Устройство предназначено для отделочной обработки деталей свободным абразивом с использованием пространственных колебаний, совершаемых по закону конического маятника. Рабочая камера, установленная на упругих элементах (например, на пружинах), связана с приводом через гибкий привод. Пространственные маятниковые колебания создаются благодаря наличию дисбалансного узла, расположенного на валу ниже рабочей камеры.
Изобретение относится к технологии механической обработки, а именно - к объемной вибрационной обработке деталей свободным абразивом, и может быть использовано в различных отраслях машиностроения и приборостроения.
Известно устройство для объемной вибрационной обработки, представляющее собой кольцевой контейнер, получающий колебания от вибропривода, обеспечивающего перемещение рабочей среды по дну контейнера в режиме, близком к безотрывному (а.с. №787459, М Кл. В24В 31/06).
Основным недостатком данного устройства является то, что технологические режимы обработки варьируются за счет изменения амплитуды и частоты колебаний, при этом закон движения контейнера остается постоянным. Кроме того, при отделочных процессах с высокими требованиями к шероховатости поверхности съем металла с деталей в единицу времени мал, длительность процесса велика, т.е. интенсивность данного процесса недостаточна.
Известно устройство для объемной вибрационной обработки, представляющее собой контейнер, установленный на водиле и получающий вращение (а.с. №918051, М Кл. В24В 31/06). Недостатком указанного устройства является ухудшение качества обрабатываемых деталей при интенсификации процесса обработки.
Известно устройство (патент №1715560 А1, М Кл. В24В 31/07) для объемной вибрационной обработки, содержащее камеру, подвешенную на упругом элементе, оснащенную электроприводом и системой вибровозбуждения. Недостатком известного устройства как динамической системы является наличие неуравновешенной массы подвижных частей М0 с центром масс О, момент инерции которой J0 испытывает существенные изменения за каждый период колебаний. Система требует динамической балансировки, что ограничивает возможности работы на интенсивных режимах из-за значительных колебаний корпуса устройства.
Ближайшим техническим решением по технической сути и достигаемому результату является устройство для отделочной обработки (патент №2140841 С1, М кл. B24В 31/023), принятое в качестве прототипа. Устройство представляет собой рабочую камеру в виде усеченного конуса, связанную с приводом и с эластичной диафрагмой, совершающую пространственные колебания по закону конического маятника и оснащенную средством для статической и динамической балансировки.
Недостатками данного устройства являются:
- значительные динамические усилия в нижней опоре вследствие возникновения гироскопического момента, который приводит к выходу из строя подшипников и поломке водила;
- необходимость наличия отдельных систем для статической и динамической балансировок устройства, что приводит к значительному увеличению его габаритов и массы;
- отсутствие системы непрерывной промывки технологической среды, что при обработке вязких материалов может сопровождаться шаржированием поверхности деталей сколами абразивных частиц;
- отсутствие возможности визуального наблюдения за процессом обработки вследствие наличия диафрагмы и закрытой рабочей камеры, что важно для отработки технологических режимов, контроля за стабильностью процесса и обеспечения показателей качества поверхности, а также изучения процессов виброабразивной обработки и дальнейшей их теоретической проработки.
Техническим результатом является интенсификация процесса обработки при одновременном улучшении качества поверхности и снижении величины шероховатости.
Указанный технический результат достигается тем, что устройство имеет систему упругого подвеса (например, систему пружин) в верхней части камеры и дисбалансный узел в виде трех регулируемых дисбалансных грузов, расположенных ниже рабочей камеры, а вершина О конического маятника является мнимой и находится над рабочей камерой. Регулируя величину результирующего вектора возмущающей силы за счет взаимного разворота дисбалансных грузов и величины момента сил путем осевого перемещения грузов относительно вершины конического маятника, можно изменять величину амплитуды колебаний камеры. Частота колебаний регулируется за счет изменения передаточного отношения привода (например, путем смены шкивов клиноременной передачи) или частотным преобразователем, что позволяет подбирать оптимальные технологические режимы, т.е. осуществлять как черновую, так и чистовую обработку деталей. Таким образом, возможно обеспечение высоких требований к шероховатости поверхности при высокой производительности обработки.
На фиг.1 изображено устройство для отделочной обработки.
Устройство состоит из стационарной камеры 1, присоединенной к корпусу 2 посредством упругих элементов (пружин) 3, внутрь которой вставлена сменная камера 4, имеющая в нижней части систему отверстий для слива промывающей жидкости. К нижней части стационарной камеры 1 жестко крепится дисбалансный узел 5, состоящий из трех подвижных дисбалансных грузов 6 с центром масс М с экцентриситетом ε относительно оси вала, находящемся на расстоянии L от точки О, и закрепленных на валу 7, который через подшипниковые опоры 8 установлен в обечайке 9. Грузы имеют возможность осевого перемещения относительно вершины О конического маятника на величину Δ=Lmax-Lmin и относительного их разворота с последующей фиксацией на валу, что позволяет изменять суммарный эксцентриситет дисбалансных масс от 0 до εmax. Вращение передается через гибкий привод 10, компенсационную муфту 11 с диафрагмой, компенсирующей осевые деформации упругого подвеса. Компенсационная муфта с валом через подшипниковые опоры установлена в приводной бабке 12, на выходном конце вала жестко закреплен шкив 13. Вращение на шкив передается через клиноременную передачу от электродвигателя или вариатора (условно не показано). Устройство снабжено системой непрерывной промывки деталей в рабочей камере (показана схематично).
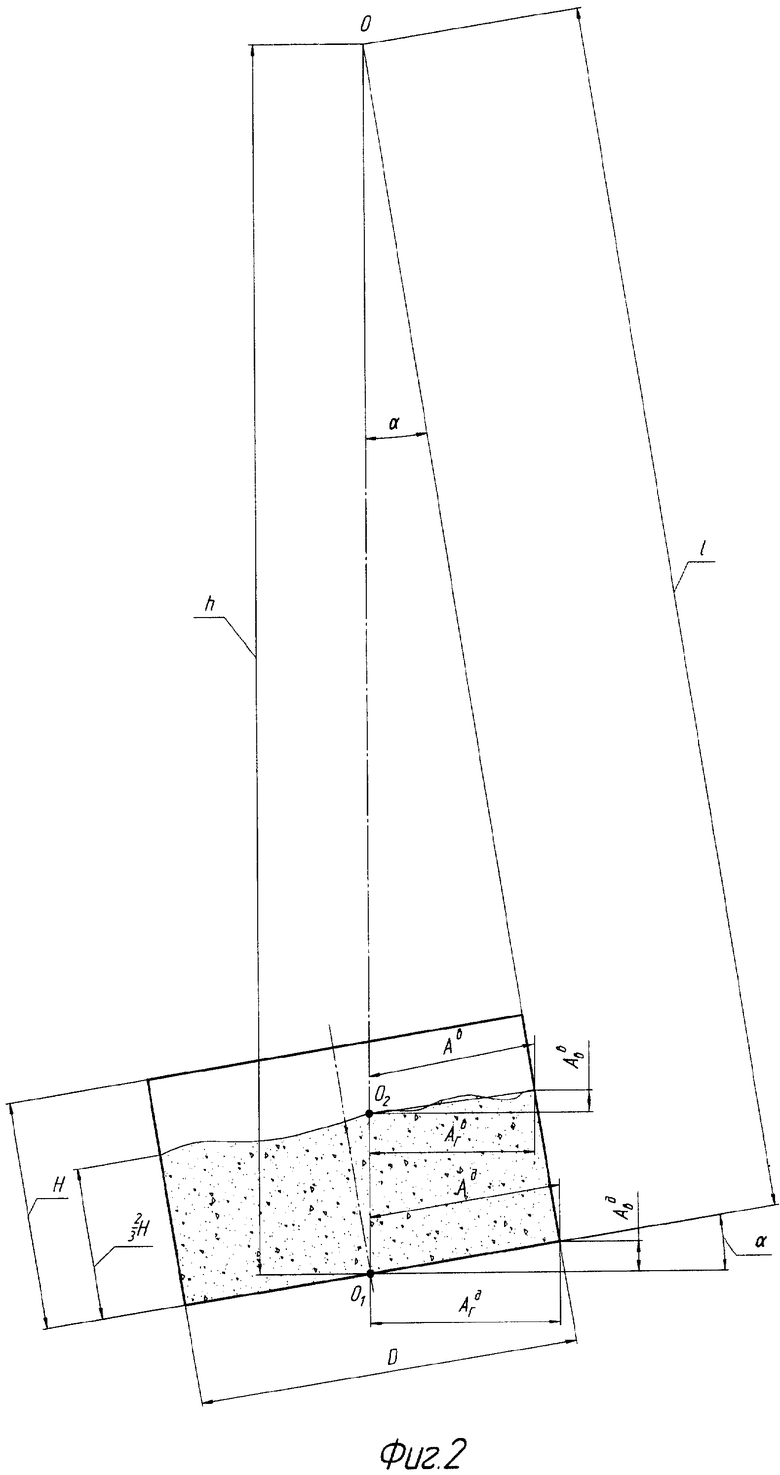
С целью предотвращения возможности выброса частиц абразива и деталей из рабочей камеры ее высота Н выбирается таким образом, чтобы величина вертикальной составляющей виброускорения  на расстоянии
на расстоянии  от дна камеры не превышала величины ускорения свободного падения g, т.е. выполнялось условие:
от дна камеры не превышала величины ускорения свободного падения g, т.е. выполнялось условие:

Устройство работает следующим образом.
В рабочую камеру 4 загружают обрабатываемые детали и технологическую среду, заполняя 70% ее объема (2/3 высоты камеры Н). При необходимости камеру закрывают прозрачной крышкой. Включают электродвигатель и систему непрерывной промывки деталей. Электродвигатель через клиноременную передачу, компенсационную муфту и гибкий привод 10 передает вращение на вал 7. В результате чего дисбалансный узел установки как динамической системы начинает совершать пространственные колебания по закону конического маятника. Обрабатываемые детали и технологическая среда в рабочей камере 4 начинают колебаться с угловой скоростью ω и амплитудой А (см. фиг.2), заданной для донной части рабочей камеры 4. Величина изменения амплитуды по высоте зависит от градиента изменения амплитуды конического маятника, что обеспечивает послойное перемешивание технологической загрузки. Для регулирования величины и момента результирующего вектора возмущающей силы дисбалансные грузы 6 имеют возможность осевого перемещения вдоль вала 7 в диапазоне от Lmin до Lmax, а также их относительного разворота с экцентриситетом от 0 до εmax. Необходимая частота колебаний задается приводом, а амплитуда колебаний - величиной эксцентриситета из соотношения:

где m - суммарная масса дисбалансных грузов,
М - масса колеблющихся частей устройства.
Таким образом, возможно регулировать величину частоты и амплитуды колебаний для различных режимов обработки. Величина амплитудного значения вертикальной составляющей виброускорения Wв определяет степень разрыхления технологической среды и интенсивность ее послойного перемешивания. Величина Wв зависит от вертикальной составляющей амплитуды колебаний системы и частоты колебаний и определяется следующим соотношением:

Тогда согласно формуле (3) вертикальная составляющая виброускорения в верхней части камеры определяется по формуле:

где  - вертикальная составляющая амплитуды колебаний в верхней части камеры.
- вертикальная составляющая амплитуды колебаний в верхней части камеры.
Вертикальная составляющая виброускорения в донной части камеры определяется по формуле:

где  - вертикальная составляющая амплитуды колебаний в донной части камеры.
- вертикальная составляющая амплитуды колебаний в донной части камеры.
Необходимая степень разрыхления технологической среды обеспечивается при значении виброускорения в донной части камеры  , превышающем ускорение свободного падения, т.е.
, превышающем ускорение свободного падения, т.е.

Для обеспечения минимального значения шероховатости и отсутствия локальных дефектов поверхности (побитостей) величина должна находиться в интервале:
- для черновой обработки (шероховатость Ra≤6,3 мкм):

- для чистовой обработки (шероховатость 1,6 мкм≤Ra≤2,5 мкм):

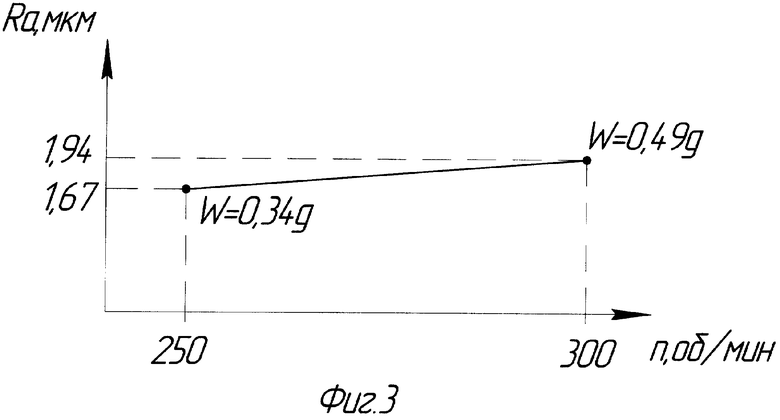
Результаты проведенных расчетов и экспериментов приведены в таблицах 1...3 и на графике (фиг.3).
, мм , мм
, мм
Соответствующие значения вертикальной составляющей виброускорения для верхней и донной частей камеры приведены в таблицах 2 и 3.
Вертикальная амплитуда , мм
Вертикальная амплитуда , мм
Таким образом, согласно расчетным данным рекомендуются следующие режимы:
а) для черновой обработки (шероховатость Ra≤6,3 мкм): А=25 мм, n=400-500 об/мин, вертикальная составляющая виброускорения в донной части камеры  ;
;
б) для чистовой обработки (шероховатость 1,6 мкм≤Ra≤2,5 мкм):А=25 мм, n=250-300 об/мин, вертикальная составляющая виброускорения в донной части камеры 
Вертикальная составляющая виброускорения в верхней части камеры и для черновой, и для чистовой обработки согласно расчетов (таблица 2) не превышает величины g, т.е. выполняется условие (1):  .
.
Эксперименты проводились при  =25 мм и α=3°, вертикальной составляющей амплитуды в верхней части камеры 4,9 мм и в донной - 6,1 мм. Виброускорение в верхней части камеры составило 0,34 g при частоте оборотов n=250 об/мин и 0,49 g при n=300 об/мин. Результаты экспериментов, представленные на фиг.3, хорошо согласуются с расчетными значениями.
=25 мм и α=3°, вертикальной составляющей амплитуды в верхней части камеры 4,9 мм и в донной - 6,1 мм. Виброускорение в верхней части камеры составило 0,34 g при частоте оборотов n=250 об/мин и 0,49 g при n=300 об/мин. Результаты экспериментов, представленные на фиг.3, хорошо согласуются с расчетными значениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕВЕРСИВНОЕ УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2443535C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 1998 |
|
RU2140841C1 |
| УСТРОЙСТВО ЦЕНТРОБЕЖНО-ПЛАНЕТАРНОЕ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2333825C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2356720C2 |
| Способ отделочной обработки деталей и устройство для его осуществления | 1989 |
|
SU1715560A1 |
| Установка для отделочной обработки деталей | 1981 |
|
SU1007940A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2001 |
|
RU2212309C2 |
| Отделочная установка для абразивной обработки деталей | 1976 |
|
SU656815A1 |
| Отделочная установка для абразивной обработки деталей | 1979 |
|
SU1057255A1 |
| Устройство для центробежно-планетарной абразивной обработки деталей | 1987 |
|
SU1509234A1 |
Изобретение относится к области машиностроения и может быть использовано при объемной вибрационной обработке деталей свободным абразивом. Рабочая камера устройства установлена на корпусе посредством системы упругого подвеса, расположенной в верхней части рабочей камеры. Последняя связана с дисбалансным узлом с обеспечением колебаний по закону конического маятника. Дисбалансный узел выполнен в виде трех регулируемых дисбалансных грузов и закреплен на нижней части рабочей камеры. Данная конструкция обеспечивает возможность подбора оптимальных технологических режимов с осуществлением черновой и чистовой обработки и повышением ее качества и производительности. 3 з.п. ф-лы, 3 ил., 3 табл.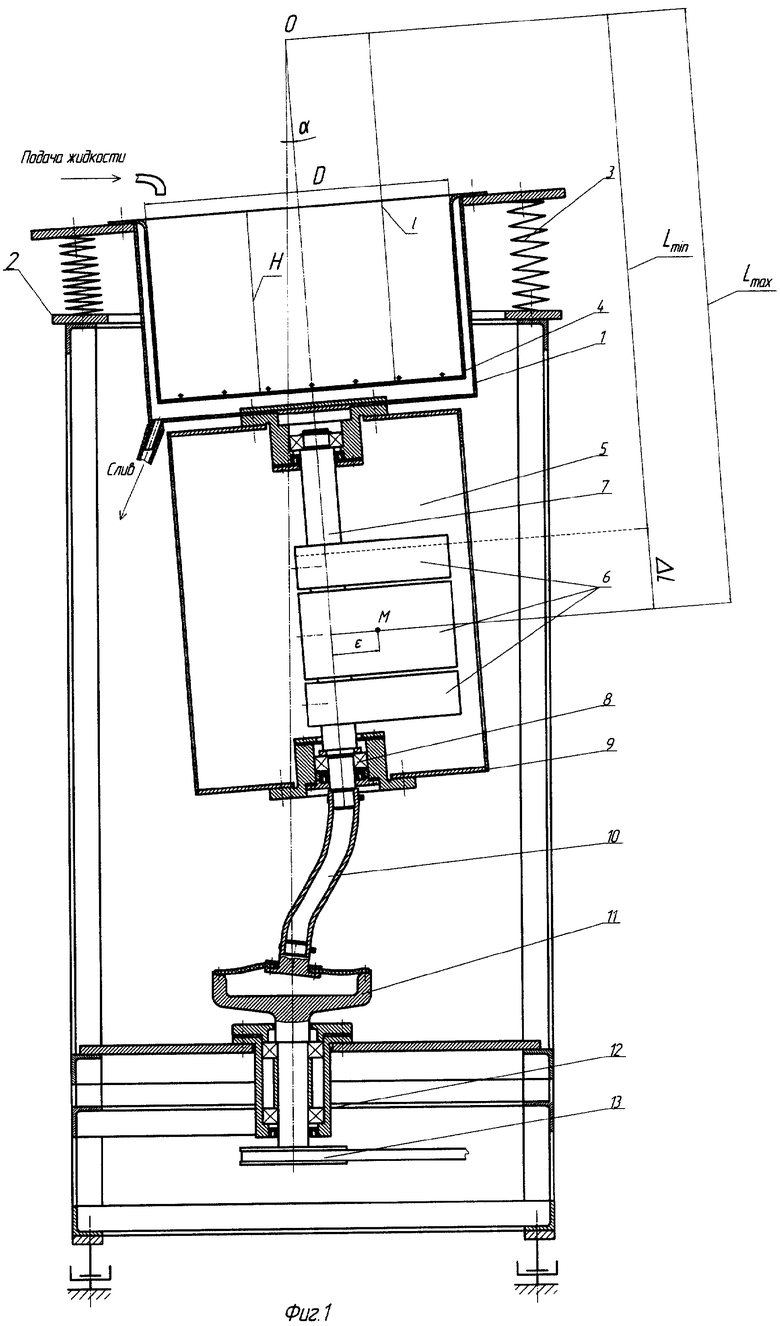
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 1998 |
|
RU2140841C1 |
| Способ отделочной обработки деталей и устройство для его осуществления | 1989 |
|
SU1715560A1 |
| DE 3711944 A, 20.10.1988. | |||

