Изобретение относится к металлургии, конкретнее, к непрерывной разливке плоских слитков с обжатием в твердожидком состоянии.
Известен способ непрерывной разливки плоских слитков, включающий подачу жидкого металла в зазор между барабаном и бесконечной лентой, обжатие слитка в твердожидком состоянии, формирование слитка и его вытягивание в горизонтальной плоскости. В процессе непрерывной разливки одну из широких граней слитка на криволинейном участке технологической оси установки формируют по радиальной плоскости, а другую по криволинейной плоскости.
Недостатком известного способа является отсутствие необходимой закономерности перемещения барабана в процессе изменения толщины плоского слитка. В результате на узких гранях слитка образуются внутренние и наружные трещины, происходят прорывы металла при выходе слитка из установки непрерывной разливки, что снижает производительность и стабильность процесса разливки.
Исследованиями установлено, что для повышения качества слитков, производительности и стабильности процесса разливки необходимо в процессе изменения толщины слитка перемещать барабан относительно ленты с определенной скоростью в зависимости от физико-механических свойств разливаемого металла, скорости вытягивания плоского слитка и других параметров процесса разливки. В результате в процессе обжатия слитка в его узких гранях не образуются внутренние и наружные трещины, устраняются прорывы металла при выходе слитка из установки непрерывной разливки.
Целью изобретения является улучшение качества плоских слитков, повышение стабильности и производительности процесса их разливки.
Указанную цель достигают тем, что подают жидкий металл в зазор между приводными барабаном, боковыми ребордами и бесконечной лентой, огибающей реборды, формируют слиток в радиальном направлении между барабаном, лентой и боковыми ребордами, производят деформацию обжатия слитка в твердожидком состоянии и вытягивают его с переменной скоростью.
В процессе непрерывной разливки при изменении толщины слитка перемещают барабан 1 относительно ленты со скоростью, устанавливаемой по зависимости
v  (30-80) где V скорость перемещения барабана относительно ленты, м/мин;
(30-80) где V скорость перемещения барабана относительно ленты, м/мин;
Н толщина слитка на мениске металла между барабаном и лентой, м.
h толщина слитка после обжатия на выходе из установки, м.
Vсл скорость вытягивания слитка, м/мин.
r радиус кривизны верхней грани плоского слитка, м,
α- угол сектора барабана, на длине окружности которого формируется слиток, градус,
(30-80) эмпирический коэффициент, учитывающий физико-механические свойства разливаемого металла при высоких температурах, градус.
Улучшение качества плоских непрерывнолитых слитков будет происходить вследствие устранения образования внутренних и наружных трещин на боковых узких гранях слитка.
Повышение стабильности и производительности процесса непрерывной разливки плоских слитков будет происходить вследствие устранения прорывов металла при выходе плоского слитка из зоны контакта с поверхностью барабана, ленты и боковых реборд.
Диапазон значений эмпирического коэффициента в пределах (30-80) градус объясняется закономерностями процесса деформации узких граней плоского слитка при высоких температурах в зависимости от физико-механических свойств разливаемого металла. При меньших значениях увеличится время изменения толщины слитка, что приведет к уменьшению производительности процесса непрерывной разливки плоских слитков. При больших значениях в узких гранях слитка будут образовываться внутренние и наружные трещины, а также будут происходить прорывы металла.
Указанный диапазон устанавливают в обратно пропорциональной зависимости от содержания углерода в разливаемом металле и в прямо пропорциональной зависимости от скорости вытягивания слитка.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков предлагаемого способа с отличительными признаками известных технических решений. На основании этого делается вывод о соответствии предлагаемого технического решения критерию "Существенные отличия".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
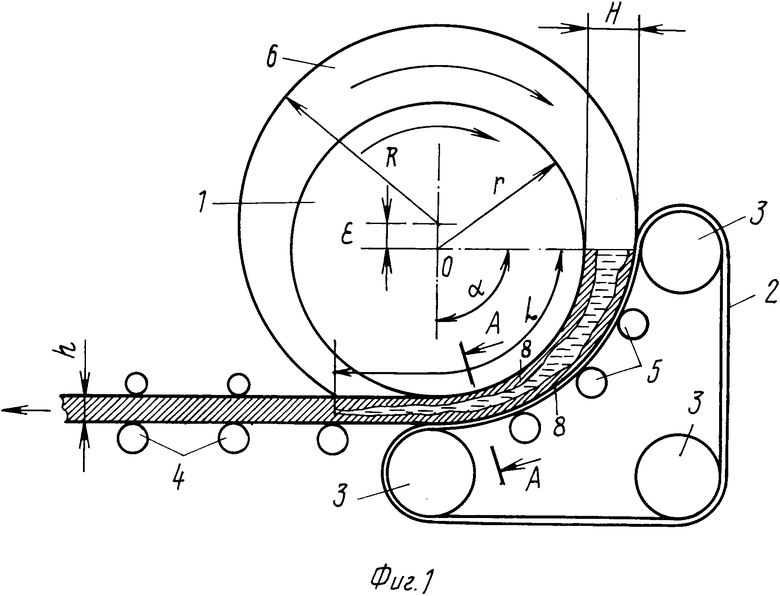
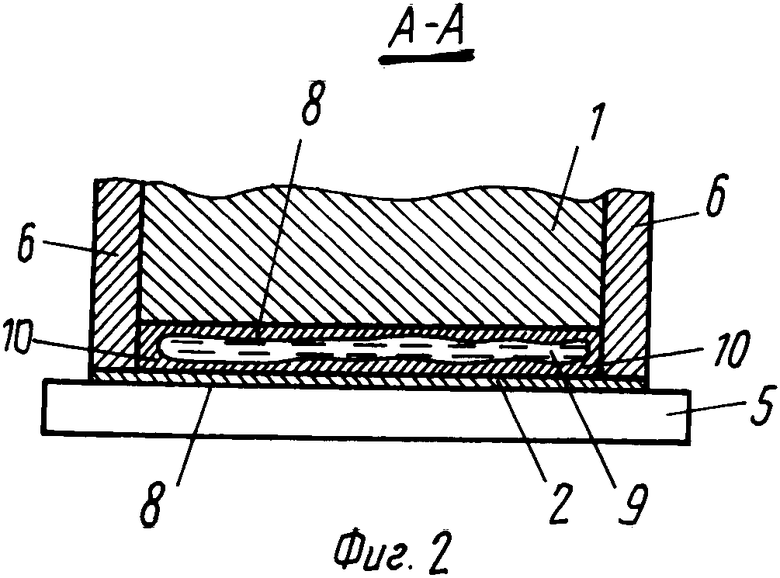
На фиг.1 показана схема установки непрерывной разливки плоских слитков; на фиг.2 разрез А-А на фиг.1.
Установка для осуществления способа непрерывной разливки плоских слитков состоит из барабана 1, ленты 2, валков 3, роликов 4 и 5, боковых реборд 6. 7 слиток толщиной h, 8 широкая грань слитка, 9 жидкий металл, 10 узкая грань слитка, α- угол сектора барабана, на длине окружности которого кристаллизуется слиток, r радиус барабана, R радиус реборд, О центр барабана, О1 центр реборд, ε- эксцентриситет, h толщина слитка после обжатия, Н толщина слитка на мениске металла.
Способ непрерывной разливки плоских слитков осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в зазор, образованный поверхностью приводного барабана 1, бесконечной приводной ленты 2 и боковыми поверхностями приводных реборд 6 подают жидкий металл 9. Бесконечная лента 2 огибает поверхность торцов боковых реборд 6 на длине сектора барабана 1 с углом α и приводится в движение приводными валками 3. Барабан 1 и реборды 6 приводятся во вращение своими приводами. Оболочка 8 слитка 7 формируется на поверхности барабана 1 радиусом 2, а противоположная грань на поверхности ленты 2 радиусом кривизны R (r + H). В процессе непрерывной разливки производят деформацию обжатия узких граней 10 слитка 7 в твердожидком состоянии посредством смещения центра О барабана 1 относительно центра О1 реборд 6 от толщины Н на мениске металла до толщины h.
Из установки вытягивают слиток 7 толщиной h и шириной В с переменной скоростью и направляют дальше по роликам 7. Ролики 5 поджимают корпус барабана 1, реборды 6 и лента 2 охлаждаются соответственно проточной и распыляемой форсунками водой. Оси О и О1 барабана 1 и реборд 6 расположены с эксцентриситетом ε= (Н -h).
После начала процесса разливки барабан 1 перемещают на величину ε= (Н h).
В процессе непрерывной разливки при изменении толщины слитка 7 от величины Н до h перемещают барабан 1 относительно ленты 2 со скоростью, устанавливаемой по зависимости
v (30-80) где V скорость перемещения барабана, м/мин,
где V скорость перемещения барабана, м/мин,
Н толщина слитка на мениске металла между барабаном и лентой, м,
h толщина слитка после обжатия на выходе из установки, м.
Vсл скорость вытягивания слитка, м/мин,
r радиус кривизны верхней грани плоского слитка, м,
α- угол сектора барабана, на длине окружности которого формируется слиток, градус,
(30-80) эмпирический коэффициент, учитывающий физико-механические свойства разливаемого металла при высоких температурах, градус.
В таблице приведены технологические параметры осуществления способа непрерывной разливки плоских слитков.
В первом примере скорость перемещения барабана превышает допустимые значения, что вызывает брак слитков по внутренним и наружным трещинам, а также прорывы металла из слитка.
В пятом примере скорость перемещения барабана ниже допустимых пределов, что увеличивает время на изменение толщины слитка от величины Н до h.
Отмеченное выше приводит к уменьшению производительности процесса разливки.
В шестом примере также образуются в слитках внутренние и наружные трещины, а также происходят прорывы металла.
В примерах 2-4 скорость перемещения барабана не вызывает в процессе обжатия в оболочке узких граней плоского слитка напряжений, превосходящих допустимые значения, что устраняет образование внутренних и наружных трещин, а также прорыв металла.
В общем случае обжатие слитка можно производить посредством перемещения барабана в пределах (Н h) к вертикали и горизонтали.
Применение предлагаемого способа позволяет снизить брак слитков по внутренним и наружным трещинам на 3,5% сократить количество прорывов металла на 2,5% а также сократить количество прорывов металла на 2,5% Экономический эффект подсчитан в сравнении с базовым объектом, за который принят способ непрерывной разливки плоских слитков, применяемой на НПО "Тулачермет".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038909C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2063294C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2037361C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041012C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2015825C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041014C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837457A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041018C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041013C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038898C1 |

Изобретение относится к металлургии, конкретнее, к непрерывной разливке плоских слитков с обжатием в твердожидком состоянии. Целью изобретения является улучшение качества плоских слитков, повышение стабильности и производительности процесса разливки. В процессе непрерывной разливки подают металл в зазор между приводными барабаном, боковыми ребордами и бесконечной лентой, огибающей реборды. При изменении толщины слитка перемещают барабан относительно ленты со скоростью, устанавливаемой по зависимости v=(30-80)vсл(H-h)/rα, где v скорость перемещения барабана относительно ленты, м/мин; H толщина слитка на мениске металла между барабаном и лентой, м; h толщина слитка после обжатия на выходе из установки, м; vсл скорость вытягивания слитка, м/мин; r радиус кривизны верхней грани плоского слитка, м; α угол сектора барабана, на длине окружности которого формируется слиток, градус; 30 80 эмпирический коэффициент, учитывающий физико-механические свойства разливаемого металла при высоких температурах, градус. 2 ил. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ, включающий подачу металла в зазор между приводными барабаном и боковыми ребордами и бесконечной лентой, формирование слитка в зазоре в радиальном направлении, деформацию обжатия слитка по толщине в твердожидком состоянии и его вытягивание с переменной скоростью, отличающийся тем, что, с целью улучщения качества металла, повышения стабильности и производительности процесса разливки, обжатие слитка по толщине осуществляют перемещением барабана относительно ленты со скоростью, определяемой по зависимости
где V скорость перемещения барабана относительно ленты, м/мин;
H толщина слитка на мениске металла между барабаном и лентой, м;
h толщина слитка после обжатия, м;
Vсл скорость вытягивания слитка, м/мин;
r радиус кривизны верхней грани плоского слитка, м;
a угол сектора барабана, на длине окружности которого формируется слиток, град;
(30 80) эмпирический коэффициент, учитывающий физико-механические свойства разливаемого металла при высоких температурах, град.
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
