1 14
Изобретение относится к производству керамических изделий, преимущественно хозяйственного фарфора,
-Целью изобретения является повышение производительности и качества изделий.,
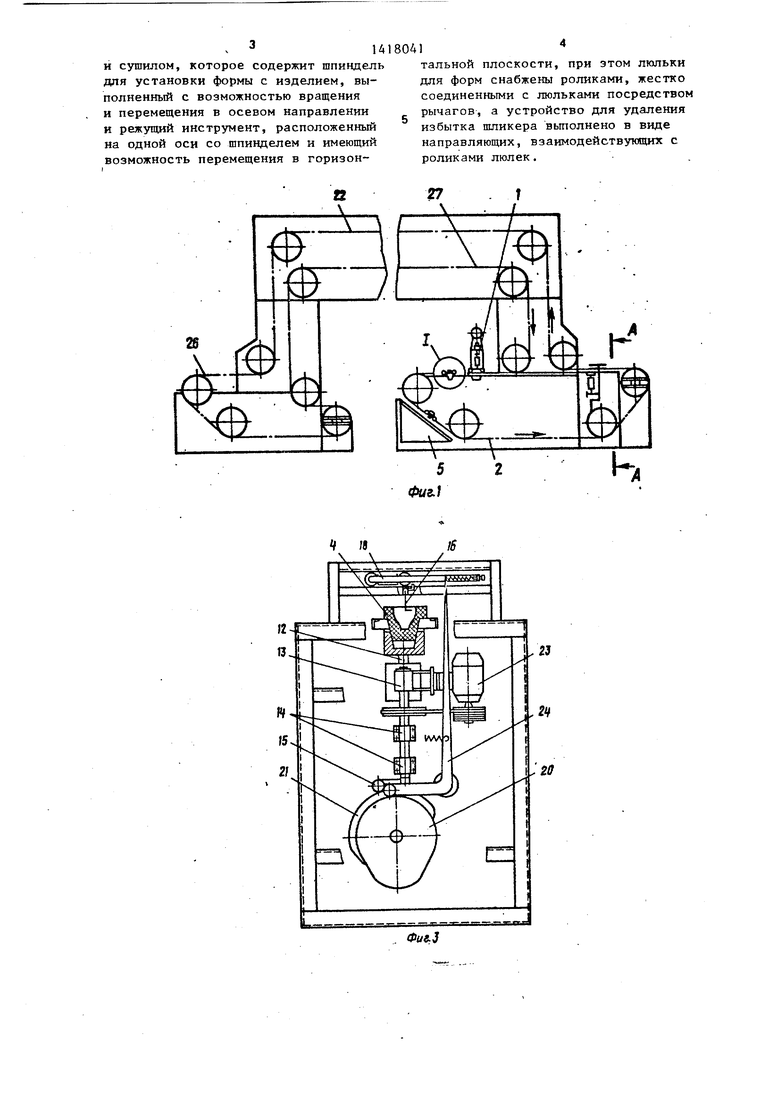
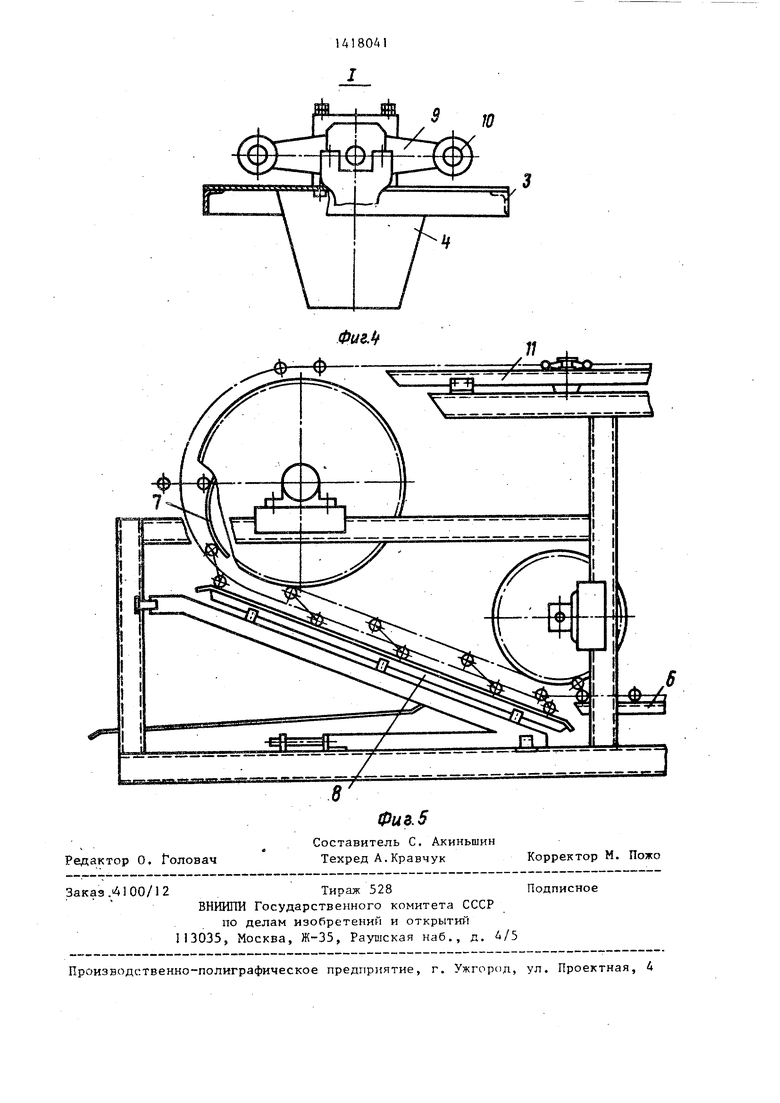
На фиг. 1 предетвлена принципиальная схема линии; на фиг. 2 - разрез А-А на фиг, 1} на фиг. 3 - механизм для обре.зки края изделия, вид сбоку; на фиг. 4 - узел I на фиг,1; на фиг, 5 - принципиальная схема устройства для слива избыточного шликера.
Линия для изготовления полых керамических изделий методом литья со
держит дозатор 1, вертикально-замкнутый целной конвейер 2 с люльками 3 для форм 4, устройство 5 для удаления 20 зультате чего происходит подрезка
щение в исходное положение. При да нейшем перемещении люлек 3 происхо естественная подвялка изделий в фо мах 4, Затем изделия попадают на м ханизм для обрезки края. При зтом формы 4 устанавливаются соосно со шпинделями 12, расположенными на т версе 13, которая совершает верти кальное перемещение по направляющи 14 за счет взаимодействия ролика 1 с кулачком 21, Формы 4 отделяются от лншьки 3 и получают вращение от привода 23, Внутрь формы с изделие 5 подводится режущий инструмент 16, закрепленный на каретках 18, пере7 мещающийся в горизонтальном направ лении с помощью рычага 24, взаимодействующего с кулачком 20, в реизбытка шликера, включакицее направляющие 6-8, На люльках 3 посредством рычагов 9 закреплены ролики 10, На каркасе конвейера на участках дозировки, набора черепка и обрезки края изделия установлены направляющие 11, Механизм для обрезки края изделий состоит из шпинделей 12, расположенных на траверсе 13, установленной в направляющих корпусах 14, кнопки траверсы снабжены роликами 15, Режущий инструмент 16 установлен на поперечной балке 17, закрепленной на каретках 18, Средство управления работой механизма для обрезки края . изделий вьшолнено в виде вала 19 с закрепленными на нем кулачками 20 и 21, Линия также содержит сушило 22. Линия работает следующим образом. Вертикально-замкнутый конвейер 2, приводимьй в движение приводом с мальтийским механизмом (не показан) совершает прерывистое движение. ЛюлЪ- ки 3 с установленными на них формами 4 попадают под дозатор 1, где формы 4 заполняются шликером. При дальнейшей транспортировке люлек 3 по горизонтальному участку ролики 10, перемещаясь по направляющим 11, обеспечивают устойчивое положение люлькам 3, создавая благоприятные условия для набора черепка. Удаление избытка шликера из форм 4 происходит при взаимодействии роликов 10 с направляющими 7 и 8. При этом посредством рычагов 9 осуществляются поворот и фиксация люлек 3 на заданный угол, выдерживание их в этом положении необходимый промежуток времени и возвра
края черепка. При этом люльки 3 находятся в фиксированном положени за счет взаимодействия ролика 10 с направляющими 25. Затем изделия по 25 даются в сушило 22, где высушивают в формах 4. При этом в результате разности толщины черепка в месте подрезки под действием температурн напряжений происходит отделение по резанного края черепка. После этог люльки 3 поступают на горизонтальн участок 26, где происходит выемка изделий из форм 4, Затем люльки 3 с пустыми формами 4 подаются на го зонтальный участок 27 для досушки форм и далее возвращаются к дозато
30
35
40
45
50
55
Использование предлагаемой лини позволяет повысить производительно механизировать операцию обрезки кр изделия, улучшить качество изделий за счет получения изделий с заданн ми параметрами по высоте, сохранен структуры черепка вследствие . .их о работки в сыром виде.
Формула изобретени
Линия для изготовления полых ке мических изделий методом литья, со держащая последовательно установле ные дозатор, вертикально-замкнутый цепной конвейер с люльками для фор устройство для удсшения избытка шл кера., сушило, отличающая тем, что, с целью повьш1ения произв дительности и качества изделий, он снабжена механизмом для обрезки кр изделия, установленным между устро ством для удаления избытка щликера
0 зультате чего происходит подрезка
щение в исходное положение. При дальнейшем перемещении люлек 3 происходит естественная подвялка изделий в фор- мах 4, Затем изделия попадают на механизм для обрезки края. При зтом формы 4 устанавливаются соосно со шпинделями 12, расположенными на траверсе 13, которая совершает верти-, кальное перемещение по направляющим 14 за счет взаимодействия ролика 15 с кулачком 21, Формы 4 отделяются от лншьки 3 и получают вращение от привода 23, Внутрь формы с изделием 5 подводится режущий инструмент 16, закрепленный на каретках 18, пере7 мещающийся в горизонтальном направлении с помощью рычага 24, взаимодействующего с кулачком 20, в ре0
края черепка. При этом люльки 3 находятся в фиксированном положении за счет взаимодействия ролика 10 с направляющими 25. Затем изделия по- даются в сушило 22, где высушиваются в формах 4. При этом в результате разности толщины черепка в месте подрезки под действием температурных напряжений происходит отделение подрезанного края черепка. После этого люльки 3 поступают на горизонтальный участок 26, где происходит выемка изделий из форм 4, Затем люльки 3 с пустыми формами 4 подаются на горизонтальный участок 27 для досушки форм и далее возвращаются к дозатору.
0
5
0
5
Использование предлагаемой линии позволяет повысить производительность, механизировать операцию обрезки края изделия, улучшить качество изделий за счет получения изделий с заданными параметрами по высоте, сохранения структуры черепка вследствие . .их обработки в сыром виде.
Формула изобретения
Линия для изготовления полых керамических изделий методом литья, содержащая последовательно установленные дозатор, вертикально-замкнутый цепной конвейер с люльками для форм, устройство для удсшения избытка шликера., сушило, отличающаяся тем, что, с целью повьш1ения производительности и качества изделий, она снабжена механизмом для обрезки края изделия, установленным между устройством для удаления избытка щликера
141804
и сушилом, которое содержит шпиндель для установки формы с изделием, вы- полнеиный с возможностью вращения и перемещения в осевом направлении и режущий инструмент, расположенный на одной оси со шпинделем и имеющий возможность перемещения в горизонтальной плоскости, при этом люльки для форм снабжены роликами, жестко соединенными с люльками посредством рычагов, а устройство для удаления избытка шликера выполнено в виде направляющих, взаимодействующих с роликами люлек.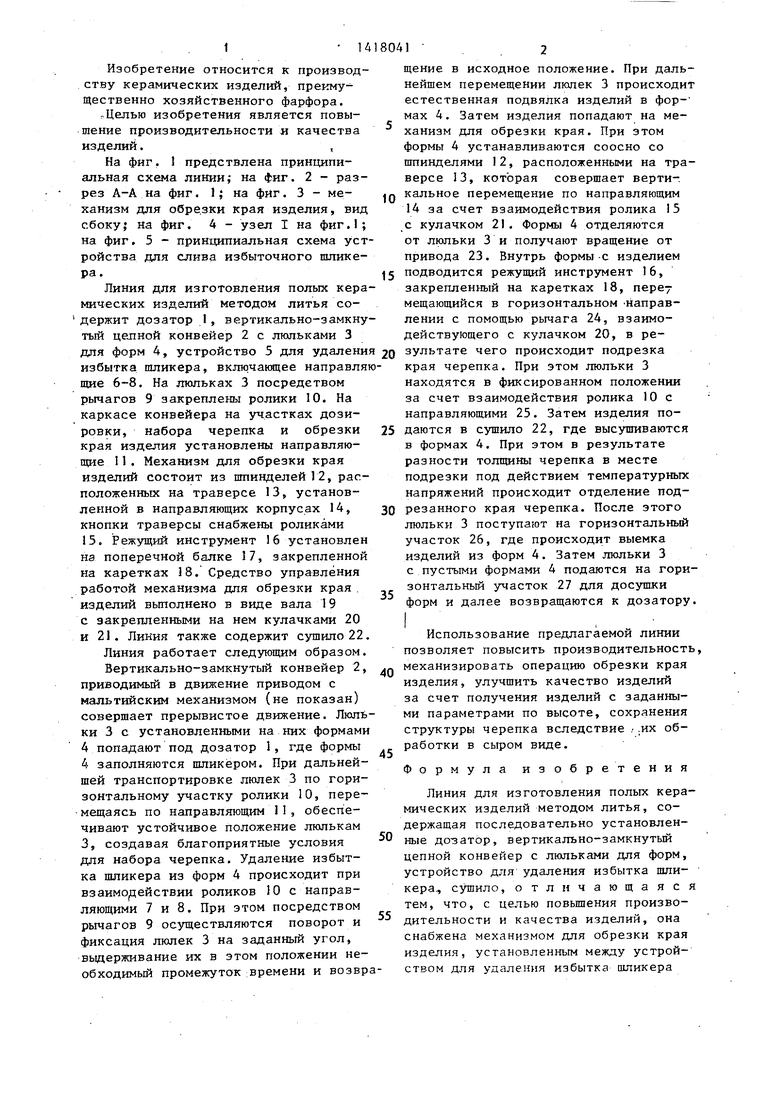
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления керамических изделий методом литья | 1980 |
|
SU950531A1 |
| Установка для изготовления керамических изделий | 1985 |
|
SU1286414A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ | 2002 |
|
RU2281856C2 |
| Устройство для разгрузки отлитых изделий из литейных форм | 1986 |
|
SU1348180A1 |
| Установка для изготовления керамических изделий | 1977 |
|
SU677925A1 |
| Установка для автоматической перегрузки керамических изделий | 1981 |
|
SU988565A1 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ОТЛИВИКИ И СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1946 |
|
SU69127A1 |
| Туннельная многоярусная печь | 1976 |
|
SU657225A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| ТЯГОВЫЙ ЭЛЕМЕНТ С ГРУЗОНОСИТЕЛЯМИ ДЛЯ ДВУХЦЕПНОГО ВЕРТИКАЛЬНО-ЗАМКНУТОГО КОНВЕЙЕРА | 2002 |
|
RU2280603C2 |
Изобретение относится к произ20 г водству керамических изделий. Целью изобретения является повышение производительности и качества изделия. Линия для изготовления полых керамических изделий методом литья содержит дозатор, вертикально замкнутый конвейер с люльками 3 для форм 4. После естественной подвялки изделий внутрь формы с изделием подводится режущий инструмент 16, закрепленный на каретках 18, перемешивающийся в горизонтальном направлении, в результате чего происходит подрезка края черепка. После сушки в месте подрезки под действием температурных напряжений происходит отделение подрезанного края черепка. 5 ил. Х-/ (Л с 4i 00 О 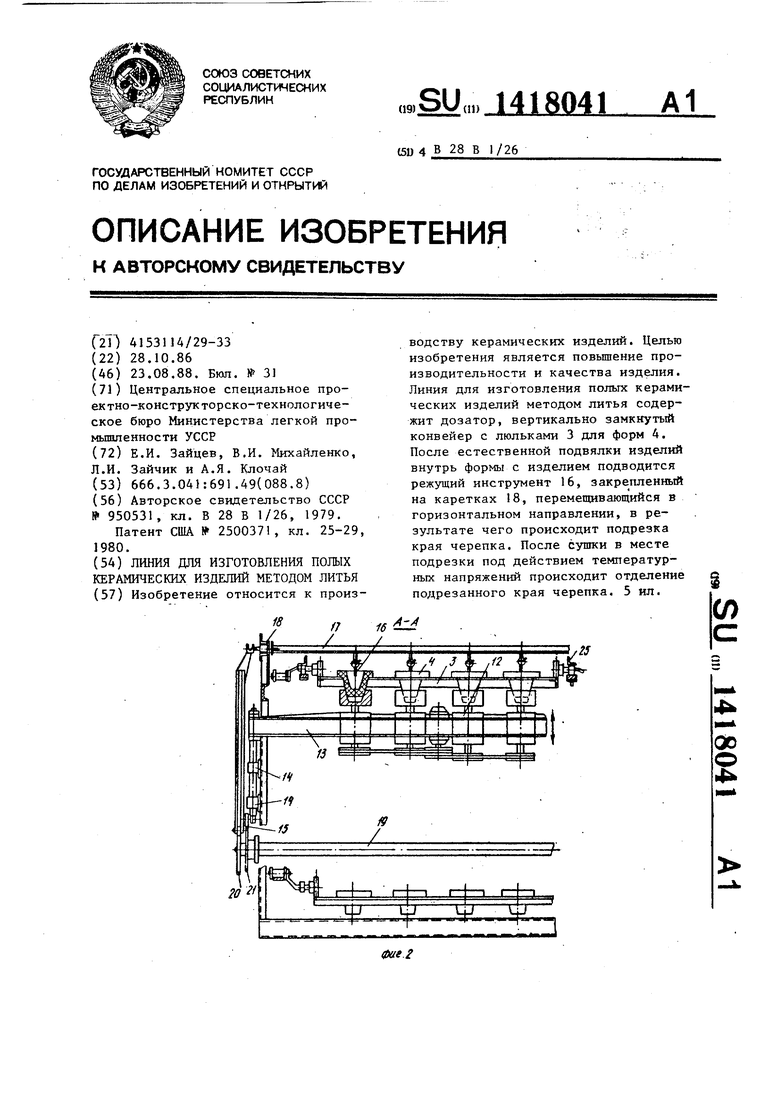
Фиг.
.
т
Редактор О. oлoвaч
Составитель С. Акиньшин Техред А.Кравчук
Фив. 5
Корректор М. Пожо
| Установка для изготовления керамических изделий методом литья | 1980 |
|
SU950531A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| СПОСОБ ЛЕЧЕНИЯ ВТОРИЧНОЙ ГЛАУКОМЫ, ВЫЗВАННОЙ ЭМУЛЬГИРОВАНИЕМ СИЛИКОНА | 2012 |
|
RU2500371C1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
