Изобретение относится к технологии механической обработки, а именно к отделочно-зачистной обработке деталей свободным абразивом, и может быть использовано в различных отраслях машиностроения и приборостроения.
Устройство предназначено для окончательной обработки мелких (в основном штампованных) деталей практически любой конфигурации. Обработка происходит за счет микрорезания и истирания, возникающих при взаимодействии абразивных частиц с деталями.
Ближайшим техническим решением по технической сути и достигаемому результату является способ и устройство для отделочной обработки деталей, рабочая камера которого совершает колебания по закону конического маятника (авт. свид. СССР 1715560, Кл. B24B 31/027. Способ отделочной обработки и устройство для его осуществления /А.П.Сергиев и др./ Опубл. БИ №8, 1992), принятое в качестве прототипа.
Известное устройство содержит вращающуюся посредством привода рабочую камеру, с возможностью изменения величины амплитуды А в интервале от 0 до 65 мм, посредством перемещения ползуна по направляющей планке. От проворота камеру удерживает диафрагма. При работе устройства рабочая камера совершает колебания по закону конического маятника.
Недостатками устройства являются:
- отсутствие процесса непрерывной (или периодической) промывки, что приводит к засаливанию абразивных гранул с образованием глиноподобной суспензии большой вязкости, демпфирующей контактные взаимодействия единичных абразивных зерен с обрабатываемой поверхностью, и значительному снижению интенсивности процесса микрорезания.
- работа устройства осуществляется в одном режиме в течение всего цикла обработки деталей;
- для перехода от предварительного шлифования к чистовому (тонкому) или полированию необходимо перестраивать установку на другой режим.
- невозможность раздельного регулирования величины амплитуды колебаний А рабочей камеры и угла наклона оси рабочей камеры а.
Задача изобретения - создать устройство, снабженное системой периодической промывки, обеспечивающее интенсификацию процесса, за счет многократного увеличения контактного взаимодействия абразивного зерна в зоне обработки с обрабатываемой поверхностью деталей, обеспечить более широкие технологические возможности обработки за счет независимого изменения угла наклона а и амплитуды колебания камеры А, а также благодаря реверсу производить последовательно черновую и чистовую обработки за один цикл обработки деталей.
Цикл обработки состоит из трех фаз. Во время первой фазы производится загрузка обрабатываемых деталей, абразивных гранул и производится черновая обработка на большой амплитуде Аmax при заданном угле наклона а. Во второй фазе производится остановка рабочей камеры и проведение промывки технологической загрузки водным раствором, циркулирующим по замкнутой системе. Если исходное состояние поверхности требует увеличенного технологического времени чернового шлифования, то промывка осуществляется при периодической остановке устройства от реле времени без реверсирования необходимое количество раз до завершения второй фазы цикла. Третья фаза - включение реверса, при этом конструкция привода обеспечивает перевод оси вращения камеры в режим проведения чистовой обработки с минимальной амплитудой Amin. После завершения обработки производится окончательная промывка и выгрузка технологической загрузки на разделительное устройство. Отсепарированные детали подвергаются сушке и складированию.
Техническим результатом является интенсификация процесса и осуществление последовательной черновой и чистовой (тонкой) обработки за один технологический цикл при одновременном уменьшении технологического времени обработки, повышение производительности, улучшение качества поверхности и снижение величины шероховатости.
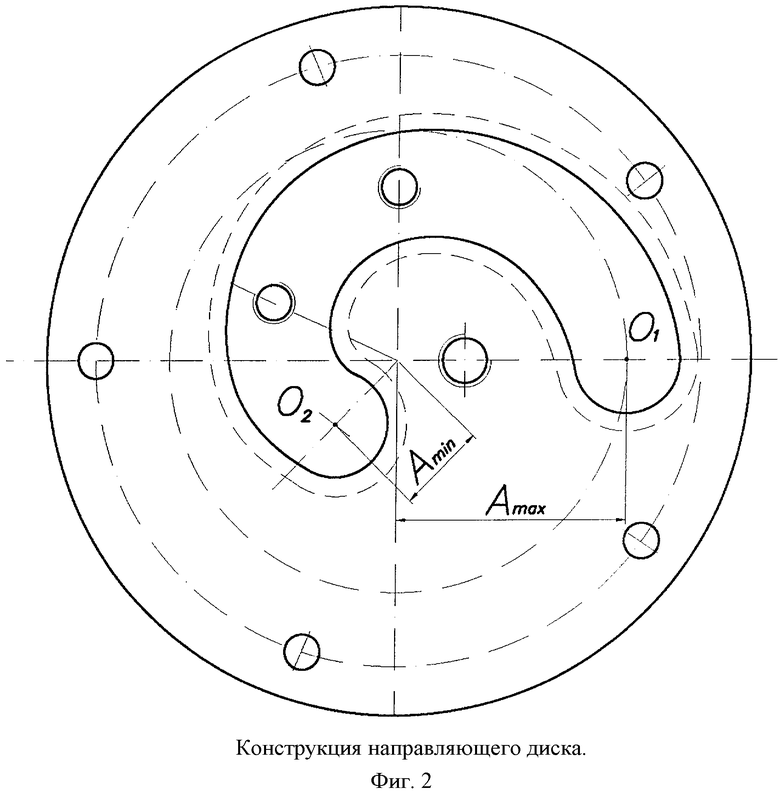
Указанный технический результат достигается тем, что устройство оснащено системой периодической промывки, заключающейся в подаче жидкой фазы рабочей среды через расположенные в верхней части шланг и трубку и отводе продуктов истирания абразивных гранул и элементарных частиц обрабатываемого материала из рабочей камеры во время цикла промывки. Также устройство позволяет, благодаря конструкции направляющего диска (фиг.2) и ползуна, производить черновую обработку при прямом ходе и осуществлять чистовую обработку при реверсивном движении. Конструкция устройства позволяет независимо друг от друга: менять величину амплитуды колебания А рабочей камеры и угол наклона оси рабочей камеры а, обеспечивая широкий диапазон режимов обработки деталей, от черновой обработки до тонкой.
На фиг.1 изображена принципиальная схема пространственной вибромашины, производящей абразивно-жидкостную обработку деталей в рабочей камере, совершающей колебания по закону конического маятника.
Устройство имеет съемную рабочую камеру 1, жестко закрепленную на поддоне 2 с центральным валом 3 с отверстием для слива жидкой фазы. Камера 1 имеет крышку 13, выполненную закругленной, во избежание выплескивания рабочей жидкости и случайного выброса абразивных гранул и обрабатываемых деталей во время пуска установки. Крышка 13 также способствует перемешиванию технологической среды. Центральный вал 3 установлен в корпус 4. Вал 3 свободно проворачивается относительно оси корпуса благодаря подшипникам качения 5. Корпус 4 шарнирно крепится к ползуну 6. Ползун имеет возможность перемещения по траектории спирального паза, находящегося на направляющем диске 7 со ступицей, меняя величину амплитуды А в интервале от 25 до 65 мм (возможны конструкции, позволяющие менять величину амплитуды А в интервале от 0 до 65 мм). К ступице крепится подвижный регулируемый противовес 8. Ступице через вал 9 передается вращение от приводного шкива и ременную передачу 10 от электродвигателя с бесступенчатым регулированием частоты вращения (на схеме не показан). Вал 9 крепится в подшипниковом узле 11, смонтированном в плите корпуса 12. Камеру 1 удерживают прихваты 14, закрепленные к стойкам 15, жестко соединенным с поддоном 2. При вращении вала 9 центр дна рабочей камеры совершает прецессионное движение, проворачиваясь относительно оси вала 9. Для исключения угловых перемещений (вращения) камеру удерживают упругие элементы 16 (4 U-образных рессоры), совершающие изгибные деформации, не ограничивая перемещение камеры в радиальном направлении. Величину угла наклона оси рабочей камеры а (а<10°) можно регулировать за счет изменения положения корпуса 4 относительно ползуна 6, т.е. изменять предельные значения Аmax и Amin, что в итоге обеспечивает рабочей камере траекторию перемещения по закону конического маятника. Циркуляция жидкой фазы рабочей среды осуществляется через ее подачу через трубку 17 и слив через поддон 2, полый центральный вал 3, трубку 18, отверстия в ступице направляющего диска 7 и вала 9. Отработанная жидкая фаза сливается в емкость, например в трехсекционный отстойник (на схеме не показано), и снова подается насосом через трубку 17 в рабочую камеру 1.
Устройство работает следующим образом.
В рабочую камеру 1 загружают обрабатываемые детали и абразивный материал (зерно или гранулы), заполняя 70% ее объема. Рабочую камеру закрепляют прихватами 14 к стойкам 15, что позволяет производить визуальное наблюдение за процессом. Начинается подача определенной дозы жидкой фазы рабочей среды (обычно это 2-процентный раствор кальцинированной соды) через трубку 17. Включают вращение двигателя, который через клиноременную передачу передает крутящий момент на вал 9, жестко соединенный через ступицу с направляющим диском 7. Ползун вместе с рабочей камерой по спиральному пазу, расположенному в направляющем диске (фиг.2), благодаря силе инерции перемещается в точку O1, обеспечивая черновую обработку с амплитудой колебаний Аmах. Рабочая камера совершает колебания по закону конического маятника. При интенсивных режимах обработки центробежные силы могут оказаться больше избыточного давления в поддоне 2, что не позволяет вытекать жидкости из отверстия, расположенного в полой оси вала 3, поэтому в устройстве предусмотрен реверсивный режим работы, с регулируемым интервалом между включением реверса, за который происходит промывка технологической загрузки. В течение нескольких минут происходит черновая обработка, после чего привод выключают и после остановки вращения камеры производится промывка технологической загрузки. В результате чего жидкость с продуктами износа и частицами металла вытекает из рабочей камеры через отверстия, расположенные внизу камеры (см. узел П), затем, стекая по кожуху 2, попадает в полый вал 3.
Далее по гибкому шлангу 18 жидкость попадает в центральное отверстие приводного вала и сливается в емкость, расположенную в полой части рамы (на схеме не показано). Технологическое время выполнения чернового шлифования зависит от состояния исходной и требуемой шероховатости поверхности, а также от материала детали и может изменяться от 1-2 до 15-20 минут. В этом случае происходит остановка камеры через заданные технологической картой интервалы (по таймеру), происходит промывка, но реверс не включается пока не закончится время чернового шлифования. По истечении времени чернового шлифования включают вращение двигателя в противоположную сторону (включают реверс) и одновременно заливают определенную дозу жидкой фазы. Ползун вместе с рабочей камерой по спиральному пазу, расположенному в направляющем диске, благодаря силе инерции перемещается в точку О2, обеспечивая чистовую обработку с амплитудой колебаний Аmin. Величина амплитуды при перемещении по спиральному пазу может регулироваться ограничительными винтами (не показано).
Частота вращения для чистовой и черновой обработок зависит от выбора режимов обработки и регулируется частотным преобразователем или устанавливается сменными шкивами. Реверс одновременно способствует интенсивному перемешиванию деталей и абразивной среды, препятствуя расфракционированию технологической загрузки. Для уравновешивания установки во время работы имеется регулируемый противовес 8. Время периодических промывок и окончания цикла устанавливается таймером в соответствии с технологическим режимом (по технологической карте). По окончании цикла обработанные детали выгружаются из камеры, промываются, сушатся и складируются и цикл работы устройства повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2330752C2 |
| УСТРОЙСТВО ЦЕНТРОБЕЖНО-ПЛАНЕТАРНОЕ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2333825C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2356720C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 1998 |
|
RU2140841C1 |
| Способ отделочной обработки деталей и устройство для его осуществления | 1989 |
|
SU1715560A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2001 |
|
RU2212309C2 |
| Устройство для центробежно-планетарной абразивной обработки деталей | 1987 |
|
SU1509234A1 |
| УСТРОЙСТВО ДЛЯ РЕВЕРСИВНОЙ ВЫРУБКИ ШАЙБЫ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2399451C2 |
| АЛМАЗНО-АБРАЗИВНЫЙ КРУГ С КОМБИНИРОВАННОЙ ЗЕРНИСТОСТЬЮ | 2008 |
|
RU2358853C1 |
| Устройство для вибрационной обработки | 1986 |
|
SU1362607A1 |
Изобретение относится к области машиностроения и может быть использовано для отделочной обработки деталей в жидкостно-абразивных средах. На корпусе устройства установлена рабочая камера посредством расположенных в ее верхней части упругих элементов, которая связана с возможностью совершения колебаний по закону конического маятника с направляющим диском, соединенным с валом привода. Рабочая камера выполнена с отверстиями в ее нижней части и снабжена поддоном, полым центральным валом и трубопроводом для удаления из нее отработанной жидкости через полый вал привода. Корпус полого центрального вала шарнирно связан с ползуном. Направляющий диск выполнен с возможностью реверсивного вращения для обеспечения черновой и чистовой обработки, а ползун с рабочей камерой - с возможностью перемещения от направляющего диска. В результате интенсифицируется процесс обработки за счет последовательного выполнения черновой и чистовой обработки за одну технологическую операцию, а также повышаются производительность и качество обработки. 2 н.п. ф-лы, 2 ил.
1. Устройство для абразивно-жидкостной обработки деталей, содержащее рабочую камеру, установленную на корпусе посредством расположенных в ее верхней части упругих элементов и связанную с обеспечением колебаний по закону конического маятника с направляющим диском, соединенным с валом привода, отличающееся тем, что рабочая камера выполнена с отверстиями в ее нижней части и снабжена поддоном, полым центральным валом, трубопроводом для удаления из нее отработанной жидкости через полый вал привода и ползуном, при этом направляющий диск выполнен с возможностью реверсивного вращения для обеспечения черновой и чистовой обработки, а ползун с рабочей камерой - с возможностью перемещения от направляющего диска.
2. Устройство по п.1, отличающееся тем, что направляющий диск выполнен со спиральным пазом для перемещения ползуна с камерой и с возможностью регулирования амплитуды колебаний рабочей камеры.
3. Устройство по п.1, отличающееся тем, что корпус центрального вала шарнирно соединен с ползуном с возможностью регулирования угла наклона оси рабочей камеры независимо от регулирования величины амплитуды ее колебаний.
| Способ отделочной обработки деталей и устройство для его осуществления | 1989 |
|
SU1715560A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2330752C2 |
| Устройство для галтовки деталей | 1979 |
|
SU812535A1 |
| БОКОВОЙ ПОРУЧЕНЬ КРОВАТИ | 2013 |
|
RU2602055C2 |

