Изобретение относится к производству фарфоро-фаянсовых изделий.
Известна линия формовки и сушки фарфоро-фаянсовых изделий, содержащая формующий агрегат и конвейерное сушило первой стадии, связанные цепным замкнутым контуром, сушило второй стадии с цепным замкнутым контуром, установленный между сушилами вакуумный переставитель и механизм снятия высушенных изделий из сушила второй стадии.
Недостатки известной линии заключаются в том, что движение механизмов формовки и подачи изделий в сушило I стадии, затем II стадии, носят прерывистый характер, в связи с чем и в сушилах конвейеры движутся прерывисто. В результате имеет место нестабильный режим сушки, из-за множества остановок часто выходят из строя механизмы перемещения изделий, особенно в сушилах. Остановка их вызывает остановку всей линии.
Техническим результатом изобретения является преобразование циклического движения механизмов перемещения изделий в непрерывное и наоборот на стадиях формовки и двух стадий сушки.
Указанный технический результат заключается в том, что в линии формовки и сушки фарфоро-фаянсовых изделий, содержащей формующий агрегат и конвейерное сушило первой стадии, связанные цепным замкнутым контуром, сушило второй стадии с цепным замкнутым контуром, установленный между сушилами вакуумный переставитель и механизм снятия высушенных изделий из сушила второй стадии, согласно изобретению, цепные контуры перед участками загрузки сушил снабжены преобразующими механизмами, выполненными в виде двух оборотных станций с жестко соединенными между собой осями, установленными в вертикальных направляющих.
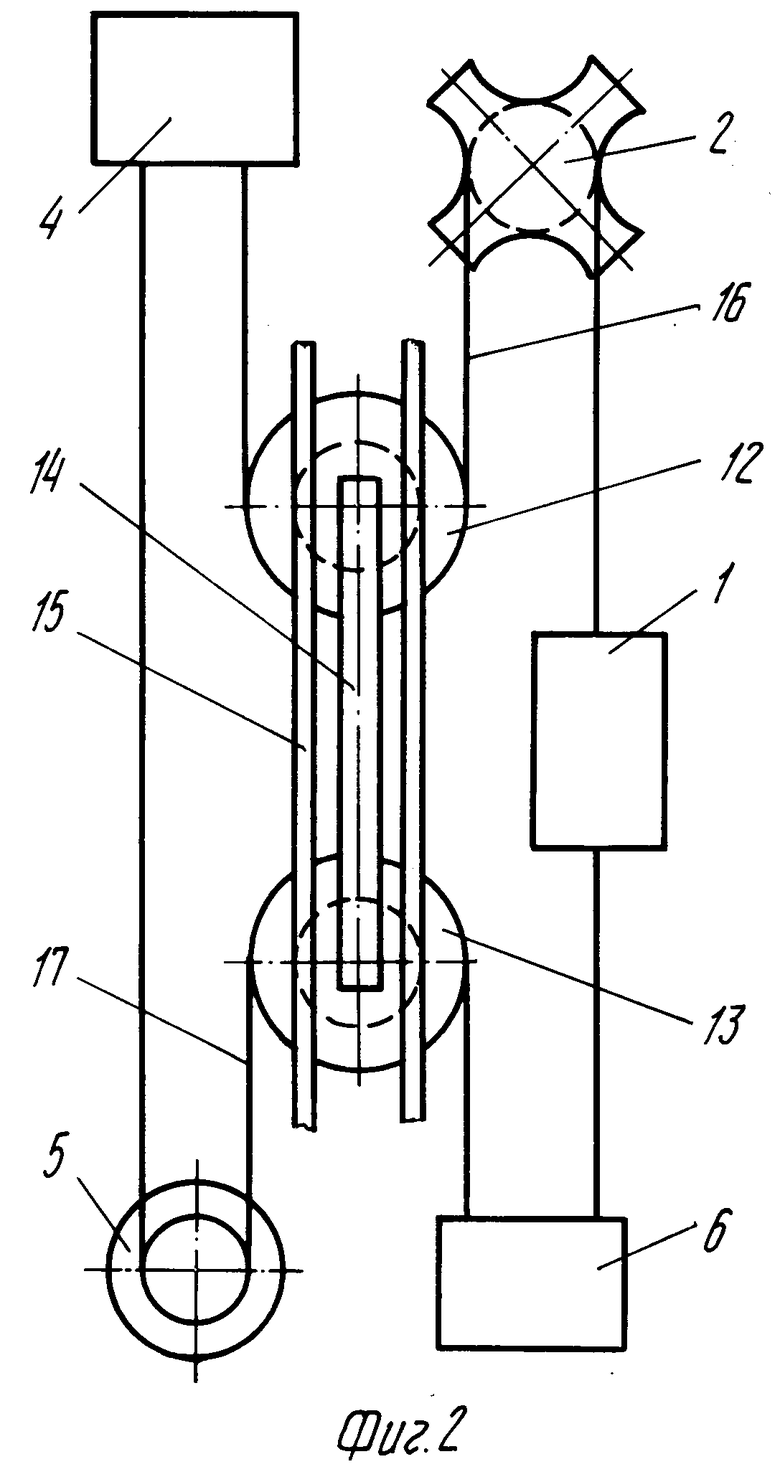
На фиг. 1 показана линия формовки и сушки фарфоро-фаянсовых изделий; на фиг. 2 первый преобразующий механизм; на фиг. 3 второй преобразующий механизм.
Линия содержит формующий агрегат 1, соединенный с мальтийским механизмом 2, который в свою очередь соединен с первым преобразующим механизмом 3 и через него с сушилом первой стадии 4. Сушило 4 соединено с приводной станцией 5, соединенной с преобразующим механизмом 3. Механизм 3 соединен с участком 6 вакуумного переставителя 7, и цепь замыкается с формующим агрегатом 1. Между участком 6 (I стадия) и участком 8 (II стадия) находится сам вакуумный переставитель 7, имеющий отдельный привод.
Привод всей линии централизован, осуществляется от одного общего электродвигателя с тремя редукторами. Цикличность движения цепи на формующем агрегате 1 и на участках 6 и 8 вакуумного переставителя 7 обеспечивается одним мальтийским механизмом.
Участок 8 переставителя 7 соединен преобразующим механизмом 9 с сушилом второй стадии 10, которое соединено с приводной станцией 11. Приводная станция 11 соединена с преобразующим механизмом 9 и замыкает цепь с участком 6 вакуумного переставителя.
Преобразующий механизм 3 выполнен из верхней 12 и нижней 13 оборотных станций, соединенных жесткой связью 14, и в таком виде неподвижно установлены в вертикальных направляющих 15. Участок цепи 16 верхней оборотной станции 12 одним концом соединен с мальтийским механизмом 2, а другим концом сушилом первой стадии 4. Участок цепи 17 нижней оборотной станции 13 одним концом соединен с приводной станцией 5, а другим с участком 6 вакуумного переставителя. Участок 6 соединен с формующим агрегатом.
Преобразующий механизм 9 состоит из верхней 18 и нижней 19 оборотных станций, соединенных жесткой связью 20. Он установлен аналогично преобразующему механизму 3 в направляющих 15. Участок цепи 21 верхней станции 18 соединен с участком 8 вакуумного переставителя и с сушилом второй стадии 10. Участок цепи 22 нижней оборотной станции 19 соединен с приводной станцией 11 и с участком 8 вакуумного переставителя.
Работа линии.
I стадия формования и сушки изделий.
На формующем агрегате 1 формуются тарелки на формах, находящихся на люльках, движущихся циклически с помощью мальтийского механизма 2. Механизм 3 преобразует циклическое движение участка цепи 16 в непрерывное и люльки с отформованными изделиями непрерывно поступают через верхнюю оборотную станцию 12 в сушило первой стадии 4, в котором перемещаются непрерывно с помощью приводной станции 5. Из сушила 4 люльки через нижнюю оборотную станцию 13 преобразующего механизма 3 поступают по цепи 17 на участок 6 вакуум-механического переставителя. При этом непрерывное движение преобразуется в циклическое за счет взаимодействия участка 6 с мальтийским механизмом 2. Механический переставитель 8 снимает частично высушенные изделия с форм, остающихся на люльках, и переставляет изделия на люльки (без форм) участка 8 вакуумного переставителя. А люльки с формами без изделий поступают в формующий агрегат 1 для последующей загрузки и повторения цикла первой стадии сушки.
II стадия сушки и съема высушенных изделий.
На участке 8 вакуумного переставителя цепь 21 движется циклически при помощи мальтийского механизма 2. Верхняя оборотная станция 18 преобразующего механизма 9 преобразует циклическое движение в непрерывное, и люльки с изделиями поступают в сушило второй стадии 4, в котором непрерывное их движение осуществляется с помощью приводной станции 1. На выходе из сушила 10 высушенные изделия снимают с люлек, свободные люльки поступают по цепи 22 на участок 8 вакуумного переставителя для повторного цикла. Нижняя оборотная станция 19 преобразующего механизма 9 преобразует непрерывное движение цепи 22 в циклическое.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ | 2002 |
|
RU2281856C2 |
| Устройство для сушки полых фарфоровых (фаянсовых) изделий | 1961 |
|
SU150423A1 |
| Установка для изготовления керамических изделий методом литья | 1980 |
|
SU950531A1 |
| Линия для изготовления полых керамических изделий методом литья | 1986 |
|
SU1418041A1 |
| Установка для изготовления керамических изделий | 1985 |
|
SU1286414A1 |
| УСТРОЙСТВО ДЛЯ СУШКИ ЭЛЕКТРОДОВ СВИНЦОВЫХ АККУМУЛЯТОРНЫХ БАТАРЕЙ | 1996 |
|
RU2130218C1 |
| Туннельная многоярусная печь | 1976 |
|
SU657225A1 |
| Установка для изготовления полых фарфоровых и фаянсовых изделий | 1961 |
|
SU151239A1 |
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ КАОЛИНА | 2000 |
|
RU2179898C2 |
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ КАОЛИНА | 2000 |
|
RU2187387C1 |

Изобретение относится к производству фарфорофаянсовых изделий. Сущность изобретения: линия содержит формирующий агрегат 1, соединенный с мальтийским механизмом 2, обеспечивающим цикличность перемещения люлек при формовке. Для преобразования циклического движения люлек в непрерывное при их подаче в сушило первой стадии 4 установлен преобразующий механизм 3, состоящий из двух оборотных станций: верхней и нижней, оси которых жестко соединены между собой и в таком виде установлены в вертикальных направляющих. На выходе из сушила 4 люлькам вновь сообщается механизмом 3 циклическое движение для работы вакуумного переставителя 7. Последний снимает изделия с форм и переставляет их на люльки, поступающие в сушило 10 второй стадии. При этом прерывистое движение вновь преобразуется в непрерывное с помощью преобразующего механизма 9, выполненного аналогично механизму 3. После сушила 10 высушинные изделия снимают с люлек. 3 ил.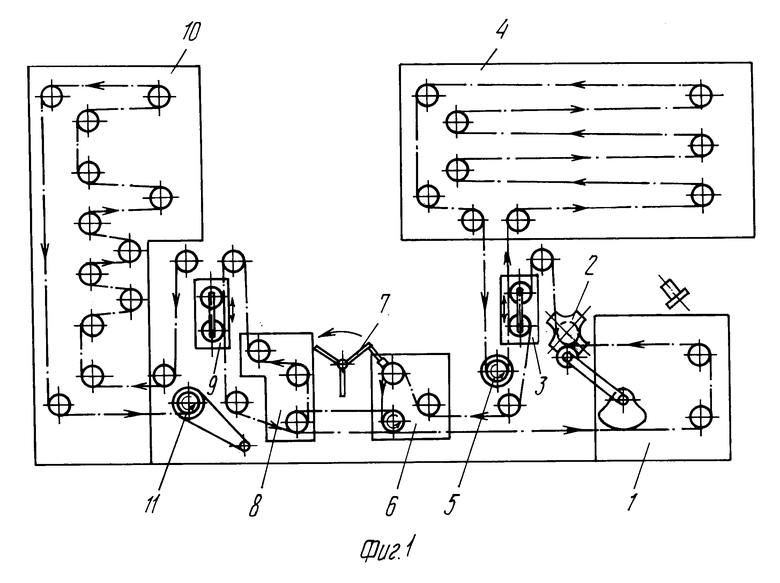
ЛИНИЯ ФОРМОВКИ И СУШКИ ФАРФОРО-ФАЯНСОВЫХ ИЗДЕЛИЙ, содержащая формующий агрегат и конвейерное сушило первой стадии, связанные цепным замкнутым контуром, сушило второй стадии с цепным замкнутым контуром, установленный между сушилами вакуумный переставитель и механизм снятия высушенных изделий из сушила второй стадии, отличающаяся тем, что цепные контуры перед участками загрузки сушил снабжены преобразующими механизмами, выполненными в виде двух оборотных станций с жестко соединенными между собой осями, установленными в вертикальных направляющих.
