Изобретение относится к вибрационной обработке и может использоваться при виброабразивной обработке деталей.
Существующие способы вибрационной обработки, обеспечивающие достижение требуемой шероховатости поверхности за минимальное время обработки, основаны на регулировании интенсивности съема. В начале процесса обработку деталей абразивными гранулами ведут при наибольших допустимых значениях амплитуды и наименьшей частоте колебаний, что обеспечивает наибольшую величину съема. Завершают обработку на режиме, соответствующем отделочной операции: наименьшей амплитуде и наибольшей частоте колебаний. Уменьшение амплитуды колебаний сопровождается снижением величины съема, которую частично компенсирует увеличение частоты колебаний, при этом значения достижимой шероховатости уменьшаются.
К недостаткам известных способов обработки деталей абразивными гранулами следует отнести повышенный расход абразива как в начальный период обработки, так и в последующий, поскольку при увеличении амплитуды и частоты колебаний рабочей камеры расход абразива повышается.
В качестве прототипа взят способ, в котором с целью получения требуемого качества поверхности детали за минимальное время обработки предусматривают следующие операции рабочего цикла:
1. Первый промежуток времени обработку ведут при наибольшей амплитуде (Amax) и наименьшей частоте (fmin) колебаний рабочей камеры.
2. Далее обработку ведут ступенчато или бесступенчато, уменьшая амплитуду (А) при одновременном увеличении частоты (f) колебаний, доводя их значения рабочего цикла до Аmin и fmax.
К недостатку прототипа следует отнести повышенный расход (износ) гранул абразива во время всего рабочего цикла, так как повышенные значения амплитуды и частоты колебаний интенсифицируют износ абразивных гранул.
Целью изобретения является сокращение времени обработки и уменьшение износа (расхода) гранул абразивного наполнителя при достижении требуемой шероховатости поверхности деталей. Решение данной задачи основано на регулировании геометрии гранул абразивного наполнителя, оцениваемой средним радиусом кривизны контактной поверхности, и амплитудой колебания рабочей камеры в процессе виброабразивной обработки.
Поставленная цель достигается тем, что при виброабразивной обработке деталей абразивными гранулами определенной грануляции по мере увеличения среднего радиуса кривизны контактной поверхности ("степени обкатанности") гранул абразивного наполнителя, т.е. при Rн > Ro, значение амплитуды колебаний Ан при неизменной первоначальной ее частоте fo задают по формуле
Ан Аo * (Rн/Ro)b, где Ан значение амплитуды колебаний рабочей камеры с абразивными гранулами, имеющими средний радиус кривизны контактной поверхности Rн, в текущий момент времени; Аo экспериментально установленное, оптимальное значение амплитуды колебаний рабочей камеры с абразивными гранулами, имеющими средний радиус кривизны контактной поверхности Ro, в начальный момент времени; b показатель степени, значение которого изменяется в пределах 0,5-0,9. Под оптимальным значением амплитуды Аo и, соответственно, частоты fo колебаний рабочей камеры следует понимать такой режим виброабразивной обработки, при котором при прочих равных условиях (марки гранул абразивного наполнителя, грануляции, степени обкатанности, оцениваемой параметром Ro, физико-механических свойств деталей, типа смазочно-охлаждающей жидкости, ее расхода, степени загрузки рабочей камеры и т.п.) получают наилучшие результаты по основным показателям процесса: максимальную производительность и минимальный расход (износ) абразивных гранул при достижении требуемой шероховатости поверхности детали. Величину среднего радиуса кривизны контактной поверхности гранул абразивного наполнителя Ro устанавливают в зависимости от зернистости в связке абразивных гранул и требований к шероховатости поверхности обработанных деталей по формуле
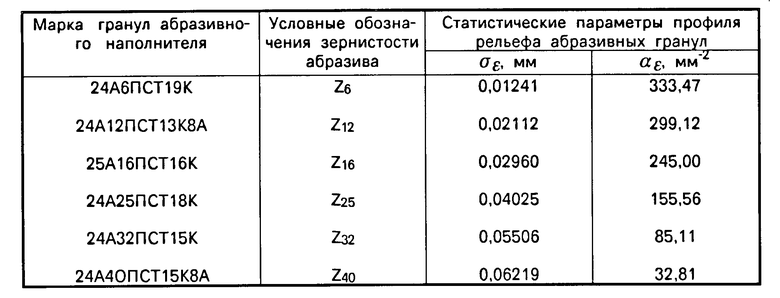
Ro μ * (1,258 * π2/σε *αε ), где μ коэффициент, принимающий значения 1-6 в зависимости от степени обкатанности гранул (чем сильнее обкатаны гранулы, тем μ принимает большее значение); π 3,1416. σε и αε статистические параметры профиля рельефа абразивных гранул, имеющие линейную связь со значениями зернистости абразива в связке, (см. значения σε и αε в зависимости от зернистости Z в таблице). Предлагаемый способ реализуется в два этапа.
После загрузки рабочей камеры деталями и абразивными гранулами, имеющими средний радиус кривизны контактной поверхности Ro, который в зависимости от зернистости абразива в связке и требований к шероховатости поверхности обработанных деталей устанавливают по формуле
Ro= μ * (1,258 * π2/σε *αε ), рабочей камере с загрузкой задают экспериментально установленные, оптимальные для данных условий обработки (марки гранул абразивного наполнителя, грануляции, степени обкатанности, оцениваемой параметром Ro, физико-механических свойств деталей, типа смазочно-охлаждающей жидкости, ее расхода, степени загрузки рабочей камеры и т.п.) амплитуду Аo и частоту fo колебаний. При этом за критерий оптимальности принимают максимальную производительность процесса обработки и минимальный износ (расход) абразивных гранул при достижении требуемой шероховатости поверхности.
Продолжительность первого этапа определяется уменьшением веса абразивных гранул из-за износа их режущей поверхности. Уменьшение веса гранул приводит к снижению силы удара при контактном взаимодействии абразивной гранулы с деталью и, следовательно, к снижению интенсивности съема припуска с поверхности обрабатываемых деталей. Поэтому процесс обработки останавливают и заменяют гранулы абразивного наполнителя гранулами той же грануляции и зернистости, но имеющими средний радиус кривизны контактной поверхности Rн, причем Rн > Ro. Далее начинают второй этап обработки, при котором рабочей камере с загрузкой деталями и гранулами задают амплитуду колебаний Ан, определяемую по формуле
Ан Аo * (Rн/R0)0,5...0,9, а частоту колебаний оставляют без изменения, т.е. равной частоте колебаний fo рабочей камеры на первом этапе обработки.
Режим обработки (Ан и fo) этого этапа будет также оптимальным для данных условий, поскольку амплитуда колебаний Ан функционально связана с амплитудой колебаний Аo первого этапа обработки, а частота колебаний соответствует частоте колебаний fo рабочей камеры первого этапа.
Увеличение амплитуды колебаний генерирует большие силы удара при контактном взаимодействии абразивной гранулы с деталями, что интенсифицирует съем припуска с поверхности обрабатываемых деталей. Увеличение же среднего радиуса кривизны контактной поверхности абразивных гранул повышает их износостойкость. Совместное увеличение амплитуды колебаний Ан и среднего радиуса кривизны контактной поверхности Rн абразивных гранул дает больший темп в скорости формирования требуемой шероховатости, чем в расходе (износе) гранул абразивного наполнителя. В этой связи за весь рабочий цикл виброабразивной обработки получают сокращение времени обработки и снижение расхода абразивных гранул при достижении требуемой шероховатости поверхности деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шпиндельной вибрационной обработки | 1981 |
|
SU1076263A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2502590C1 |
| Гранула наполнителя для вибрационной обработки | 1986 |
|
SU1399091A1 |
| Раствор для виброабразивной обработки деталей из цинкоалюминиевых сплавов | 1978 |
|
SU870425A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2330752C2 |
| Состав для виброабразивного шлифования нержавеющих сталей | 1989 |
|
SU1675389A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 1992 |
|
RU2090312C1 |
| Состав для вибрационной обработки | 1985 |
|
SU1283242A1 |
| РЕВЕРСИВНОЕ УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2443535C2 |
| Состав медик-2 для объемной обработки деталей из нержавеющей стали | 1978 |
|
SU753885A1 |
Изобретение позволяет сократить время виброабразивной обработки деталей и уменьшить износ (расход) гранул абразивного наполнителя при достижении требуемых значений шероховатости поверхности обрабатываемых деталей. Это достигается путем увеличения амплитуды колебаний рабочей камеры при неизменной ее частоте в строгом соответствии с увеличением значения среднего радиуса контактной поверхности гранул абразивного наполнителя.
СПОСОБ ВИБРОАБРАЗИВНОЙ ОБРАБОТКИ деталей абразивными гранулами, при котором задают значения амплитуды и частоты колебаний рабочей камеры, отличающийся тем, что первоначально назначают оптимальные значения амплитуды и частоты колебаний рабочей камеры, а обработку деталей ведут абразивными гранулами, средний радиус R0 кривизны контактной поверхности которых выбирают по формуле
Ro= μ(1,258·π2)/σε·αε,
где m коэффициент, принимающий значения 1 6 в зависимости от грануляции и степени обкатанности гранул,
sε и αε статистические параметры профиля рельефа абразивных гранул, зависящие от зернистости абразива в связке,
а затем при замене R0 на Rн при условии R0 < Rн амплитуду колебаний Aн выбирают по формуле
Aн A0(Rн/R0)b,
где A0 оптимальное значение амплитуды колебаний;
b 0,5 0,9 показатель степени.
| Гришунин В.В | |||
| и др | |||
| Рабочий цикл виброабразивной обработки | |||
| Способы и средства управления им | |||
| Сборник "Чистовая отделочно-управляющая и формообразующая обработка металлов" | |||
| РИСХМ, 1973, с.43-55. |
