Изобретение относится к металлургии.
Известен способ непрерывной разливки плоских слитков, включающий подачу жидкого металла в зазор между приводными барабаном и бесконечной лентой, обжатие слитка в твердожидком состоянии, формирование слитка в радиальном направлении и его вытягивание с переменной скоростью. В процессе непрерывной разливки одну из широких граней слитка на криволинейном участке технологической оси установки формируют по радиальной плоскости, а другую по криволинейной плоскости.
Недостатком известного способа является большие потери металла при начале процесса разливки плоских слитков. Это объясняется тем, что ширину слитка на мениске металла оставляют неизменной в течение всего процесса разливки. При этом в зазор между барабаном и лентой вводят затравку с толщиной, равной толщине слитка на мениске металла. В этих условиях первые участки слитка имеют толщину слитка, равной его толщине на мениске металла. После выхода определенной длины слитка из зазора между барабаном и лентой начинают производить его обжатие до необходимой толщины.
Целью изобретения является уменьшение потерь металла в начале процесса непрерывной разливки плоских слитков.
Это достигается тем, что подают жидкий металл через разливочный стакан под уровень мениска в зазор между приводными барабаном, ребордами и лентой, огибающей реборды, формируют слиток в зазоре в радиальном направлении, обжимают слиток в твердожидком состоянии посредством перемещения барабана относительно ленты и вытягивают из зазора слиток с переменной скоростью.
В начале процесса разливки металл подают в зазор открытой струей и толщину слитка на мениске металла устанавливают равной 1,2.6,0h, а после выхода торца слитка из зазора производят увеличение толщины слитка на мениске металла до величины 2,0.7,h и подают металл в зазор под уровень мениска, где h толщина слитка после обжатия.
Уменьшение потерь металла происходит вследствие вытягивания первых участков слитка уменьшенной толщины в условиях отсутствия процесса его обжатия.
Диапазон значений толщины Н1 слитка на мениске в начале разливки в пределах 1,2.6,0h объясняется необходимостью подачи первых порций жидкого металла открытой струей до начала процесса обжатия слитка. При меньших значениях брызги жидкого металла попадают на поверхность барабана и ленты, что приводит к выходу их из строя, а также к ухудшению качества поверхности плоских слитков. При больших значениях увеличиваются потери металла при отливке первых участков слитка. Указанный диапазон устанавливают в обратной пропорциональной зависимости от толщины вытягиваемого слитка после обжатия.
Диапазон значений толщины Н2 слитка на мениске после выхода торца первого слитка из зазора между барабаном и лентой и начала обжатия слитка в пределах 2,0.7,0h объясняется необходимостью подачи металла под уровень мениска металла закрытой струей через удлиненный разливочный стакан. При меньших значениях возможно примерзание корпуса стакана к фронту кристаллизации оболочки широких граней слитка, что вызывает прекращение процесса разливки. При больших значениях увеличивается величина обжатия слитков, что вызывает образование в них внутренних и наружных трещин. Указанный диапазон устанавливают в обратной пропорциональной зависимости от толщины h вытягиваемого слитка после обжатия.
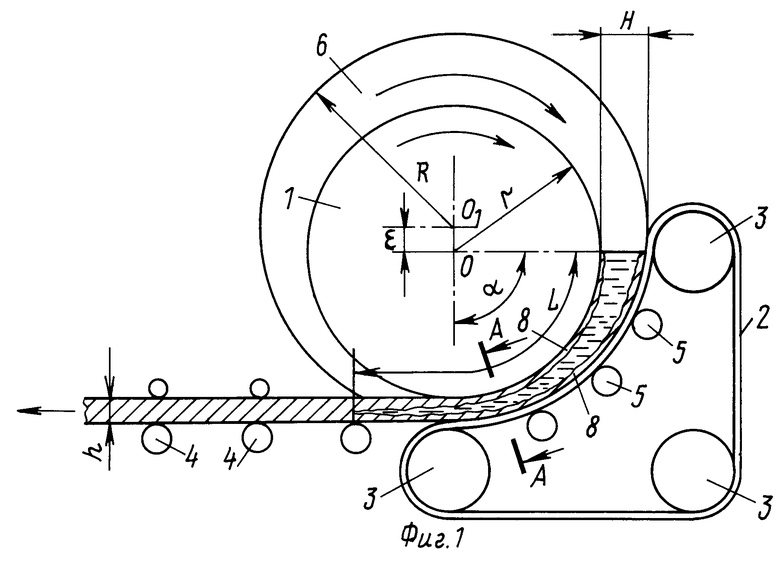
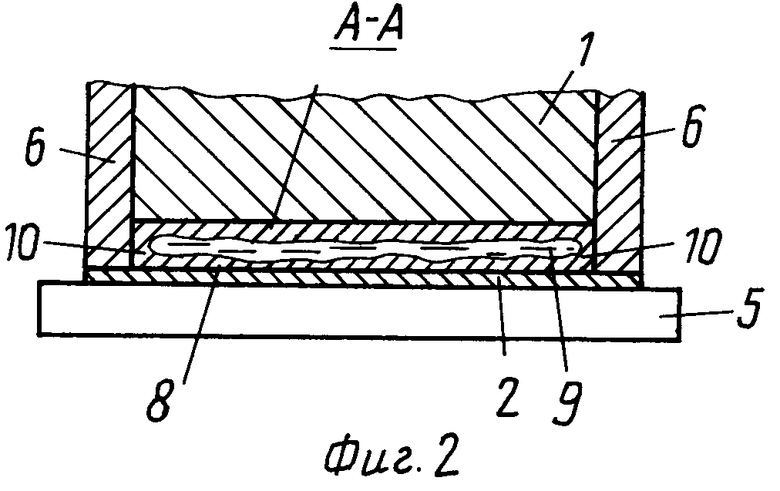
На фиг.1 показана схема установки непрерывной разливки плоских слитков; на фиг.2 разрез А-А на фиг.1.
Установка для осуществления способа непрерывной разливки плоских слитков состоит из барабана 1, ленты 2, валков 3, роликов 4 и 5, боковых реборд 6. Позицией 7 обозначен слиток толщиной h, 8 широкая грань слитка, 9 жидкий металл, 10 узкая грань слитка, 11 мениск металла, 12 удлиненный разливочный стакан, α угол сектора барабана, на длине окружности которого кристаллизуется слиток, r радиус барабана, R радиус реборд, О центр барабана, О1 центр реборд, Е эксцентриситет, h толщина слитка после обжатия, Н толщина слитка на мениске, L длина жидкой фазы слитка.
Способ непрерывной разливки плоских слитков осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в зазор, образованный поверхностью приводного барабана 1, бесконечной приводной лентой 2 и боковыми ребордами 6 подают жидкий металл 9. Бесконечная лента 2 огибает поверхность торцов боковых реборд 6 на длине сектора барабана 1 с углом α и приводятся в движение приводными валками и ребордами. Оболочка 8 слитка 7 формируется на поверхности барабана 1 с радиусом r, а противоположная грань на поверхности ленты 2 с радиусом кривизны R (r+H).
В процессе непрерывной разливки производят деформацию обжатия узких граней 10 слитка 7 в твердожидком состоянии посредством смещения центра О барабана 1 относительно центра О1 реборд 6 от толщины Н на мениске металла до толщины h.
Из установки вытягивают слиток 7 толщиной h и шириной В с переменной скоростью и направляют дальше по роликам 4. Ролики 5 поджимают ленту 2 к торцам боковых реборд 6. В процессе разливки корпус барабана 1, реборды 6 и лента 2 охлаждаются соответственно проточной и распыливаемой форсунками водой. Оси О и О1 барабана 1 и реборд 6 расположены с эксцентриситетом E (H-h). После начала процесса разливки барабан 1 перемещают на величину E (H-h) в сторону ленты 2 для обеспечения условий получения слитка 7 толщиной h.
В начале процесса разливки после ввода затравки в рабочую полость, образованную барабаном 1, лентой 2 и ребордами 6, подают металл 9 в указанную полость или зазор открытой струей и устанавливают толщину Н1 на мениске 11 в пределах 1,2.6,0h. После выхода затравки и торца первого слитка 7 из зазора между барабаном 1 и лентой 2 увеличивают толщину слитка Н2 на мениске 11 до толщины 2,0.7,0h посредством передвижения барабана 1 в горизонтальном направлении. После этого в мениск 11 вводят удлиненный разливочный стакан 12 и продолжают процесс разливки с подачей металла 9 под уровень мениска 11.
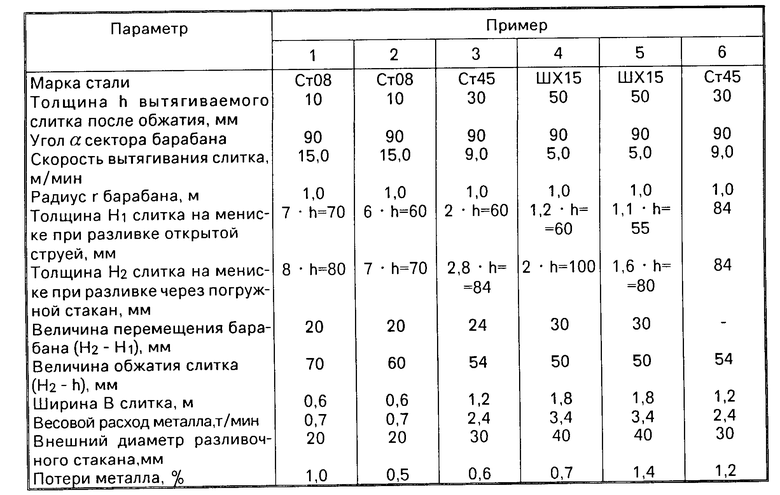
В таблице приведены примеры осуществления способа непрерывной разливки плоских слитков с различными технологическими параметрами.
В примере 1 происходят значительные потери металла в начале процесса разливки, превосходящие допустимые значения вследствие большого значения Н1, и возникают в слитках внутренние и наружные трещины вследствие большой величины обжатия слитка (H2-h). В примере 5 на поверхность барабана и ленты попадают брызги металла при разливке открытой струей вследствие малого значения Н1. При разливке через погружной стакан происходит его примерзание к оболочке слитка вследствие малого значения Н2. В примере 6 (прототипе) происходят большие потери металла вследствие большого значения Н1 и отсутствия перемещения барабана на величину (Н2-Н1). В примерах 2-4 потери металла находятся в допустимых пределах, деформация обжатия слитка не вызывает образование внутренних и наружных трещин.
Применение изобретения позволяет уменьшить потери металла в начале процесса разливки на 0,6%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837458A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041014C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022696C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041015C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837460A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837459A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2063294C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038909C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041017C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2036746C1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке плоских слитков с обжатием в твердожидком состоянии. Сущность изобретения: жидкий металл через разливочный стакан подают под уровень мениска в зазор между приводными барабаном, ребордами и лентой, огибающей реборды. Формируют слиток в зазоре в радиальном направлении и обжимают его в твердожидком состоянии посредством перемещения барабана относительно ленты. В начале процесса разливки металл подают в зазор открытой струей и толщину слитка на мениске устанавливают равной 1,2.6,0 h. После выхода торца слитка из зазора производят увеличение толщины слитка на мениске металла до величины 2,0.7,0 h и подают металл в зазор под уровень мениска, где h толщина слитка после обжатия, м. 2 ил. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ, включающий подачу жидкого металла через разливочный стакан в зазор между приводными барабаном, ребордами и лентой, огибающей реборды, формирование слитка в зазоре в радиальном направлении, обжатие слитка в твердожидком состоянии посредством перемещения барабана относительно ленты и его вытягивание из зазора с переменной скоростью, отличающийся тем, что, с целью повышения выхода годного металла, в начале процесса разливки металл подают в зазор открытой струей и толщину слитка на уровне мениска металла устанавливают равной (1,2 6,0) /h, где h - толщина слитка после обжатия, м, а после выхода торца слитка из зазора увеличивают толщину слитка на уровне мениска металла до (2,0 7,0) / h и подают металл в зазор под уровень мениска.
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
