Изобретение относится к порошковой металлургии, а именно к способам изготовления спеченных фильтрующих материалов для высокоэффективной очистки технологических сред от дисперсных микрозагрязнений в субмикронном диапазоне размеров (тонкодисперсные частицы с размером менее 1-2 мкм).
Известен способ изготовления спеченного фильтрующего материала, включающий формирование пористой заготовки из металлического грубодисперсного порошка, спекание, заполнение пор путем внедрения суспензии порошка вращающимися щетками со стороны фронтальной поверхности фильтрующего материала и повторное спекание.
Способ обеспечивает образование вторичной тонкопористой фильтрующей структуры в тонком фронтальном рабочем слое пористых материлов, что повышает эффективность улавливания при высокой проницаемости (малом сопротивлении потоку газа), однако не обеспечивает высокоэффективную очистку газа от аэрозольных частиц в субмикронном диапазоне размеров (< 1 мкм) из-за наличия микронеоднородностей во вторичной тонкопористой структуре (тонком фронтальном фильтрующем рабочем слое).
Известен способ изготовления спеченных пористых изделий, включающий формование заготовки из порошка, ее спекание, заполнение пористой заготовки порошком того же металла для создания тонкопористой структуры путем пропускания через заготовку суспензии металлических частиц с размерами частиц 0,01-0,1 размера максимальных пор, воздействие на заготовку ультразвуковыми колебаниями под слоем жидкости и последующее спекание при температуре 0,8-0,9 Т первого спекания. Способ обеспечивает равномерную пористость, создание тонкопористой структуры, однако фильтрующий материал имеет большое сопротивление потоку газа и не обеспечивает высокоэффективное улавливание частиц в субмикронном диапазоне размеров из-за наличия микродефектов тонкопористой фильтрующей структуры.
Известен способ изготовления спеченного порошкового металлокерамического материала, включающий прессование пористых заготовок, их загрузку в контейнер, помещение на пористую заготовку в контейнере слоя тонкодисперсного порошка, пропускание через нее потока газа и соответственно конвективное заполнение пор тонкодисперсными частицами и последующее их спекание (прототип).
Способ позволяет создать неоднородную тонкопористую фильтрующую структуру, однако материал не позволяет осуществить высокоэффективную очистку газа от субмикронных аэрозольных частиц с размером менее 1 мкм из-за слабого развития поверхностей пор, наличия микронеоднородностей (проколы, трещины) тонкопористой фильтрующей структуры, а также микронапыления материала, недопустимого при высокоэффективной очистке газов.
Задачей изобретения является повышение эффективности тонкой очистки газа от субмиронных аэрозольных частиц спеченным фильтрующим материалом за счет уменьшения влияния микронеоднородностей его тонкопористой фильтрующей структуры и микродисперсных выделений материала на процесс фильтрации, а также увеличения его пылемаслоемкости.
Для этого в способе изготовления спеченного фильтрующего материала, включающем формование пористой заготовки из металлического грубодисперсного порошка, его спекание, создание неоднородной тонкопористой фильтрующей структуры в грубопористом материале путем конвективного заполнения пор частицами тонкодисперсного порошка того же металла и последующего спекания при температурах меньше температуры первого спекания, создают неоднородную тонкопористую фильтрующую структуру путем пропускания с тыльной поверхности фильтрующего материала конвективного потока аэрозольных частиц того же металла с размером 0,02-0,2 среднего диаметра пор, механического вдавливания с проскальзыванием суспензии металлического порошка с размером частиц 0,2-2 мкм в устья пор фронтальной и тыльной поверхности фильтрующего материала и последующего спекания тонкодисперсных частиц. Кроме того, создание неоднородной тонкопористой фильтрующей структуры проводят в условиях одновременного газотермического переноса легирующих коррозионностойких металлов через фильтрующий материал.
В результате удается увеличить эффективность тонкой очистки газа от субмикронных аэрозольных частиц разработанным спеченным фильтрующим материалам за счет уменьшения влияния микронеоднородностей его тонкопористой фильтрующей структуры (микропроколы, трещины, разломы) и микродисперсных выделений (пыление) материала на процесс фильтрации, а также увеличения его пылеемкости.
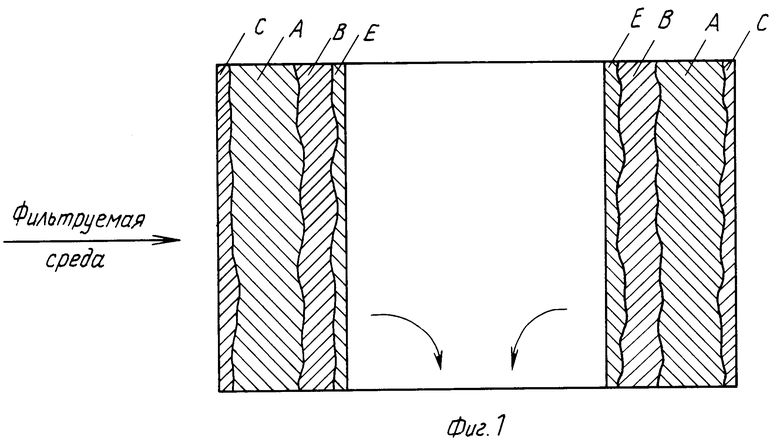
На фиг. 1 приведена характерная структура фильтрующего материала по предлагаемому способу; на фиг. 2 приведена принципиальная схема его осуществления.
На фиг. 1 введены следующие обозначения: А пористая заготовка из металлического грубодисперсного порошка (например, пористый цилиндрический стакан), В тонкодисперсная фильтрующая структура, созданная с тыльной стороны заготовки А, С и Е фронтальный и тыльный тонкие слои тонкопористой структуры, образованные механическим вдавливанием с проскальзыванием суспензии металлического порошка с размером частиц 0,2-2 мкм в устья пор материала А со стороны его фронтальной и тыльной поверхности, соответственно.
Фильтрующий материал содержит генератор 1 конвективного потока тонкодисперсных аэрозольных частиц, фильтрующий материал 2, щетки 3 (ролик) для механического вдавливания с проскальзыванием суспензии металлического порошка с размером частиц 0,2-2 мкм в устья пор материала 2 со стороны его фронтальной и тыльной поверхности, генератор 4 суспензии частиц металлического порошка с размером 0,2-2 мкм, печь 5 для спекания частиц фильтрующего материала, генератор 6 легирующих коррозионностойких металлов (частиц) Мо, Ni, Cr.
Способ осуществляют следующим образом.
Создают конвективный поток тонкодисперсных аэрозольных частиц и пропускают его с тыльной стороны грубопористой заготовки А (фиг. 1). При пропускании со стороны тыльной поверхности фильтрующего материала конвективного потока аэрозольных частиц того же металла с размером 0,02-0,2 среднего диаметра пор происходит их заполнение за счет инерционного и диффузионного осаждения, а также зацепления тонкодисперсных частиц в грубых порах. При этом контролируется сопротивление материала потоку газа и с его увеличением на 20-30% заполнение пор прекращается. В результате образуется тонкий слой В переменной тонкопористой фильтрующей структуры на глубину 0,2-0,3 длины каналов грубых пор с тыльной стороны (см. фиг. 1). Характерные параметры структуры определяются в основном выбранным соотношением размеров грубопористых пор D и частиц d, а также величиной их счетной концентрации и скорости течения газа. Использование более крупных частиц с d > 0,2 D для заполнения пор нецелесообразно, поскольку на них неэффективно осаждаются субмикронные частицы (известно, что субмиронные частицы с размером менее 1 мкм характеризуются малым значением коэффициента захвата при осаждении в грубых порах и на толстых волокнах при обычных скоростях тонкой очистки менее 10 см/c и поэтому для их эффективного улавливания используют фильтрующие материалы с ультратонкими волокнами порами. Использование частиц с d < 0,02 D для заполнения пор также нецелесообразно из-за их коагуляции. Кроме того, при этом образуется структура с малой пористостью и большим сопротивлением потоку газа. Наконец, тонкопористая структура из столь мелких частиц механически менее прочная и деформируется с частичным разрушением при высокотемпературном спекании, вследствие чего образуются микронеоднородности, и соответственно фильтрующий материал не позволяет обеспечить высокоэффективную очистку технологических газов на уровне более 99,999%
После образования с тыльной стороны фильтрующего материала тонкопористой структуры осуществляют механическое вдавливание с проскальзыванием суспензии металлического порошка с размером частиц 0,2-2 мкм в устья пор фронтальной и тыльной поверхности материала. С этой целью из генератора 4 подается суспензия частиц с d 0,2-2 мкм, которые внедряют в устья пор, например, с помощью ролика 3, скользящего под углом к поверхности материала 2 (см. фиг. 2). Далее в печи 5 проводят спекание образованного образца при температурах, меньших температуры спекания пористой заготовки, из металлического грубодисперсного порошка. При повторном спекании в течение как правило 0,3-0,5 ч металлические тонкодисперсные частицы, находящиеся в контакте между собой и стенками пор, спекаются, образуя вторичную тонкопористую структуру, а частицы, контактирующие с поверхностью грубых пор, припекаются к ней и соответственно развивают ее. Кроме того, повторное спекание можно также проводить в условиях одновременного газотермического переноса легирующих коррозионно-стойких металлов (Мо, Ni, Cr) из генератора 6 через фильтрующий материал в печи 5. Это способствует закреплению частиц и созданию более жесткой, практически не пылящей тонкопористой структуры, а также развивает поверхность пор, поскольку частицы коррозионностойких металлов осаждаются в порах и увеличивают площадь контакта тонкодисперсных частиц. Наконец, легирование увеличивает коррозионную стойкость тонкопористой фильтрующей структуры и соответственно препятствует микродисперсным выделениям в очищаемую среду с поверхности фильтрующего материала в процессе его эксплуатации. В результате на фронтальной и тыльной поверхностях грубопористой структуры 1 образуются высокоэффективные тонкие слои С и Е глубиной до 0,1 длины каналов грубых пор. На фильтрационные характеристики образованных слоев существенно влияет размер пор. Их диаметр определяется в первую очередь размером вдавливаемых частиц суспензии металлического порошка, а также требованиями к механической жесткости спеченной тонкопористой структуры.
В предлагаемом способе вдавливают частицы с d 0,2-2 мкм. При этом после спекания образуется механически достаточно жесткая пористая структура с D < 2 мкм, которая эффективно задерживает субмикронные аэрозольные частицы. Использование суспензии порошка с d > 2 мкм нецелесообразно, поскольку после механического вдавливания и спекания столь крупных частиц образуется грубопористая структура, в которой субмикронные частицы осаждаются неэффективно. Использование частиц порошка с d < 0,2 мкм также нецелесообразно, поскольку образуется пористая структура с большим аэродинамическим сопротивлением и с существенными микронеонородностями из-за изменения размеров столь мелких частиц при спекании. Таким образом, диапазон размеров частиц суспензии порошка с d 0,2-2 мкм является оптимальным при изготовлении слоев С и Е.
Создание многослойной тонкопористой структуры (фиг. 1) позволяет обеспечить тонкую очистку газа от субмикронных аэрозольных частиц, поскольку дисперсные примеси последовательно улавливаются в слое С, далее в крупных А и тонких В порах, имеющих значительно большую, последовательно уменьшающуюся пылеемкость, чем фронтальный и тыльный слои, и наконец в слое Е. При этом существенно уменьшается влияние микронеоднородной структуры каждого слоя на эффективность очистки, так как создание многослойной фильтрующей структуры приводит к перекрытию неоднородностей слоев (трещин, проколов, дыр, разломов). Кроме того, значительно уменьшается количество микродисперсных выделений в фильтруемую среду с поверхности спеченного материала, поскольку каждый слой улавливает отрывающиеся частицы с поверхности грубых пор (грубопористая заготовка 1, как правило пылит, что недопустимо при тонкой очистке, однако слои В и Е запирают улавливают микродисперсные выделения грубопористой основы).
П р и м е р. По описанной методике были изготовлены различные типы рабочих образцов. При их создании из генератора 1 (фиг. 2) поток металлических частиц нержавеющей стали с d ≃ 0,5-3 мкм пропускался с тыльной стороны грубопористой заготовки, формированной из порошка нержавеющей стали с диаметром пор около 15-20 мкм (цилиндр с диаметром 40, длиной 80 и толщиной 3 мм, сопротивление материала при скорости течения воздуха 1 см/c и температуре 20оС составляло около 18 мм Н2O). При этом контролировалось сопротивление материала Δ Ро и при его увеличении до 23 мм Н2О забивка-заполнение пор заготовки прекращалась. Далее роликом 3 под углом с проскальзыванием осуществляли по известному способу механическое вдавливание суспензии нержавеющего порошка (из генератора 4) с размером частиц 0,2-2 мкм в устья пор фронтальной и тыльной поверхности фильтрующего материала, а затем измеряли его сопротивление (Δ Ро < 100 мм Н2О) и проводили спекание образца при 860оС в водородной печи 5 в течение 20-22 мин. Кроме того, отдельные образцы при спекании легировались частицами никеля путем пропускания его паров из генератора 6 через фильтрующий образец в печи 5. После изготовления рабочие образцы испытывались на стенде анализа их фильтрационных и аэродинамических характеристик, а также на заводе "Микрон", г. Зеленоград.
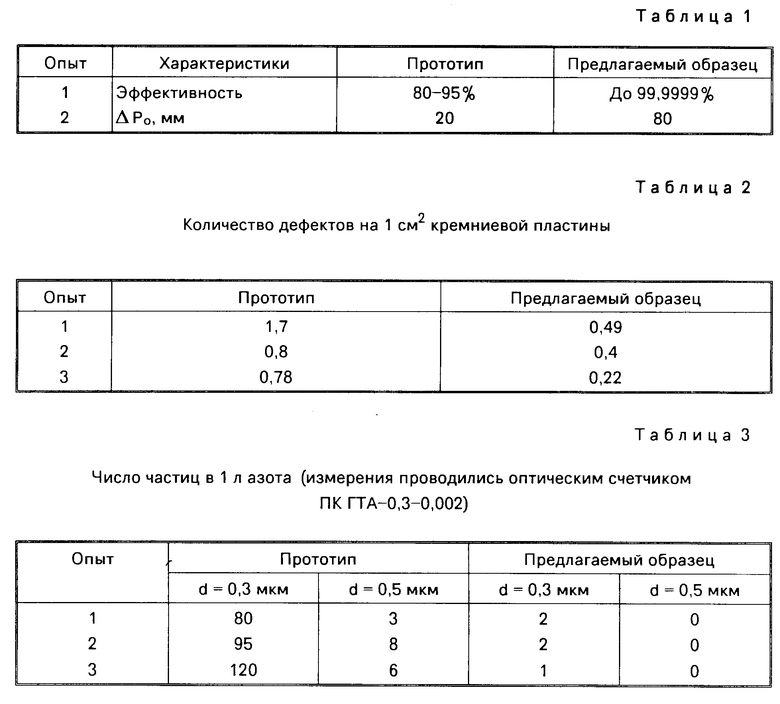
При испытании на стенде прототипа и предлагаемого образца использовались наиболее проникающие модельные аэрозольные частицы с размером 0,01-0,3 мкм со стандартным геометрическим отклонением до 1,2 (аэрозоль хлористого натрия, оксидов молибдена и цинка, диоктилфталата и трансформаторного масла). Результаты испытаний приведены в табл. 1.
Как видно из данных табл. 1, эффективность улавливания наиболее проникающих субмикронных частиц с d ≃ 0,3 мкм по предлагаемому способу более чем в 104 лучше по сравнению с прототипом при одинаковой скорости течения газа и относительно небольшом увеличении сопротивления фильтра.
Процесс выделения микродисперсных загрязнений с поверхности предлагаемого образца и прототипа изучался на стенде путем пропускания через фильтры предварительно осушенного и обеспыленного азота и последующей регистрации фоновых частиц после анализируемых образцов. При этом моделировались обычные условия их эксплуатации, а также критические режимы работы: пульсации газа и резкие перепады давления до 10 раз в 1 мин. Подсчет микрозагрязнений проводился сканированием электронным микроскопом количества дефектов на поверхности кремниевых пластин, обдуваемых азотом после фильтров, а также с помощью счетчика аэрозольных частиц ПК ГТА-0,3-0,002, установленного после фильтров. Результаты испытаний приведены в табл. 2 и 3.
Сравнительный анализ фильтров позволяет сделать вывод о более качественных эксплуатационных характеристиках предлагаемого образца для тонкой очистки газа, поскольку материал более чем в 104 раз лучше улавливает субмикронные аэрозольные частицы и при этом существенно меньше ( ≈ в 20 раз) выделяет микрозагрязнений в очищаемую среду, чем прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО МЕТАЛЛИЧЕСКОГО ФИЛЬТРУЮЩЕГО МАТЕРИАЛА | 1993 |
|
RU2044090C1 |
| Способ изготовления трубчатых фильтрующих элементов | 2018 |
|
RU2699492C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2005 |
|
RU2320740C2 |
| СПОСОБ ПАРОГАЗОВОЙ ОЧИСТКИ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047565C1 |
| СПОСОБ ОЧИСТКИ ГАЗОВ ОТ ТОНКОДИСПЕРСНОЙ КАПЕЛЬНОЙ ЖИДКОСТИ | 2000 |
|
RU2162361C1 |
| СПОСОБ ОЧИСТКИ ГАЗОВ ОТ ТОНКОДИСПЕРСНОЙ КАПЕЛЬНОЙ ЖИДКОСТИ И ТВЕРДЫХ АЭРОЗОЛЬНЫХ ЧАСТИЦ | 2002 |
|
RU2199373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ | 1993 |
|
RU2048974C1 |
| СПОСОБ СЕПАРАЦИИ ТОНКОДИСПЕРСНЫХ КАПЕЛЬ КРИОАГЕНТА И ТВЕРДЫХ ЧАСТИЦ ОТ КРИОГЕННОГО ГАЗА | 2004 |
|
RU2257518C1 |
| УСТРОЙСТВО ДЛЯ СЕПАРАЦИИ ТОНКОДИСПЕРСНОЙ КАПЕЛЬНОЙ ЖИДКОСТИ ИЗ ПАРОГАЗОВОГО ПОТОКА | 2004 |
|
RU2278721C1 |
| УСТРОЙСТВО ДЛЯ ФИЛЬТРАЦИИ КРИОГЕННЫХ ГАЗОВ | 2004 |
|
RU2263860C1 |

Изобретение относится к порошковой металлургии, а именно к способам изготовления спеченных фильтрующих материалов для высокоэффективной очистки технологических сред от дисперсных микрозагрязнений в субмикронном диапазоне размеров. Способ осуществляют путем формования пористой заготовки из металлического грубодисперсного порошка, его спекания, создания неоднородной тонкопористой фильтрующей структуры за счет пропускания с тыльной поверхности фильтрующего материала конвективного потока аэрозольных частиц того же металла с размером 0,02 0,2 среднего диаметра пор, механического вдавливания с проскальзыванием суспензии металлического порошка с размером частиц 0,2 2 мкм в устья пор фронтальной и тыльной поверхностей фильтрующего материала и последующего спекания тонкодисперсных частиц при температуре, меньшей температуры первого спекания. Для повышения антикоррозионных свойств материалов и повышения эффективности фильтрации создание неоднородной фильтрующей структуры проводят в условиях одновременного газотермического переноса легирующих коррозионностойких металлов через фильтрующий материал. 1 з.п. ф-лы, 2 ил. 3 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU411958A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
