боковых направляющих 11 конвейера 1, а вилки 10 цепей конвейера 1 охватывают передние оси каждой люльки по ходу движения. На вертикальном конвейере 2 люльки 5 подвешены своими захватами 30 на пальцах 16 конвейера 2 с шагом люлек, при этом вертикальные ряды люлек опираются своими катками на вертикальные подвижные планки 17. Шликер из дозатора 7 заливается в литейные формы 6, установленные в люльках 5, затем горизонтальный конвейер 1 йеремещает люльки, размещенные на нем, на один шаг. При дальнейшем перемещении конвейера 1 от дозатора 7 к торцу транс1
Изобретение относится к производству керамических изделий, например хозяйственного фарфора, методом литья и может быть использовано в производстве стройфарфора.
Целью изобретения является повьше- ние надежности установки.
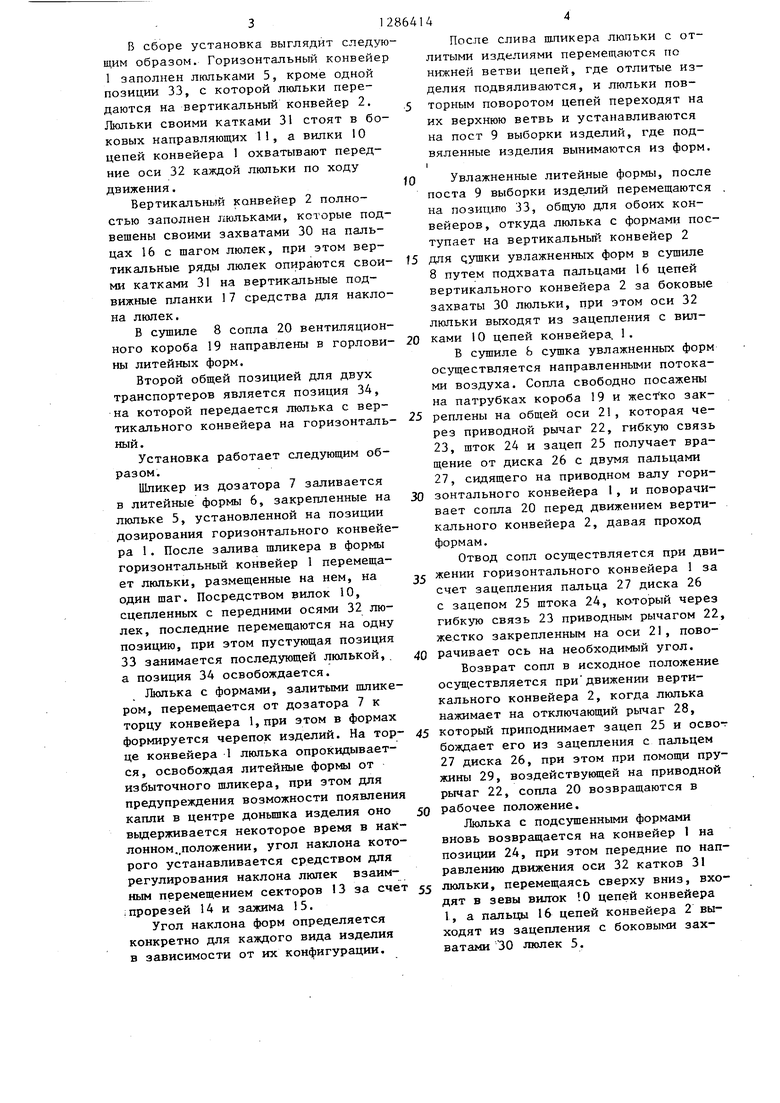
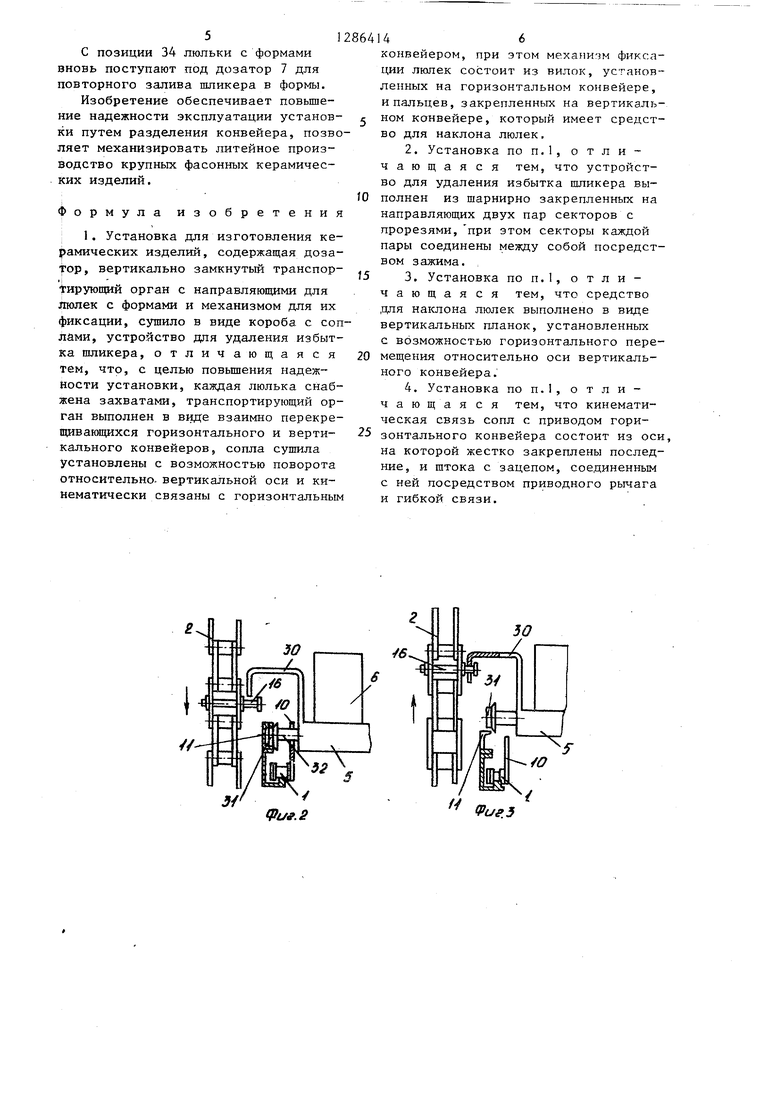
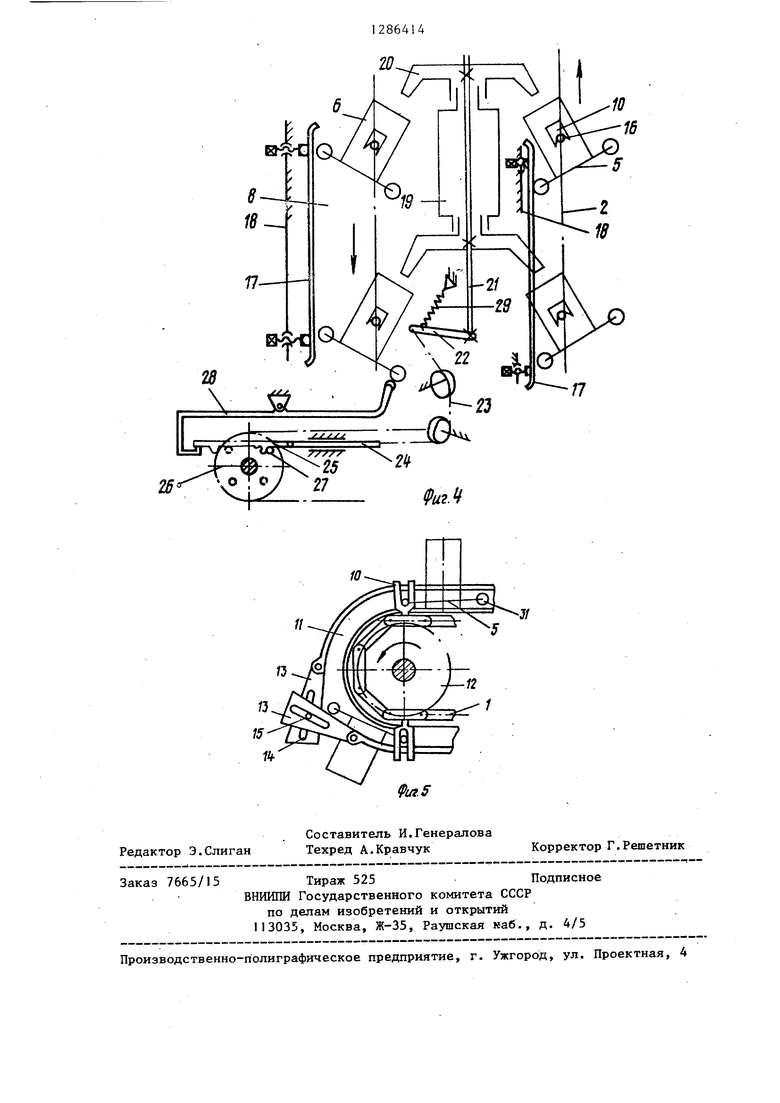
На фиг.1 изображена установка, общий вид; на фиг.2 - узел сцепления люльки с горизонтальным транспортером; на фиг.З - то же, с вертикальным транспортером; на фиг.ч - схема привода поворотных сопл; на фиг.З - средство |Дя регулирования наклона люлек при сливе щликера из форм.
Установка содержит вертикально замкнутый транспортирующий орган, состоящий из горизонтального цепного конвейера 1 и вертикального цепного конвейера 2 с приводами 3 и 4 соответственно. На цепях конвейеров и 2 установлены люльки 5 с литейными формами 6. В установке имеются также дозатор 7, сушило 8, расположенное внутри вертикального конвейера 2, и пост 9 выборки отлитых изделий из форм.
На цепи горизонтального конвейера 1 (фиг.2 и 3) жестко закреплены ВИЛКИ1 10, а сам конвейер снабжен боковыми направляющими 11, закрепленными на основании и имеющими профиль швеллера, и звездочками 12.
портера в формах 6 формируется черепок изделий. На торце конвейера 1 люлька опрокидывается, освобождая литейные формы от избыточного шликера, выдерживается некоторое время в наклонном положении, затем перемещается по нижней ветви цепи, где отлитые изделия подвяливаются, и на посту 9 выборки готовые изделия вынимаются из форм. Увлажненные литейные формы попадйют на позицию 33, общую для обоих конвейеров, откуда переходят на вертикальный конвейер 2, подхваченные его пальцами 16 на захваты 30 люлек, где происходит сушка форм. 3 3.п. ф-лы, 5 ил.
На направляющих 11 установлено устройство для удаления избытка шликера из форм, состоящее из двух.шар- нирно прикрепленных к боковым направ- ляющим 11 секторов 13 с прорезями 14 и общим зажимом 15 для обеспечения возможности перемещения секторов относительно друг друга.
На цепи вертикального конвейера 2 установлены пальцы 16, а сам конвейер снабжен средством наклона люлек, представляющим собой вертикальные подвижные планки 17, прикрепленные к каркасу 18 с возможностью изменения расстояния между ними и цепями конвейера 2 посредством винтовых пар.
Внутри вертикального конвейера 2 расположено сушило 8 с вентиляционным коробом 19, снабженньм поворотными соплами 20, жестко закрепленны- на оси 21 с приводным рычагом 22 для их одновременного поворота пос- редством привода, состоящего из гибкой связи 23, штока 24, зацепа 25, шарнирно прикрепленного к штоку 24, диска 26 с пальцами 27, сидящего на приводном валу горизонтального кон- вейера 1, отключающего рычага 28 и пружины 29 обратного хода.
Лольки 5 сйабжены боковыми захватами 30 и катками 3 , сидяприми на осях 32.
3
В сборе установка выглядит следущим образом. Горизонтальный конвейе 1 заполнен люльками 5, кроме одной позиции 33, с которой люльки передаются на вертикальный конвейер 2. Люльки своими катками 31 стоят в боковых направляющих 11, а вилки 10 цепей конвейера 1 охватывают передние оси 32 каждой люльки по ходу движения.
Вертикальный конвейер 2 полностью заполнен люльками, которые подвешены своими захватами 30 на пальцах 16 с шагом люлек, при этом вертикальные ряды люлек опираются своими катками 31 на вертикальные подвижные планки 17 средства для наклона люлек.
В сушиле 8 сопла 20 вентиляционного короба 19 направлены в горловины литейных форм.
Второй общей позицией для двух транспортеров является позиция 34, на которой передается люлька с вертикального конвейера на горизонтальный.
Установка работает следующим образом.
Шликер из дозатора 7 заливается в литейные формы 6, закрепленные на лкшьке 5, установленной на позиции дозирования горизонтального конвейера 1. После залива шликера в формы горизонтальный конвейер 1 перемещает люльки, размещенные на нем, на один шаг. Посредством вилок 10, сцепленных с передними осями 32 люлек, последние перемещаются на одну позицию, при этом пустующая позиция 33 занимается последующей люлькой,. а позиция 34 освобождается.
Люлька с формами, залитыми шликером, перемещается от дозатора 7 к торцу конвейера 1, при этом в формах формируется черепок изделий. На торце конвейера 1 люлька опрокидывает
ся , освобождая литейные формы от избыточного шликера, при этом для предупреждения возможности появления капли в центре доньш1ка изделия оно вьщерживается некоторое время в наклонном..положении, угол наклона которого устанавливается средством для регулирования наклона люлек взаимным перемещением секторов 13 за счет iпрорезей 14 и зажима 15.
Угол наклона форм определяется конкретно для каждого вида изделия в зависимости от их конфигурации.
После слива шликера люпьки с отлитыми изделиями перемещаются по нижней ветви цепей, где отлитые изделия подвяливаются, и люльки повторным поворотом цепей переходят на их верхнюю ветвь и устанавливаются на пост 9 выборки изделий, где подвяленные изделия вынимаются из форм.
Увлажненные литейные формы, после поста 9 выборки изделий перемещаются на позищпо 33, общую для обоих конвейеров, откуда люлька с формами поступает на вертикальный конвейер 2
для Qyшки увлажненных форм в сушиле 8 путем подхвата пальцами 16 цепей вертикального конвейера 2 за боковые захваты 30 люльки, при этом оси 32 люльки выходят из зацепления с вилками 10 цепей конвейера, 1 .
В сушиле Ь сушка увлажненных форм осуществляется направленными потоками воздуха. Сопла свободно посажены на патрубках короба 19 и жесТко закреплены на общей оси 21, которая через приводной рычаг 22, гибкую связь 23, шток 24 и зацеп 25 получает вращение от диска 26 с двумя пальцами 27, сидящего на приводном валу горизонтального конвейера 1, и поворачивает сопла 20 перед движением вертикального конвейера 2, давая проход формам.
Отвод сопл осуществляется при движении горизонтального конвейера 1 за счет зацепления пальца 27 диска 26 с зацепом 25 штока 24, который через гибкую связь 23 приводным рычагом 22, жестко закрепленным на оси 21, поворачивает ось на необходимый угол.
Возврат сопл в исходное положение осуществляется при движении вертикального конвейера 2, когда люлька нажимает на отключающий рычаг 28,
который приподнимает зацеп 25 и освот бождает его из зацепления с пальцем 27 диска 26, при этом при помощи пружины 29, воздействующей на приводной рычаг 22, сопла 20 возвращаются в
рабочее положение.
Люлька с подсушенными формами вновь возвращается на конвейер 1 на позиции 24, при этом передние по направлению движения оси 32 катков 31
люльки, перемещаясь сверху вниз, входят в зевы 10 цепей конвейера 1, а пальцы 16 цепей конвейера 2 выходят из зацепления с боковыми захватами 30 люлек 5.
512
С позиции 34 люльки с формами вновь поступают под дозатор 7 для повторного залива шликера в формы.
Изобретение обеспечивает повышение надежности эксплуатации установ- ки путем разделения конвейера, позволяет механизировать литейное производство крупньпс фасонных керамических изделий.
Формула изобретения
1. Установка для изготовления керамических изделий, содержащая доза- top, вертикально замкнутый транспор-
Тирующий орган с направляющими для люлек с формами и механизмом для их фиксации, сушило в виде короба с соплами, устройство для удаления избытка щликера, отличающаяся тем, что, с целью повьш1ения надежности установки, каждая люлька снабжена захватами, транспортирующий орган выполнен в виде взаимно перекрещивающихся горизонтального и верти- кального конвейеров, сопла сушила установлены с возможностью поворота относительно, вертикальной оси и кинематически связаны с горизонтальным
146
конвейером, при этом механизм фиксации люлек состоит из вилок, установленных на горизонтальном конвейере, и пальцев, закрепленных на вертикальном конвейере, который имеет средство для наклона люлек,
2.Установка по п.1, отличающаяся тем, что устройство для удаления избытка шликера выполнен из шарнирно закрепленных на направляющих двух пар секторов с прорезями, при этом секторы каждой пары соединены между собой посредством зажима.
3.Установка по п.1, отличающаяся тем, что средство ,цля наклона люлек выполнено в виде вертикальных планок, установленных
с возможностью горизонтального перемещения относительно оси вертикального конвейера.
4.Установка по п.I, отличающаяся тем, что кинематическая связь сопл с приводом горизонтального конвейера состоит из оси на которой жестко закреплены последние, и штока с зацепом, соединенным
с ней посредством приводного рычага и гибкой связи.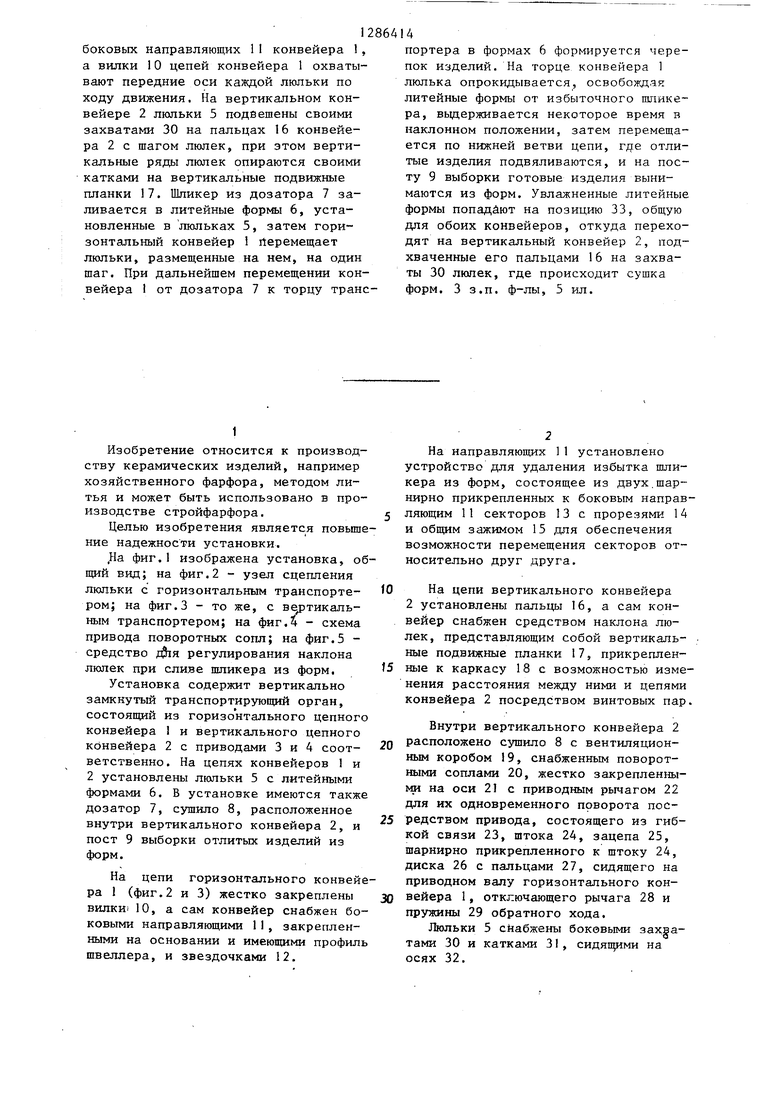
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ | 2002 |
|
RU2281856C2 |
| Установка для изготовления керамических изделий методом литья | 1980 |
|
SU950531A1 |
| Агрегат для изготовления керамических изделий методом литья | 1984 |
|
SU1229042A1 |
| Линия для изготовления полых керамических изделий методом литья | 1986 |
|
SU1418041A1 |
| ТЯГОВЫЙ ЭЛЕМЕНТ С ГРУЗОНОСИТЕЛЯМИ ДЛЯ ДВУХЦЕПНОГО ВЕРТИКАЛЬНО-ЗАМКНУТОГО КОНВЕЙЕРА | 2002 |
|
RU2280603C2 |
| Туннельная многоярусная печь | 1976 |
|
SU657225A1 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ОТЛИВИКИ И СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1946 |
|
SU69127A1 |
| Устройство для разгрузки отлитых изделий из литейных форм | 1986 |
|
SU1348180A1 |
| Агрегат для расстойки тестовых заготовок | 1978 |
|
SU768381A1 |
| Устройство для расстойки тестовых заготовок | 1983 |
|
SU1158142A1 |
Изобретение относится к производству керамических изделий, например хозяйственного фарфора методом литья, и позволяет повысить надежность установки путем разделения конвейеров. Установка содержит вертикально замкнутые взаимноперекрещи- вающиеся цепные конвейеры: горизонтальный 1 и вертикальный 2 с приводами 3 и 4, заполненные люльками 5, которые своими катками 31 стоят в feiH Ы Ы (Л Is9 00 0д 1 в I/ Л/А/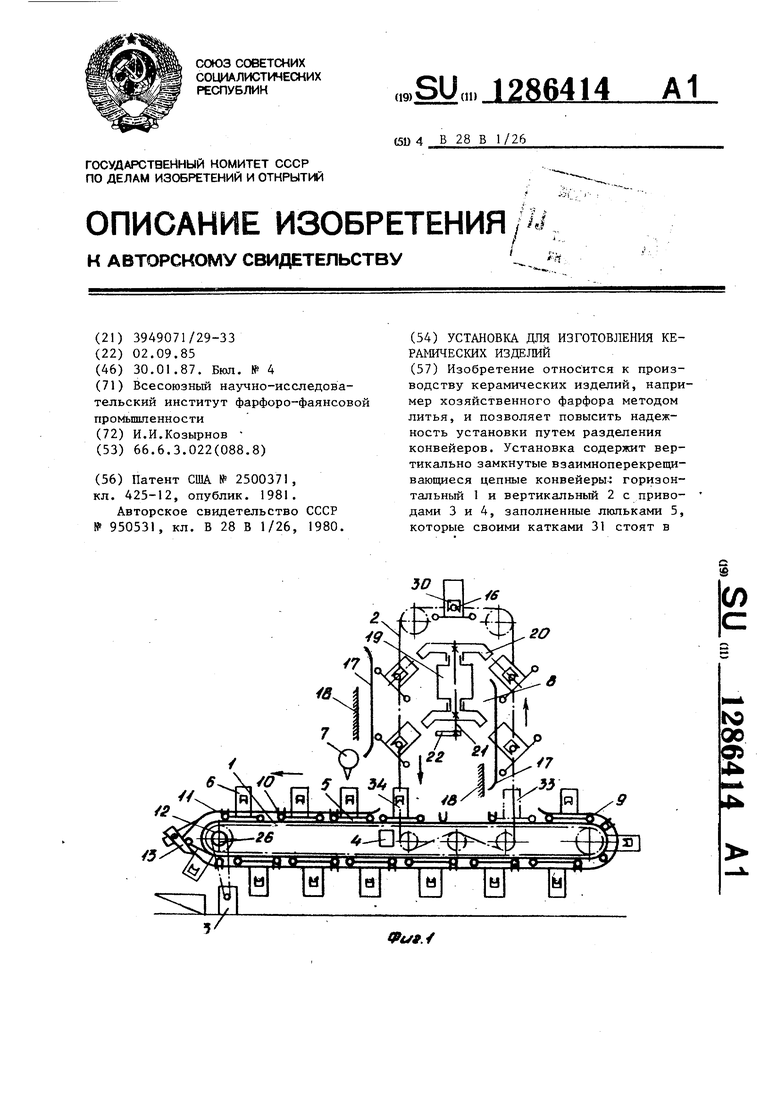
/f.2
(Риг.З
/7
te
/3
Фиг. 5
Редактор Э.Слиган
Составитель И.Генералова Техред А.Кравчук
Заказ 7665/15 Тираж 525Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Г.Решетник
| СПОСОБ ЛЕЧЕНИЯ ВТОРИЧНОЙ ГЛАУКОМЫ, ВЫЗВАННОЙ ЭМУЛЬГИРОВАНИЕМ СИЛИКОНА | 2012 |
|
RU2500371C1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Установка для изготовления керамических изделий методом литья | 1980 |
|
SU950531A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
