Изобретение относится к оборудованию для сборки покрышек тшевматических шин с ради альным расположением нитей корда в каркасе и может найти применение в шинной дромьпяпенности при-производстве радиальных шин..
Известен агрегат для сборки радиальных- . покрьпиек, содержащий расположенные соосно, по одной линии, сборочно-формуюидай барабан и барабан для изготовления брекерного браслета, связанные между собой устройством для переноса каркасного браслета 1
Недостатком данного агрегата является то, что процесс съема собранной покрышки с формующего барабана является чисто ручной операцией. Компоновочная схема агрегата в одну линию не позволяет автоматизировать эту ручную операцию, из-за чего снижается производительность и ухудшаются условия труда сборщика.
Известен агрегат для сборки радиальных покрьпиек, содержащий станок для сборки каркасов покрышек, расположенные перпендикулярно его продольной оси станок дйя
формования каркаса и окончательной сборки покрыщек и барабан для сборки брекерных браслетов, установленное на связьшающей бабки станков направляющей устройство для передачи каркаса со сборочного барабана на, формующий; 2.
В этом устройстве бабка станка для формования и окончательной сборки покрыщек вьшолненаповоротной относительно вертикальной оси для установки формующего барабана в соосное со сборочным барабаном станка для сборки каркасов покрыщек положение при приеме, каркаса и снабжена приводом поворота. Это усложняет конструкцию агрегата и снижает его надежность, так как не всегда удается точно соблюсти соосность формующего и сборочного барабанов.
Целью настоящего изобретения является упрощение конструкции агрегата и повышение надежности его работы.
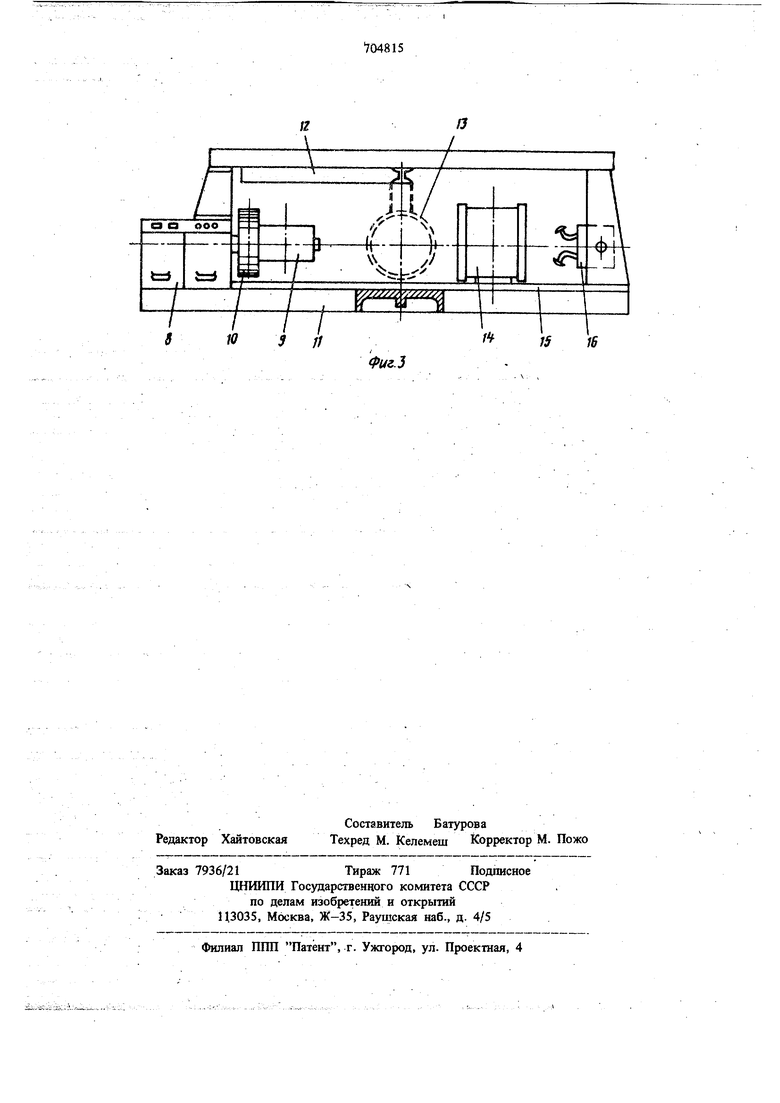
Поставленная цель достигается тем, что бабка станка для формования каркасов и окончательной сборки покрыщек установлена стационарно, а связывающая бабки станков направяякзщая выполнена в виде дугообразного монорельса. Для обеснечения возможности механизации процесса съема собранных покрышек, барабан для сборки брекерных браслетов смонтирован на бабке станка для формования каркасов и окончательной сборки покрышек. На фиг. 1, изображен описываемый агрегат (вид в плане), на фиг. 2 - вид А на фиг. 1 на фиг. 3 - вид Б на фиг. 1. Агрегат содержит станок 1 для сборки кар касов покрышек и расположенные перпендикулярно его продольной оси станок 2 для формования каркасов и окончательной сборки покрышек. Станок 1 содержит бабку 3 со сборочным барабанам 4, смонтированную на раме 5, и расположенные на последней шаблоны 6 и 7 дляпосадки бортовых крыльев, систему авто матики и управления la чертежах не показана) . Станок 2 содержит бабку 8 с формующим барабаном 9 и барабаном 10 для сборки брекерного браслета, стационарно установленную на раме 11. Агрегат содержит также установленное на связывающей бабки 3 и 8 станков направляющей 12 устройство 13 для передачи каркаса со сборочного барабана 4 на формующий барабан 9. Направляю1чая 12 выполнена в виде дугоооразногб монорельса. На раме 11 станка 2 соосно с формующим барабаном установлено устройство 14 для пер носа брекерного браслета с барабана 10 на формующий барабан 9, опрессовки и съема собранной покрыижи. Устройство 14 подвижно по расположенной на раме 9 направляющей 15. Соосно с формующим барабаном на раме П установлено также устройство 16 для приема снятой покрышки. Работает агрегат следующим образом. На станке 1 собирается каркас покрышки, затем шаблон 7 отводится в крайнее нерабочее пдложение (на фиг. 1 показано пункти ром), а устройство 13 перемещается к сбороч ному барабану 4, захватавает находящийся на нем собранный каркас и возврай1ается в исходное положение, из которого по сигналу системы автоматически перемещается по моно рельсу 12 до станка 2, где устанавливается концентрично формующему барабану 9. Каркас принимается последним и фиксируется, а устройство 13 отводится в исходное положение и подготавливается для захвата следующе го каркаса с барабана 4. . После чего на станке 2 формуется каркас покрышки и завершаются обычным извейтным 154 образом see операции по ее окончательной сборке (накладывается брекер, протектор и тд.). Затем устройство 14 подводится к барабану 9, собранная покрышка опрессовывается и этим же устройством снимается с формующего барабана 9 и .переносится на устройство 16. Последнее своими захватами фиксирует покрышку по внутренней поверхности, а устройство 14 возвращается в свое исходное положенне. Собранная покрышка устройством 16 подается на транспортнзто систему цеха (на чертежах не показана) для вулканизации. Цикл функционирования агрегата повторяется. В данном агрегате устройство 13 для переноса каркаса покрыпжи и устройство 14 для опрессовки к съема собранной покрышки с того же барабана 9 работает независимо, что позволяет полностью автоматизировать весь цикл сборки и формования покрьшпси и исключить трудоемкую операцию по ручному съему со станка собранных покрышек, вес которых может достигать весьма болыш1х значений (например, грузовая радиальная покрышкавесит 60-75 кг)- Одновременно с зтим агрегат может устройством 16 автоматически передавать собранную покрышку на транспортную систему цеха для вулканизации. Формула изобретения. Агрегат для сборки радиальных покрышек, содержащий станок для сборки каркасов покрышек, расположенные перпендикулярно его продольной оси станок д;1я формования карквасов и окончательной сборки покрышек и барабан для сборки брекерных браслетов, ус1;ановленное на связывающей бабки станков направляющей устройство для передачи каркаса со сборочного барабана на формзтощий, отличающийся тем, «гго, с целью упрощения конструкции агрегата и повышения надежности его работы, бабка станка для формования каркасов и окончательной сборки покрышек установлена стационарно, а связШающая бабки станков направляющая вьшолнена в виде дугообразного монорельса. 2. Агрегат по п. 1, о т л и ч а ю щ и йс я тем, что, с целью обеспечения возможности механизации процесса съема собранных покрьплек, барабан для сборки брекерных браслетов сйонтйрован на бабке станка для формования каркасов и окончательной сборки покрышек. Источники информаОДи, принятые во внимание при экспертизе 1. Патент США N 3475254, кл. 156-401, опублик. 1969. 2. Заявка Франции № 2190602, кл. В 29 Н 17/00. опублик. 1974 (прототип).
3
fj
8 11
r
22fi a C3
Ц
/
I f
7t
Фиг.2 У 11
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2039656C1 |
| Станок для сборки покрышек пневматических шин | 1989 |
|
SU1703489A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| СТАНОК ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2002 |
|
RU2236351C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И СЪЕМА ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ И ЕЕ СОСТАВНЫХ ЧАСТЕЙ | 1999 |
|
RU2174913C2 |
| Агрегат для сборки радиальных покрышек | 1977 |
|
SU682389A1 |
| Агрегат для сборки покрышек пневматических шин | 1986 |
|
SU1361014A1 |
| Установка для изготовления покрышек пневматических шин | 1990 |
|
SU1766702A1 |
| Станок для сборки радиальных покрышек пневматических шин | 1977 |
|
SU743897A1 |
| Станок для сборки покрышек пневматических шин | 1989 |
|
SU1720888A1 |