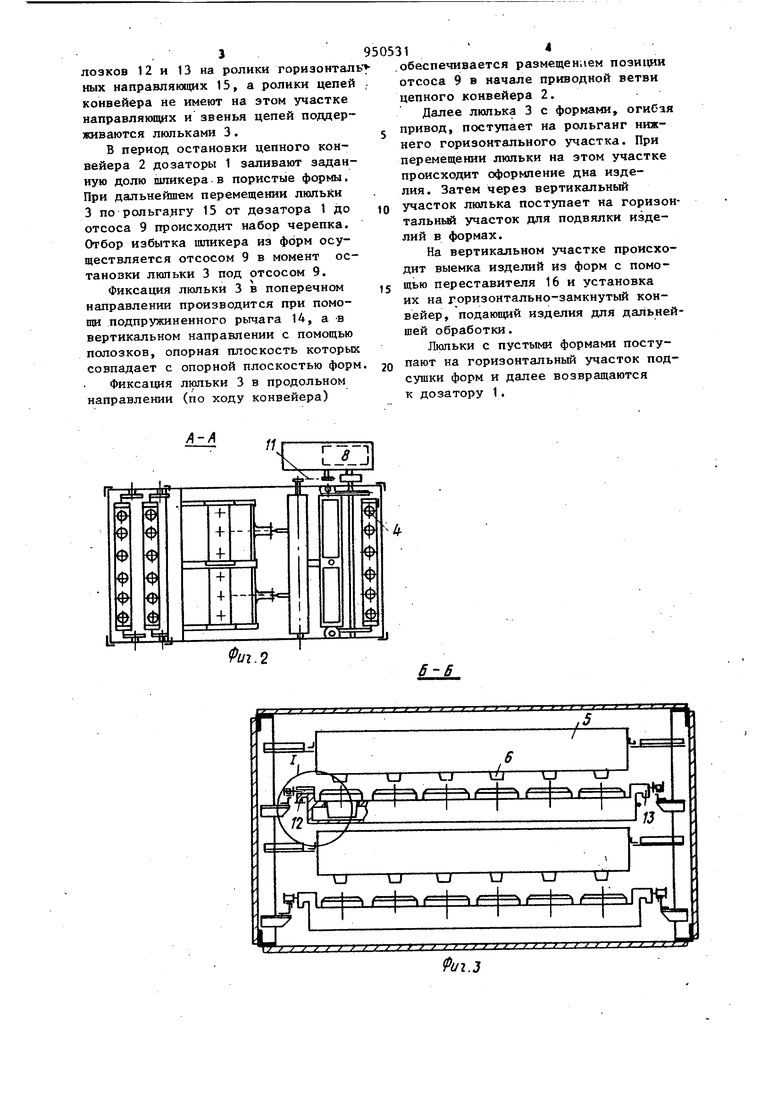
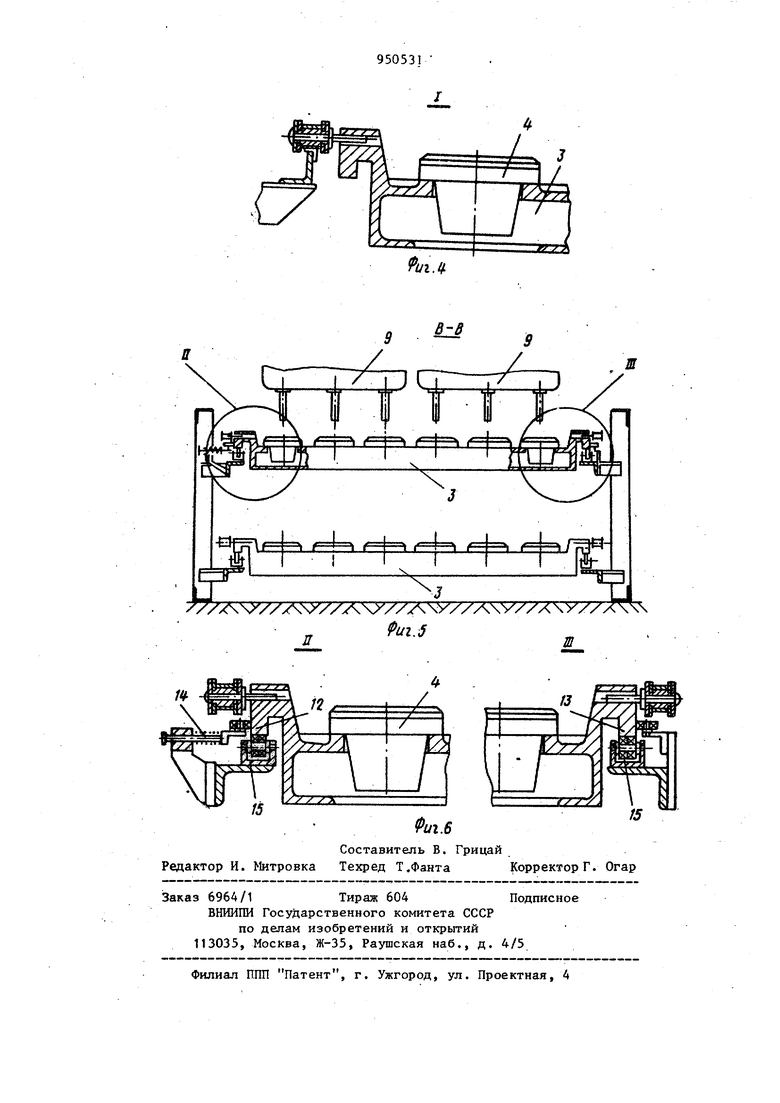
Изобретение относится к произво ству кераютческих иэделий методом литья и может быть также использовано для производства огнеупорных изделий. Известен конвейер для производства облицовочньк керамических пли ток методом литья, содержащий емкость со шликером, смонтированный на раме клиноременный и цепной транспортеры, транспортеры для подачи подставок, ускорительные рол ганги, литейные, зачистные, вьфавнивающие, резательные и поворачивающие устройства и формы С13. Наиболее близким к изобретению является установка для изготовлени керамических изделий методом литья содержащая дозаторы, вертикальнозамкнутый, конвейер с люльками для форм, сушило и привод конвейера 2 Недостатками известных установо является низкое качество изделий и производительность из-за того, что удаление шликера происходит сл ным способом, в связи с чем полые изделия получаются неодинаковой то Цель изобретения - повышение ка чества изделий и производительности. Цель достигается тем/что у&тановка для изготовления керамических изделий методом литья, содер-i жатая дозаторы, вертикально-замкнутый конвейер с люльками для форм сушило и привод конвейера, снабжена установленным ветвью конвей ра между дозатором и приводом конвейера отсасывающим устройством, средством для управления соответст венно отсасывающим устройством, дозатором и приводом конвейера, выполненным в виде кулачкового распределительного механизма, элек рически связанного с приводом конвейера и кинематически - с дозатором и отсасьгоающим устройством, и средством фиксации лкшек на учас ке набора черепка и оформления в виде подпружиненного рычага и направляющих для люлек, закрепленных на каркасе конвейера. На фиг. 1 изображена предлагаемая установка; на фиг. 2 - разрез А-А на фиг. 1J на фиг. 3 - разрез Б-Б на фиг. , на фиг. 4 - узел 1 на фиг. 3; на фиг. 5 - разрез В-В 1 на фиг. 1; на фиг. 6 - узел II и III на фиг. J. Установка содержит дозаторы 1, вертикально-замкнутый конвейер 2 с люльками 3 для форм 4, сушило в виде короба 5 тепловентиляционной системы установки с соплами 6 направленного потока и привод 7 конвейера с мальтийским механизмом 8. Установка снабжена отсасывающим устройством 9, средством для управления отсасывающим устройством, дозатором и приводом конвейера, выполненным в виде кулачкового распределителя 10, электрически связанного с приводом 7 конвейера и кинематически посредством цепной передачи 11 с дозаторами и отсасывающим устройством. Кроме того, в установке люльки выполнены с полозками 12 и 13 и она снабжена средством фиксации люлек в виде подпружиненного рычага 14 и направляющих 15, смонтированных на каркасе, конвейера и выполненных в виде рольгангов. На вертикальном участке конвейера смонтирован переставитель 16, служащий для выемки подвяленных полых изделий из пористых форм и перестановки их на горизонтальнозамкнутый конвейер 17 для дальнейшей обработки. Установка для литья полых керамических изделий оснащена также бачками для подачи шликера в дозаторы и приема обратного шликера из отсосов, механизмом обогащения обратного шликера и системой для промывки водой дозаторов и отсосов (не показаны). Установка для литья полых керамических изделий работает следующим образом. Вертикально-замкнутьй конвейер 2 с люльками 3 приводится в прерывистое движение приводом 7 через мальтийский механизм 8. Одновременно от этого же привода через цепную передачу 11 передается непрерывное вращательное движение распределительному кулачковому механизму 10, управляющему в заданном цикле работой дозаторов 1 и отсосов 9. При перемещении конвейера 2 люльки 3 с пористыми формами 4 выходят на нижний горизонтальный участок конвейера и останавливаются под дозаторами 1. При зтом люлька опирается нижними опорными поверхностями по-
лоэков 12 и 13 на ролики горизонтал ных направляющих 15, а ролики цепей конвейера не имеют на этом участке направляющих и звенья цепей поддерживаются люльками 3.
В период остановки цепного конвейера 2 дозаторы 1 заливают заданную долю шгтикера в пористые формы. При дальнейшем перемещении люльки 3 по poльгa гy 15 от дозатора 1 до отсоса 9 происходит набор черепка. Отбор избытка шликера из форм осуществляется отсосом 9 в момент остановки люльки 3 под отсосом 9.
Фиксация люльки 3 в поперечном направлении производится при помощи подпружиненного рычага 14, а в вертикальном направлении с помощью полозков, опорная плоскость которых совпадает с опорной плоскостью форм
Фиксация люльки 3 в продольном направлении (по ходу конвейера)
А-А
11
.обеспечивается размещен,leM пози1р1и отсоса 9 в начале приводной ветви цепного конвейера 2.
Далее люлька 3 с формами, огибая привод, поступает на рольганг нижнего горизонтального участка. При перемещений люльки на этом участке происходит оформление дна изделия. Затем через вертикальный участок люлька поступает на горизонтальный участок для подвялки изделий в формах.
На вертикальном участке происходит выемка изделий из форм с помощью переставителя 16 и установка их на горизонтально-замкнутый конвейер, подающий изделия для дальнейшей обработки.
Люльки с пустыми формами поступают на горизонтальный участок подсушки форм и далее возвращаются к дозатору 1.
В-б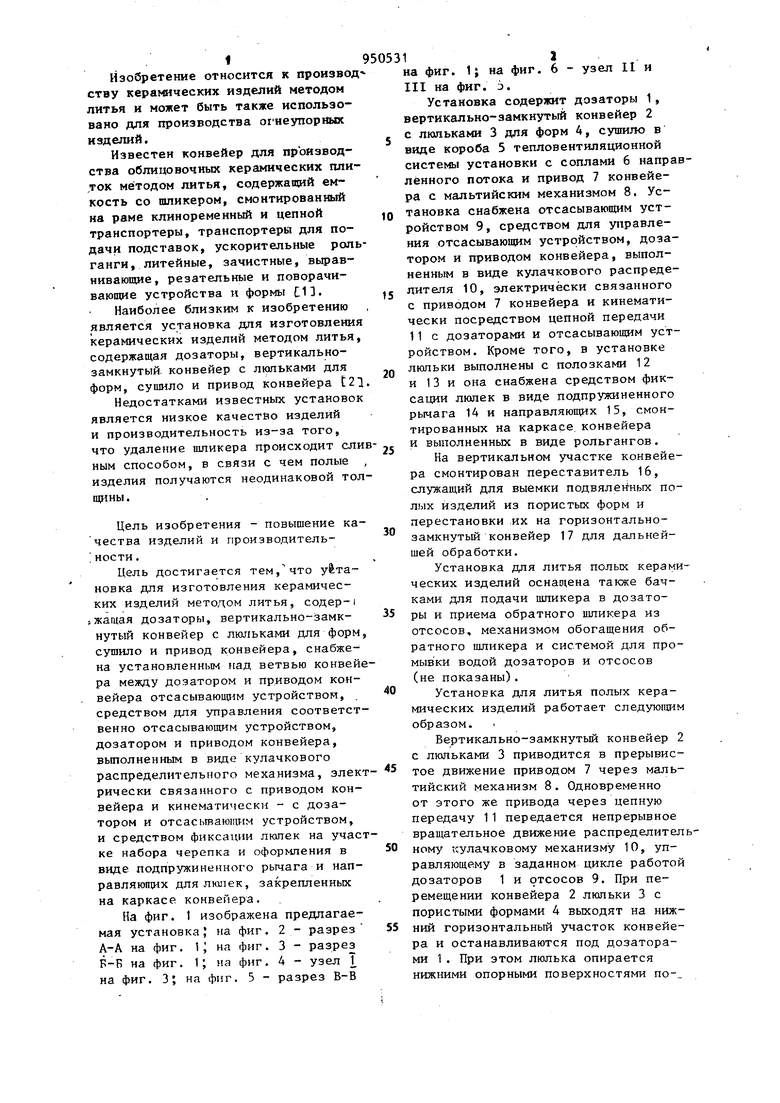
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ | 2002 |
|
RU2281856C2 |
| Линия для изготовления полых керамических изделий методом литья | 1986 |
|
SU1418041A1 |
| ТЯГОВЫЙ ЭЛЕМЕНТ С ГРУЗОНОСИТЕЛЯМИ ДЛЯ ДВУХЦЕПНОГО ВЕРТИКАЛЬНО-ЗАМКНУТОГО КОНВЕЙЕРА | 2002 |
|
RU2280603C2 |
| Установка для изготовления керамических изделий | 1985 |
|
SU1286414A1 |
| ЛИНИЯ ФОРМОВКИ И СУШКИ ФАРФОРО-ФАЯНСОВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2040400C1 |
| Агрегат для изготовления керамических изделий методом литья | 1984 |
|
SU1229042A1 |
| Способ откоса избыточного шликера из литейных форм и устройство для его осуществления | 1988 |
|
SU1611742A1 |
| Карусельная машина для отливки керамических изделий | 1958 |
|
SU123444A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЫХ ИЗДЕЛИЙ ИЗ БУМАЖНОВОЛОКНИСТОЙ МАССЫ | 1965 |
|
SU171730A1 |
| Устройство для отсоса шликера из форм | 1980 |
|
SU1033329A1 |
УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ, содержащая дозаторы, вертикально-замкнутьй конвейер с люльками для форм, сушило и привод конвейера, отличающаяся тем, что, с целью повышения качества изделий и производительности, она снабжена установленным над ветвью конвейера между дозатором и приводом конвейера отсасывающим устройством, средством для управления соответственно отсасывающим устройством, дозатором и приводом конвейера, вьшолненным в виде кулачкового распределительного механизма, злектрически связанного с приводом конвейера и кинематически - с дозатором и отсасывающим устройством, и ср.едством фиксации люлек на участке набора черепка (П и оформления изделия в виде подпружиненного рычага и направляющих для люлек, закрепленных на каркасе конвейера. со СП о ел ее Ь fc,,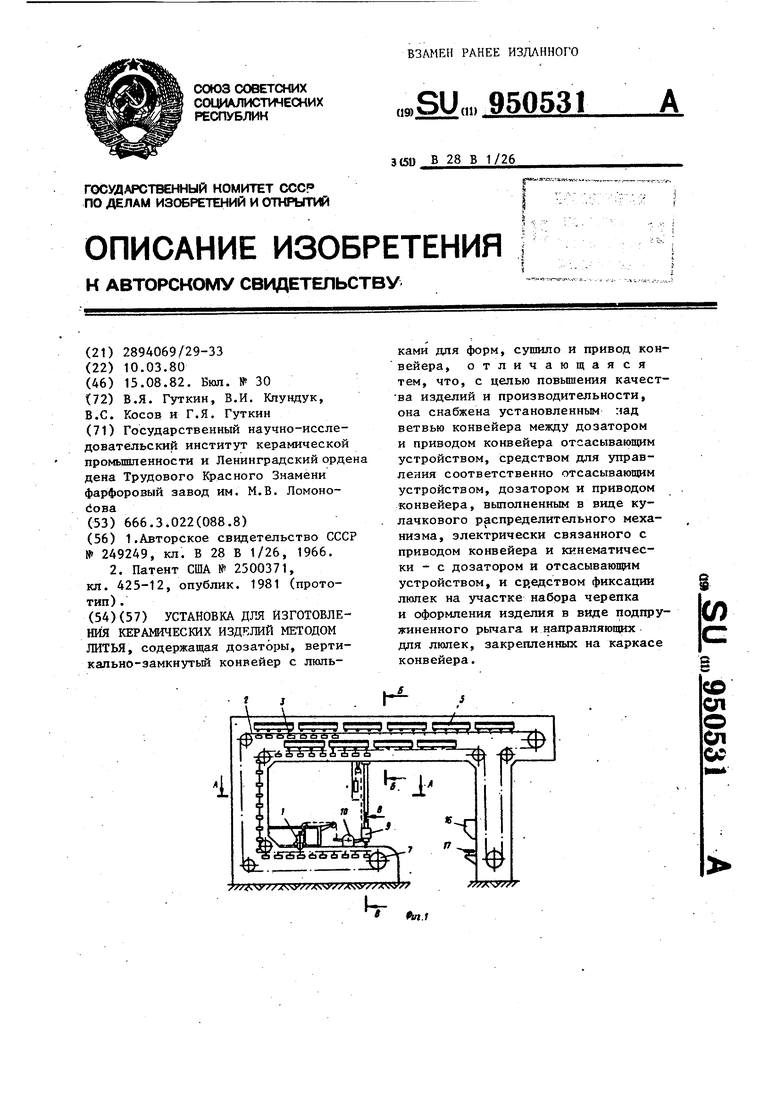
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ЛЕЧЕНИЯ ВТОРИЧНОЙ ГЛАУКОМЫ, ВЫЗВАННОЙ ЭМУЛЬГИРОВАНИЕМ СИЛИКОНА | 2012 |
|
RU2500371C1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
