прокатки фланцевых профилей в черновых калибрах, включающий прокатку исходной заготовки в ящичном калибре с выпуклостью дна ручьев, в наклонных балочных калибрах с гребнями с обжатием по ширине и толщине и в закрытых калибрах, отличающийся тем, что раскат после ящичного калибра кантуют на угол 45o и прокатывают на диагональ в двух балочных калибрах с кантованием между ними на 90o и с ориентацией вогнутых широких граней раската в сторону гребней калибров, при этом прокатку проводят в балочных калибрах, расположенных под углом 40 45o к оси валков, в ящичном калибре прокатку осуществляют с расположением граней выпуклостей дна ручьев и прилегающих к ним боковых граней по отношению к диагонали калибра под углами, равными углам наклона к вертикали граней закрытых фланцев первого наклонного калибра, прокатку проводят с расположением граней гребней и прилегающих к ним боковых граней открытых фланцев в первом наклонном балочном калибре по отношению к оси валка под углами, равными углам наклона к вертикали граней гребней и прилегающих к ним боковых граней закрытых фланцев во втором наклонном балочном калибре, а прокатку в закрытых калибрах проводят после кантования раската на угол 45o.
| Чекмарев А.П | |||
| и др | |||
| Калибровка прокатных валков | |||
| - М.: Металлургия, 1971, с | |||
| Способ переработки сплавов меди и цинка (латуни) | 1922 |
|
SU328A1 |
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Литовченко Н.В | |||
| Калибровка профилей и прокатных валков | |||
| - М.: Металлургия, 1990, с | |||
| Прибор для сжигания нефти | 1921 |
|
SU369A1 |
| Искусственный двухслойный мельничный жернов | 1921 |
|
SU217A1 |
| Полухин П.И | |||
| и др | |||
| Прокатное производство | |||
| - М.: Металлургиздат, 1960, с | |||
| Самовар-кофейник | 1918 |
|
SU354A1 |
| Фотореле для аппарата, служащего для передачи на расстояние изображений | 1920 |
|
SU224A1 |
