Изобретение относится к металлургии, конкретнее, к непрерывной разливке плоских слитков с обжатием в твердожидком состоянии.
Целью изобретения является улучшение качества плоских слитков и повышение производительности их непрерывной разливки.
Указанную цель достигают тем, что подают жидкий металл в зазор между приводными барабаном, боковыми ребордами и бесконечной лентой, огибающей реборды, формируют слиток в радиальном направлении между барабаном, лентой и боковыми ребордами, производят обжатие слитка в твердожидком состоянии посредством перемещения барабана, вытягивают слиток с переменной скоростью, производят его деформацию разгиба из радиального положения в горизонтальное при помощи роликов, охлаждают ленту на радиальном участке формирования слитка водой, распыливаемой форсунками.
В процессе движения слитка изменяют удельные расходы воды от максимального значения на мениске металла до минимального значения на выходе слитка из зазора между лентой и барабаном по зависимости:
q= (2-8)+(10-20)cos l
l ; где q текущее значение удельных расходов воды, м3/м2 · ч;
; где q текущее значение удельных расходов воды, м3/м2 · ч;
L  const длина радиального участка формирования слитка, м;
const длина радиального участка формирования слитка, м;
α угол сектора радиального участка формирования слитка, градус, 0о ≅ α ≅ 180о;
l текущая длина формирующегося слитка на радиальном участке, l  ; 0 ≅ l ≅ L, м;
; 0 ≅ l ≅ L, м;
γ текущее значение угла сектора радиального участка формирования слитка, град. 0 ≅ γ ≅ α
R радиус барабана, м;
(2÷8) величина удельных расходов воды на выходе слитка из зазора между лентой и барабаном, м3/м2·ч.
(10÷20) условная эмпирическая величина удельных расходов воды в районе мениска металла, м3/м2·ч.
Улучшение качества непрерывнолитых плоских слитков будет происходить вследствие обеспечения необходимой закономерности теплоотвода от плоского слитка на радиальном участке его формирования. При этом в оболочке слитка не будут возникать температурные градиенты и термические напряжения, превосходящие допустимые значения. В этих условиях в слитках не будут возникать внутренние и наружные трещины. Кроме того, будет обеспечиваться необходимая интенсивность охлаждения ленты, что устранит ее разогрев и выход из строя.
Повышение производительности процесса непрерывной разливки плоских слитков будет происходить вследствие устранения прорывов металла при выходе слитка из зазора между лентой и барабаном.
Диапазон величин удельных расходов воды на выходе слитка из зазора между лентой и барабаном в пределах 2-8 м3/м2 · ч объясняется закономерностями теплоотвода от слитка в ленты. При меньших значениях будет происходить разогрев ленты и выход ее из строя. Кроме того, уменьшится толщина оболочки слитка и возможен прорыв металла. При больших значениях будет происходить переохлаждение слитка, что вызовет брак по внутренним и наружным трещинам.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от скорости вытягивания слитка.
Диапазон условной эмпирической величины удельных расходов воды в пределах 10-20 м3/м2 час объясняется закономерностями теплоотвода от слитка и ленты в районе мениска металла. При меньших значениях возможен прожог ленты, прорыв металла и прекращение процесса разливки. При больших значениях будет происходить переохлаждение оболочки слитка, что вызовет образование в слитке внутренних и наружных трещин.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от скорости вытягивания слитка.
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения, со ссылкой на чертеж, на котором показана схема установки непрерывной разливки плоских слитков (фиг. 1), разрез А-А (фиг. 2).
Установка для осуществления способа непрерывной разливки плоских слитков состоит из барабана 1, ленты 2, валков 3, роликов 4 и 5, боковых реборд 6. Позицией 7 обозначен слиток толщиной h, 8 широкая грань слитка, 9 жидкий металл, 10 узкая грань слитка, 11 форсунки, α угол сектора барабана, на длине окружности которого кристаллизуется слиток, r радиус барабана, R радиус реборд, О центр барабана, О1 центр реборд, ε эксцентриситет, h толщина слитка после обжатия, Н толщина слитка на мениске, L длина радиального участка формирования слитка, l текущая длина формирования слитка, γ текущее значение угла сектора радиального участка формирования слитка.
Способ непрерывной разливки плоских слитков осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в зазор, образованный поверхностью приводного барабана 1, бесконечной приводной лентой 2 и боковыми поверхностями приводных реборд 6, подают жидкий металл 9. Бесконечная лента 2 огибает поверхность торцов боковых реборд 6 на длине сектора барабана 1 с углом α и приводится в движение приводными валками 3. Барабан 1 и реборды 6 приводятся во вращение своими приводами. Оболочка 8 слитка 7 формируется на поверхности барабана 1 с радиусом r, а противоположная грань на поверхности ленты 2 с радиусом кривизны R (r + H).
В процессе движения слитка производят деформацию обжатия узких граней 10 слитка 7 в твердожидком состоянии посредством смещения центра О барабана 1 относительно центра О1 реборд 6 от толщины Н на мениске металла до толщины h.
Из установки вытягивают слиток 7 толщиной h и шириной В с переменной скоростью и направляют дальше по роликам 4. Ролики 5 поджимают ленту 2 к торцам боковых реборд 6. В процессе разливки корпус барабана 1, реборды 6 и лента 2 охлаждаются соответственно проточной и распыливаемой форсунками 11 водой. Оси О и О1 барабана 1 и реборд 6 расположены с эксцентриситетом ε (H h).
После начала процесса разливки барабан 1 перемещают на величину ε (H h) в сторону ленты 2 для обеспечения условной получения слитка 7 толщиной h.
В процессе непрерывной разливки изменяют удельные расходы воды из форсунок 11 от максимального значения на мениске металла, где толщина слитка Н, до минимального значения на выходе слитка из зазора между лентой и барабаном, где толщина слитка h, по зависимости:
q= (2-8)+(10-20)cos l
l где q текущее значение удельных расходов воды, м3/м2 ·ч;
где q текущее значение удельных расходов воды, м3/м2 ·ч;
L  = const длина радиального участка формирования слитка, м;
= const длина радиального участка формирования слитка, м;
α угол сектора радиального участка формирования слитка, 0 ≅ α ≅ 180о.
l  текущая длина формирующегося слитка на радиальном участке, 0 ≅ I ≅ L, м;
текущая длина формирующегося слитка на радиальном участке, 0 ≅ I ≅ L, м;
γ текущее значение угла сектора радиального участка формирования слитка, 0о ≅ γ ≅ α
90о угол, град.
R радиус барабана, м;
(2+8) величина удельных расходов воды на выходе слитка из зазора между лентой и барабаном, м3/м2 · ч;
(10+20) условная эмпирическая величина удельных расходов воды в районе мениска металла, м3/м2 · ч.
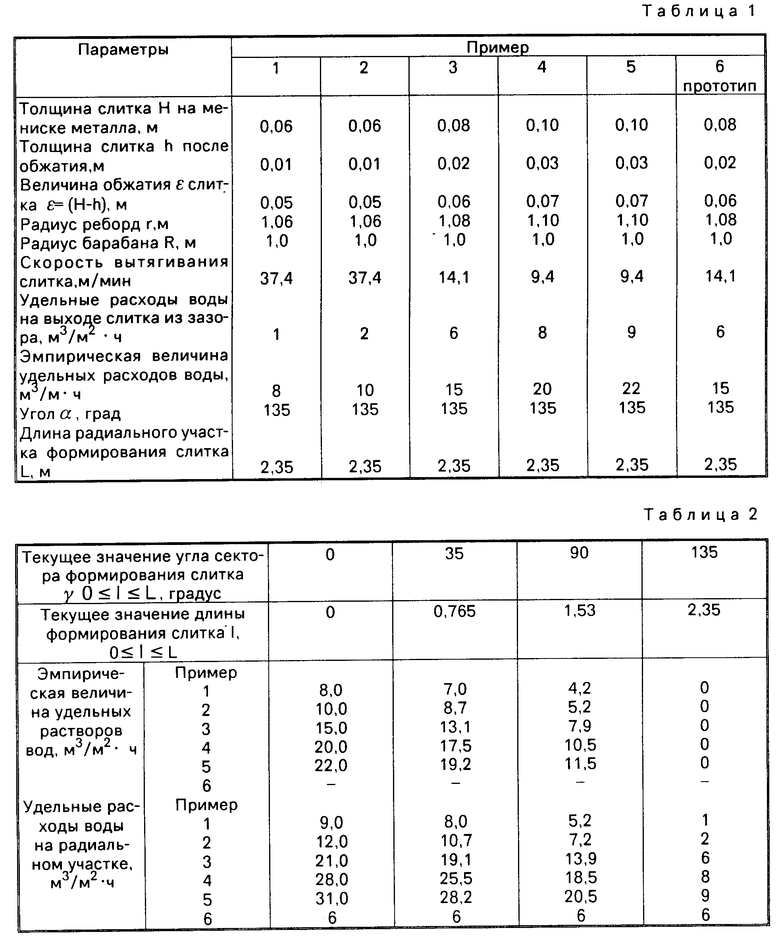
В таблицах 1 и 2 приведены примеры осуществления способа непрерывной разливки с различными технологическими параметрами.
Во всех примерах разливается сталь марки 3сп в слитки шириной 1,2 м.
В первом примере будет происходить разогрев ленты, ее разрушение и выход из строя вследствие малого расхода воды. Кроме того, будет происходить разогрев слитка и прорывы металла.
В пятом примере будет происходить переохлаждение слитка вследствие большого расхода воды, что вызовет брак слитков по внутренним и наружным трещинам.
В шестом примере (прототипе) будет происходить разогрев ленты вследствие малого расхода воды и отсутствия регулирования ее расхода по длине радиального участка формирования слитка.
В примерах 2-4 вследствие изменения удельных расходов воды по длине радиального участка формирования слитка будет отсутствовать разогрев ленты и выход ее из строя, а также переохлаждение и разогрев слитка.
Реализация изобретения позволит сократить брак слитков по внутренним и наружным трещинам на 1,4% а также уменьшить прорывы металла на 1,8%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022696C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022695C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2015825C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2015804C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837459A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2063294C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041014C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2037361C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041018C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041013C1 |


Использование: изобретение относится к металлургии, конкретнее, к непрерывной разливке плоских слитков с обжатием в твердожидком состоянии. Сущность: способ включает подачу металла в зазор между приводными барабаном, боковыми ребордами и бесконечной лентой, огибающей реборды, формирование слитка в радиальном направлении между барабаном, лентой и боковыми ребордами, обжатие слитка в твердожидком состоянии посредством перемещения барабана, вытягивание слитка с переменной скоростью, деформацию разгиба слитка из радиального положения в горизонтальное при помощи роликов, а также охлаждение ленты на радиальном участке формирования слитка водой, распыливаемой форсунками. В процессе непрерывной разливки изменяют удельные расходы воды от максимального значения на мениске металла до минимального значения на выходе слитка из зазора между лентой и барабаном по зависимости: q = (2 oC 8) + (10 oC 20) cos(90l/L), где q - текущее значение удельных расходов воды, м3/м2 ч, L = πRα/180 = const длина радиального участка формирования слитка, м α - угол сектора радиального участка формирования слитка, градус 0 ≅ α ≅ 180° l - текущая длина формирования слитка на радиальном участке l = πRγ/180 0 ≅ l ≅ L, м γ - текущее значение угла сектора радиального участка формирования слитка, градус, 0 ≅ γ ≅ α, 90° - угол, (2 oC 8) - величина удельных расходов воды на выходе слитка из зазора между лентой и барабаном, м3/м2 ч, (10 - 20) - условная эмпирическая величина удельных расходов воды в районе мениска металла, м3/м2 ч. Это позволит улучшить качество плоских слитков и повысить производительность их непрерывной разливки. 2 ил. 2 табл.
Способ непрерывной разливки металлов, включающий подачу металла в зазор между приводными барабаном, боковыми ребордами и бесконечной лентой, огибающей реборды, формирование слитка в радиальном направлении между барабаном, лентой и боковыми ребордами, обжатие слитка в твердожидком состоянии путем перемещения барабана, вытягивание слитка с переменной скоростью, деформацию разгиба слитка из радиального положения в горизонтальное при помощи роликов, а также охлаждение ленты на радиальном участве формирования слитка водой, распыливаемой форсунками, отличающийся тем, что, с целью улучщения качества плоских слитков и повышения производительности их непрерывной разливки, в процессе движения слитка изменяют удельный расход охлаждаемой воды от максимального значения на мениске металла до минимального значения на выходе слитка из зазора между лентой и барабаном по зависимости
где q - текущее значение удельных расходов воды, м3/м2 ч; - длина радиального участка формирования слитка, м;
- длина радиального участка формирования слитка, м;
α - угол сектора радиального участка формирования слитка, град, 0 ≅ α ≅ 180° ;
l - текущая длина формирующегося слитка на радиальном участке;
γ - текущее значение угла сектора радиального участка сформирования слитка, град;
0 ≅ γ ≅ α ;
90o - угол;
R - радиус барабана, м;
(2 oC 8) - величина удельных расходов воды на выходе слитка из зазора между лентой и барабаном, м3/м2 ч;
(10 oC 20) - условная эмпирическая величина удельных расходов воды в районе мениска металла, м3/м2 ч.
