Известны станки для растяжки и формовки секционных катушек петлевой якорной обмотки электрических машин, содержащие зажимы для крепления заготовок катушек, поворотный механизм для пространственной гибки лобовых частей и привод. Однако такие станки не автоматизированы.
В описыг аемом станке для автоматизации его работы применены магазинный питатель, содержаший бункер для заготовок секций катушек и ползун с подающими и разъединяющими секции собачками, система неподвижных параллельных направляющих для фиксации концов секций при подаче в поворотный механизм и подпружиненные поворотные губки, поступательно перемещающиеся при формовке секций относительно л,руг друга и служащие для обеспечения зазоров между концами секций готовой катушки. Для зажима головок секций при растяжке и формовке применен пневмопривод, а для удаления готовых катушек с рабочей позиции - поворотно-выдвижной съемник.
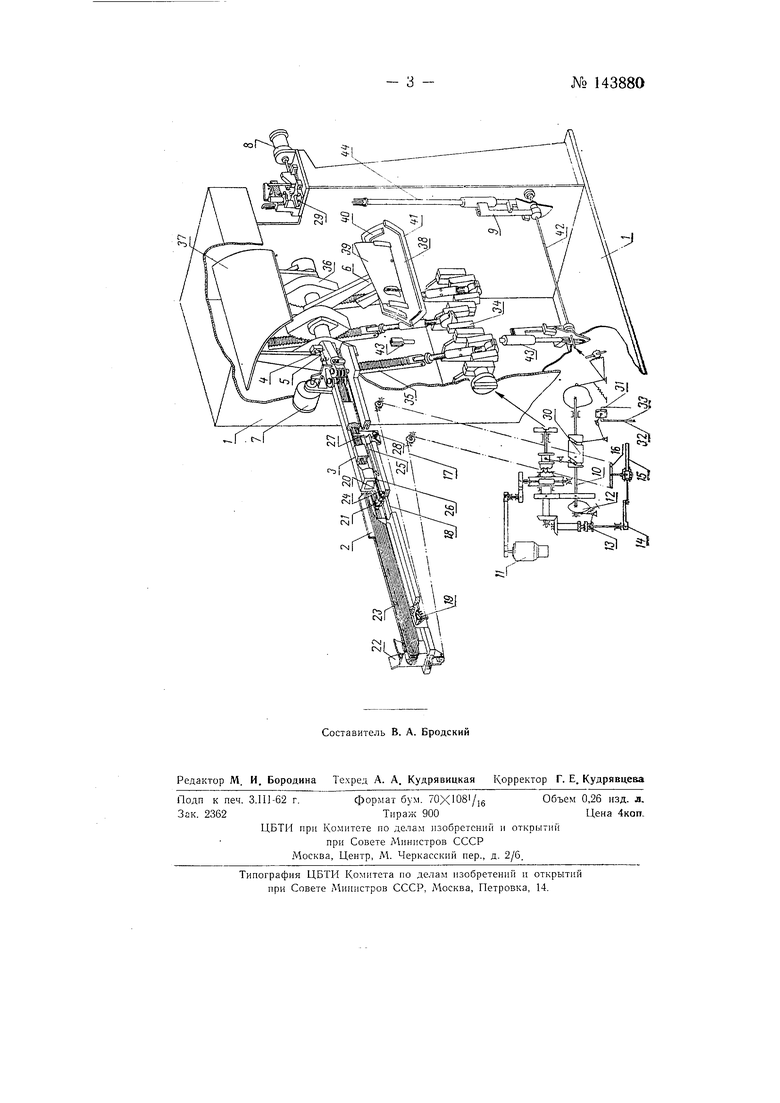
На чертеже изображена схема станка.
Станок для растяжки и формовки секционных катущек петлевой якорной обмотки электрических машин состоит из основания /, магазинного питателя 2, системы неподвижных параллельных направляющих 3, подпружиненных поворотных губок 4 и 5, поворотного механизма 6 для пространственной гибки, пневматических цилиндров 7 и 8, поворотно-выдвижного съемника 9, распределительного механизма JO и электродвигателя 11.
Вращательное движение от электродвигателя // передается распределительному механизму 10, кулачок 12 которого включает муфту 13, благодаря чему кривощип 14 через реечную передачу 15 и звездочку 16 приводит в движение цепь 17, перемещающую ползун 18 пита№ 1438802 - теля 2. При этом собачка 19 ползуна 18 двигает корпус 20 вместе с собачкой 21, которая подает из бункера 22 питателя 2 три секции 23. Когда рычаг 24, вз,а,-инодействуя с копиром 25, поворачивает собачку 21, секции 23 расходятся и при дальнейшем двилсении ползуна 18 вдвигаются между направляющими 3. Затем ползун 18 возвращается назад, перемещая своим щтифтом 26 корпус 20 в исходное положение. Собачка 27 ползуна 18 при его возвратном движении поворачивается вправо относительно оси 28, а затем занимает вертикальное положение между ветвями секций 23. Во время всей остальной части цикла происходит выстой станка, и лишь после начала нового цикла с возобновлением движения ползуна 18 его собачка 27 подает секции по направляющим 5 через губки 4 и 5 и укладывает их на ползун 29. После выхода секций 23 из бункера 22 собачка 19 снова подает вперед корпус 20, обеспечивая предварительную подачу и разъединение следующего комплекта секций 23. Одновременно кулачок 30 распределительного механизма 10 включает подачу от распределительного устройства 31 сжатого воздуха по трубопроводам 52 и 55 и цилиндрам 7 и §. При срабатывании последних происходит секций 23 со смещением концов правых их ветвей огносительно левых.
После повторного возврата ползуна 18 в исходное положение муфта 13 выключается, а кулачок 30 включает вращение коленчатого вала 34, приводящего посредством реек 55 и зубчатых секторов 36 механизм 6. Цилиндрические половины 57 и 55 механизма 6 сближаются, нож 39 входит между ветвями секции 23 и шаблоны 40 и 41 половин 57 и 38 придают ей необходимую форму катушки. При этом губки 4 к 5 поступательно перемещаются друг относительно друга, обеспечивая зазоры между концами секций 23 готовой катушки. Затем половины 37 и .55 расходятся, отключается вращение коленчатого вала 34, происходит переключение подачи сжатого воздуха, и приводится во вращение ось 42 съемника 9. Его щтанги 43 и 44 выдвигаются вверх, снимают катушку и кладут ее на специальный стеллаж, после чего убираются обратно. Во время съема готовой катушки происходит подача следующего комплекта секций 23 к механизму 6. По мере израсходования секций 23 происходит пополнение ими бункера 22 без остановки станка.
Описываемый станок позволяет автоматизировать изготовление секционных катуще1к, увеличить в пять-шесть раз производительность и улучшить качество готовых изделий.
Харьковский завод тяжелого электромашиностроения в своем заключении отметил новизну и промышленную полезность станка.
Предмет изобретения
1.Станок для растяжки и формовки секционных катушек петлевой якорной обмотки электрических машин, содержащий зажимы для крепления заготовок катущек, поворотный механизм для пространственной гибки лобовых частей и привод, отличающийся тем, что, с целью автоматизации работы, совместно применены магазинный питатель, содержащий бункер для заготовок секций катушек, ползун с подающими и разъединяющими секции собачками, система неподвижных параллельных направляющих для фиксации концов секций при подаче в поворотдый механизм и подпружиненные поворотные губки, поступательно перемещающиеся при формовке секций относительно друг друга и служащие для обеспечения зазоров между концами секций готовой катушки.
2.В станке по п. 1 применен пневмопривод для зажима головок секций при .растяжке и формовке.
3.В станке по п. 1 пр21менен поворотно-выдвижной съемник для удаления готовых катущек с рабочей позиции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления секций катушек якорей электрических машин постоянного тока | 1961 |
|
SU150910A1 |
| СТАНОК ДЛЯ ФОРМОВАНИЯ КАТУШЕК ВОЛНОВОЙ ОБМОТКИ | 1992 |
|
RU2038676C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПАРЕННЫХ СЕРИЕСНЫХ | 1973 |
|
SU388307A1 |
| Станок для растяжки и формовки катушек петлевой якорной обмотки | 1976 |
|
SU663030A1 |
| Устройство для изготовления катушек статоров электрических машин | 1982 |
|
SU1089714A1 |
| Станок для изготовления секций электрических машин | 1972 |
|
SU493862A2 |
| Станок для растяжки и формовки обмоток электрических машин из лодочки в секцию | 1989 |
|
SU1737637A1 |
| Станок для намотки катушек электрических машин | 1977 |
|
SU748530A1 |
| Способ изготовления одновитковых катушек волновой двухслойной обмотки электрических машин | 1985 |
|
SU1403257A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |